|
Home Machine Tool Archive Machine-tools Sale & Wanted An Operation, Maintenance & Parts Manual is available for the M450 VS330 (Export Model "AA") Older Harrison Models Harrison 10AA (Chipmaster) |
|
Developed directly from the M400, the M450 was fitted out for more arduous work and designed to ISO standards R1708, DIN 8608 and BS4656 as a general-purpose machine suitable for both production use and in maintenance and repair shops - and, optionally, as a toolroom lathe to BS4656, DIN 8605 and ANSI-B5-16. The practical outcome of the various tests meant that a length of free cutting mild steel 250 mm long and approximately 56 mm in diameter was guaranteed to turn within 0.01 mm - though tests on a large batch of machines showed that this figure was always bettered and had an average value of 0.0025 mm |
|
|


|
Early Harrison M450 badged as the "17-inch" for the American and Canadian markets |
||
|
|
|
|
|
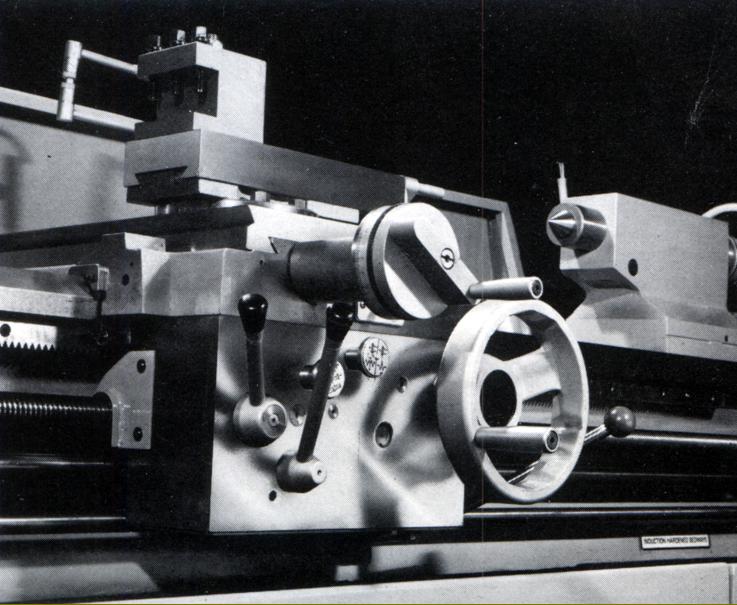
Carriage as fitted to late-model, straight-bed machines, with the hand-traverse hand on the left-hand front face of the apron and a single lever, pointing forwards in the middle, to select and engage power feeds. On the right-hand face of the apron, immediately below the standard-fit dial thread indicator was a gated spindle-control lever that provided electrical stop/start and forward/reverse functions; in addition, an emergency-stop button with a "power-on" light was fitted to the headstock whilst both the electrical isolator and coolant pump switch were mounted on the left-hand face of the stand. |
||
|
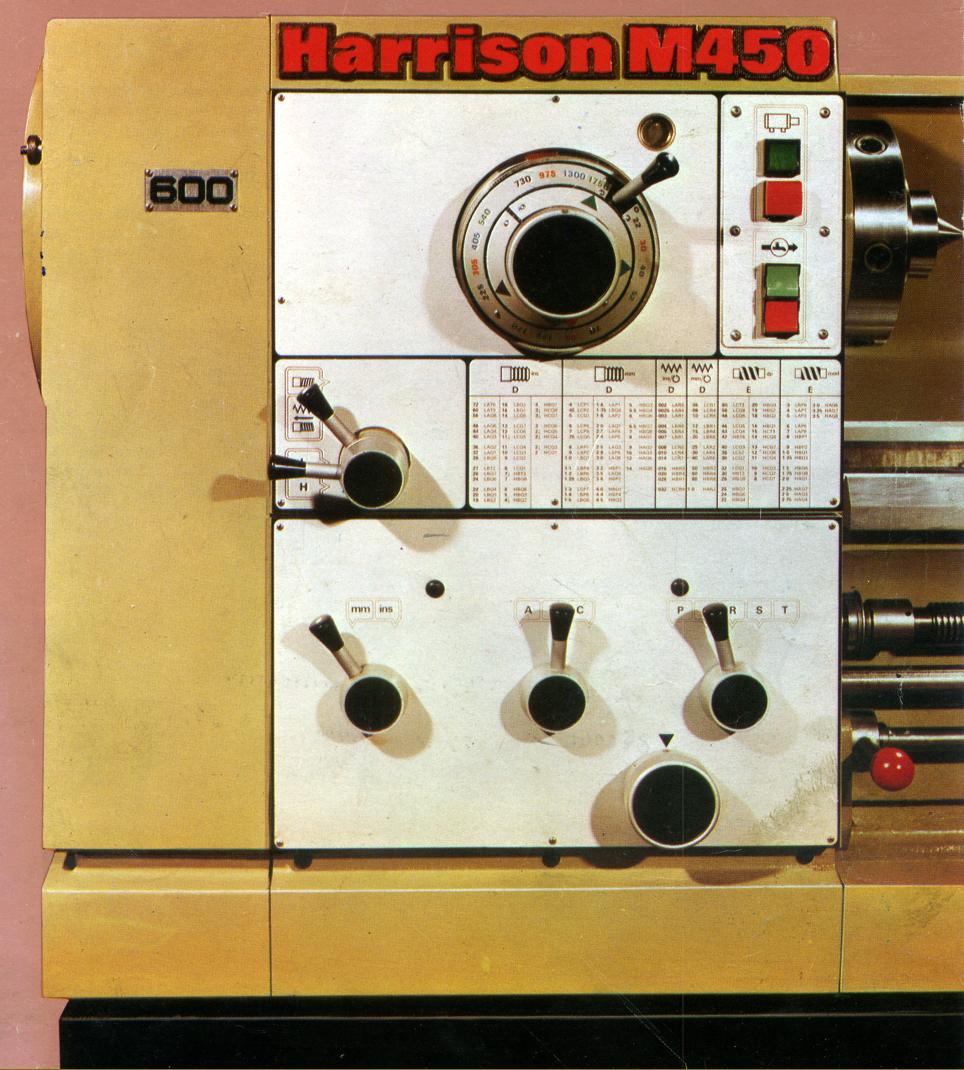
M450 late model: two concentrically mounted, rotary selectors that had unambiguous markings and positive indents selected the spindle speeds. Although electrical control of the spindle was primarily under the influence of a gated lever fastened to the right-hand face of the apron an emergency-stop button with a "power-on" light and stop/start controls were also was fitted to the headstock. |
||
|
Visible in this picture are the individual forward and reverse clutches on the rearmost (input) and the pipes supplying lubricant from the base-mounted pump and tank. |
