|
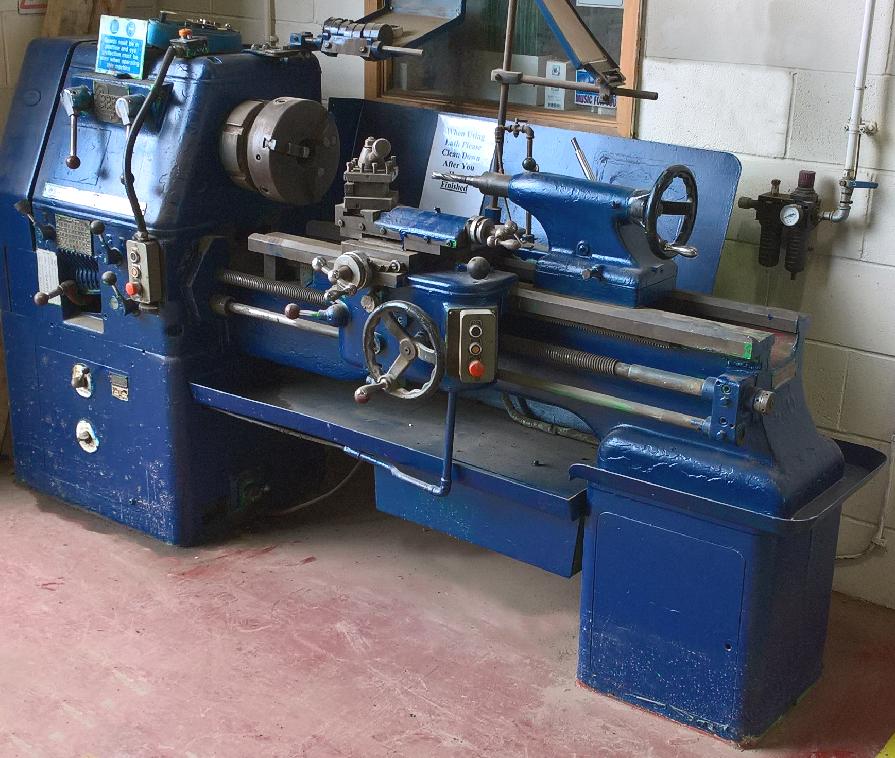
Of particularly heavy build, the 16 and16-Inch (L21) Harrison V-bed lathe was manufactured during the 1950s and 1960s and owed several of its design features, notably the screwcutting gearbox, combined spindle clutch/brake unit and curved-face apron, to the older 14-Inch machine. It was built in early and late forms, the latter looking somewhat more modern with a sloping face to the headstock - though seemingly with no other alterations. The true centre height was 8.125 (206 mm) and the lathe admitted, in its standard form, 36 inches (914 mm) between centres but with the option of three longer beds to accept 48, 60 and 79 inches (1219, 1524 and 2006 mm). A detachable gap piece was fitted as standard and with this removed a piece of material 25.25 inches in diameter and either 9.75" or 6.75" deep could be machined depending upon whether the lathe was fitted with, respectively, a spindle with a 2-inch bore spindle with a threaded nose, or a 3-inch bore with the much safer and more rigid American L2 long-taper fitting; it is also possible that examples would have been produced with the D1-6" or similar-sized nose for customers who already had chucks and faceplates with that fitting.
Running in Timken taper roller bearings front and rear, the main spindle was manufactured from a heat-treated nickel-chrome forging; with a 1000 rpm 3 hp motor the speed range was 25 to 400 rpm or, at no extra cost, a 5 hp motor could be fitted that gave a range from 38 to 600 rpm. With the extra-cost two-speed 3/5 hp motor installed 24 speeds were available from 32 to 1000 rpm. Like the 14-Inch lathe, the headstock drive pulley housed a combined, solenoid-operated, clutch and brake with the latter easily adjusted to stop the spindle quickly or slowly. When fitted with the smaller spindle, with a screwed nose, one wonders if the brake was deactivated when running in reverse for, if the operator had just moved from a machine fitted with a secure American long-taper or Camlock fitting - and was therefore used to quick stops from high speed in reverse - using the brake when running backwards would almost certainly have caused the chuck to unwind and hurtle down the machine shop, dissipating its energy by bouncing off other machine tools and killing workmates as it went on its unstoppable way. The 20-degree pressure angle headstock gears, made from heat-treated nickel-chrome steel, were precision hobbed and mounted on splined, carbon-steel shafts. The gears on the main spindle were fixed, not sliding, that contributed, the makers claimed, to the smooth running of the assembly; oil was distributed around the headstock by the lower gears dipping into it and splashing it around the interior. Spindle-speed changes were made with two rather than the usual three Harrison levers and electrical controls on the headstock provided "Stop", "Start" and "Inch" functions with "Stop", "Start" and "Reverse" mounted on the right hand side of the apron.
Oil-bath lubricated, the screwcutting gearbox held high-tensile steel gears and carbon steel shafts with a four-speed gear change that was compounded with a gear set of traditional "Norton" design to give 32 pitches from 2 to 28 t.p.i and, with the substitution of a single 84T changewheel, an additional 8 threads from 4 to 56 t.p.i became available; if metric threads were required, the necessary translation gears were listed amongst the accessories or, to special order, a full metric version of the machine could be purchased. Both the leadscrew and power shaft could be reversed through the action of a "dog" clutch made from heat-treated nickel-chrome steel and operated by a lever on the outside of the gearbox. Sliding feeds varied from 0.0032" to 0.09" and surfacing feeds from 0.0015" to 0.04" per revolution of the spindle; with the 84T changewheel in place, these feed rates were halved. 13/8" in diameter, the 4 t.p.i. leadscrew was fitted with thrust washers to eliminate end-play and the power shaft equipped with the usual Harrison design of a spring-loaded, over-ride cam mechanism to protect the feed-transmission components.
Of a distinctive shape with a curved front face, the apron was strongly built, of double-wall construction and carried a sturdy, simple but easily-disengaged "drop-out" worm mechanism that drove the power sliding and surfacing feeds. The leadscrew clasp nuts were in cast iron and selection of power feeds by a single push-pull knob positioned on the face of the apron immediately below the cross slide handle. The engagement of feeds was by Harrison's the usual, convenient and safe flick-in-and-out lever positioned in the centre of the apron's lower edge; on the 16-Inch lathe electrical controls on the apron were not an option, as on the 14-Inch, but fitted as standard.
The standard machine was eight and a half feet long (2591 mm) just over three feet wide (965 mm) and a little over four and a half feet high (1391 mm); it weighed 30 cwt (3360 lbs or 1524 Kg) and came equipped with a driver plate, travelling steady, 14" faceplate, two centres an instruction manual and the necessary spanners.
Optional equipment included fixed and travelling steadies, a 4-way toolpost, boring table, milling table, draw-in collets, 24-inch faceplate, 12-inch Pratt independent 4-jaw chuck, 7.5" Pratt self-centring 3-jaw chuck, coolant pump, tank and fittings and a set of changewheels for metric screwcutting.
Although the lathe remained largely unchanged mechanically during its production run the front face of the headstock was (as mentioned previously) brought forwards over the top of the screwcutting gearbox to give (what was really a rather old-fashioned looking lathe) cleaner, more modern-looking lines.
A variety accessories as fitted to all larger Harrison lathes can be seen here..
|
|