|
Home Machine Tool Archive Machine-tools Sale & Wanted A manual is available for this lathe Harrison Home Page L5 Early Model Later L5 9" & L5A 11-inch" 140 L5 Accessories 10-inch Late 10" & 12" L6 Early 12" L6 Late L6 Mk. 3 13" & 15" Late Models 13" 14" 16" 17" Hydraulic Copy Lathes Harrison Union Lathes Models 155 and 165 Model 190 14", 16" & 17" Accessories |
|
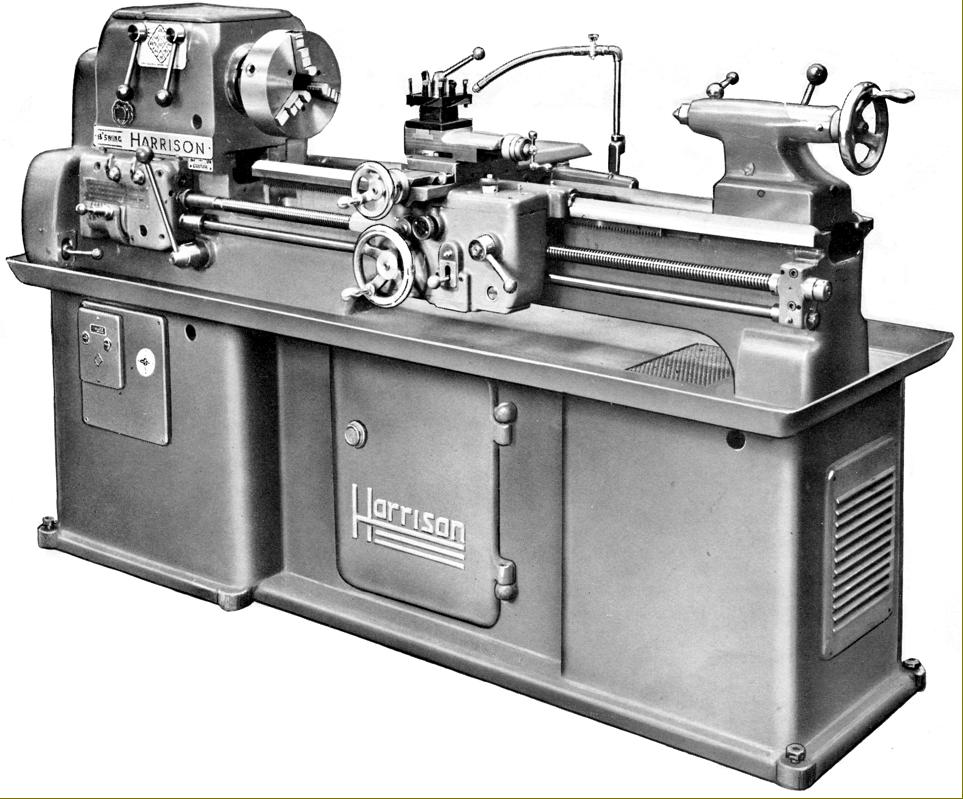
Not merely a 12-inch model with a slightly increased capacity, the 13-inch Harrison was an almost completely different design - albeit one that was styled in the familiar "round" fashion of the 1950s and so closely resembling both the smaller and larger machines in the maker's range. Found badged as a "Clearing" in The U.S.A. and Canada (and possibly in other markets, too) the lathe was usually fitted with a 3 h.p. single-speed motor and had nine speeds available from the clutched and braked all-geared headstock: these could be ordered as a slow set, 35 to 750 rpm, or at no extra cost, 59 to 1250 rpm. However, a two-speed 2.5/5 hp motor was available and, when so equipped, the lathe had 18 speeds from 41 to 1750 r.p.m. or, alternatively, 90 to 1230 r.p.m.. |
|
|
|
|
|
Bored to pass a 1.625 inch diameter bar, the spindle ran on the usual Harrison arrangement of opposed Timken pre-loaded taper roller bearings at the front and a single-row ball race at the rear; it was fitted with an American type L0 nose - thankfully without the option of a threaded fitting. The main double gear that slid along the spindle was cut from a single forging and slid on seven splines - the complete assembly being dynamically balanced. The gears were all hobbed from the solid, shaved, induction hardened and honed to produce the correct tooth form. |
|
Doubled-walled, the completely-enclosed apron was much deeper than on the smaller lathes and held an oil supply in its base (with a window to check the level) from where it was distributed by splash; it employed the usual kind of push/pull button to select the power sliding and surfacing feeds, with the engagement lever positioned in the middle of the casting rather than hanging down beneath; a thread-dial indicator was part of the standard equipment. |
||
|
It was possible to specify, at the time of ordering, a built-in metric-conversion cluster which enabled a range of 11 metric pitches to be generated by the movement of a single lever that emerged horizontally from the inside face of the changewheel cover. In this picture the permanently mounted 127t metric translation wheel and the siding double gear to select it can be clearly seen. |
|
Unlike those on all smaller Harrison lathes, the screwcutting gearbox was of a much sounder design being completely enclosed and provided with oil-bath lubrication. It offered a choice of 36 threads and feeds from 4 to 60 t.p.i and it was possible to specify, at the time of ordering, a built-in metric-conversion cluster that enabled a range of 11 metric pitches to be generated by the movement of a single lever that emerged horizontally from the inside face of the changewheel cover. The power feeds ranged from 0.0017" to 0.025" ((0.043 mm to 0.63 mm) sliding and from 0.001" to 0.015" (0.025 mm to 0.38 mm) surfacing. |
||
|
A manual is available for this lathe Harrison Home Page L5 Early Model Later L5 9" & L5A 11-inch" 140 L5 Accessories 10-inch Late 10" & 12" L6 Early 12" L6 Late L6 Mk. 3 13" & 15" Late Models 13" 14" 16" 17" Hydraulic Copy Lathes Harrison Union Lathes Models 155 and 165 Model 190 14", 16" & 17" Accessories |