||
|
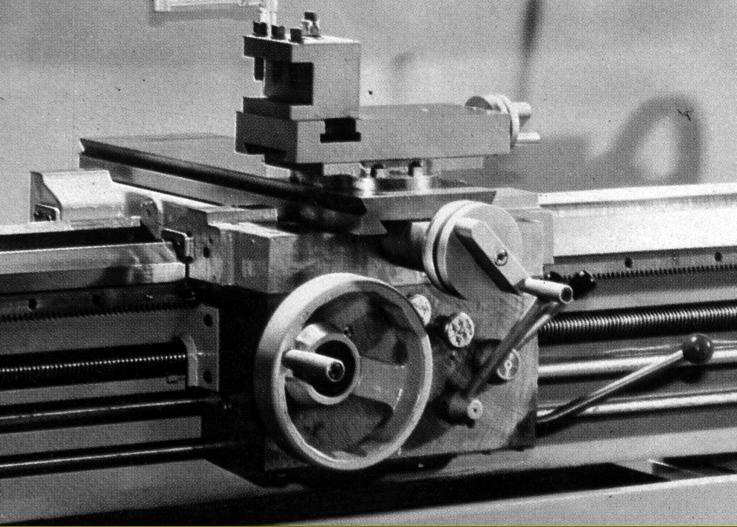
Apron as fitted to the later gap-bed models with the hand-traverse lever on the right-hand side of the front face and single-lever selection and engagement of the power feeds. The double-walled unit was formed to hold a quantity of oil within its base from where it could be pumped by hand to the various spindles and gears - and also to the bed and cross slide ways. On gap-bed machines the carriage-traverse handle (which could be disengaged when using power feeds) was positioned on the right-hand side of the apron, whilst straight-bed models it was on the left. The makers described the leadscrew nut as being of the "floating" type, used to ensure "maximum threading accuracy". |
||
|
The oil-splash lubricated screwcutting and feeds gearbox was controlled by three smooth levers - which could be difficult to operate with oil hands - and a single rotary selector. Without changing or rearranging any of the end gears (changewheels) 78 metric pitches from 0.2 to 14 mm pitch, 79 English threads from 2 to 84 t.p.i, 47 Module pitches from 0.2 to 3.5 MOD and 47 Diametral from 8 to 64 DP. |
|
The tailstock was robustly built and fitted with a 73 mm diameter (2.875") spindle with 155 mm (6.125") of travel and a No. 5 Morse taper. The spindle was engraved with ruler marks in either inch or metric graduations (or sometimes both) with a rotary micrometer dial fitted as standard. |
|
The bed, with induction hardened V and flat ways was formed from a box section of high-quality cast iron with a maximum depth of 380 mm (beneath the headstock) and a width of 360 mm; heavy cross ribs braced the front and back faces and left clear spaces for swarf to fall through. |
||

|
18 spindle speeds were provided from either 40 to 2000 rpm or, optionally, 31 to 1600 rpm from an easily-changed 7.5 kW (10 hp) motor fastened to an adjustable plate bolted to the back of the bed immediately below the headstock. |
|
VS330 (Export Model "AA") Older Harrison Models Harrison 10AA (Chipmaster) Home Machine Tool Archive Machine-tools Sale & Wanted |