|
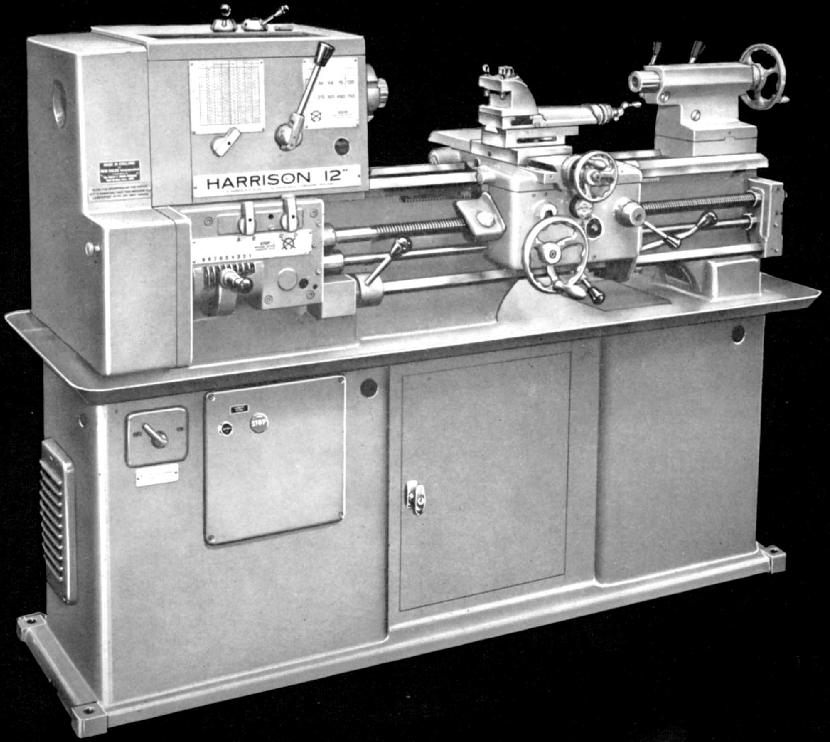
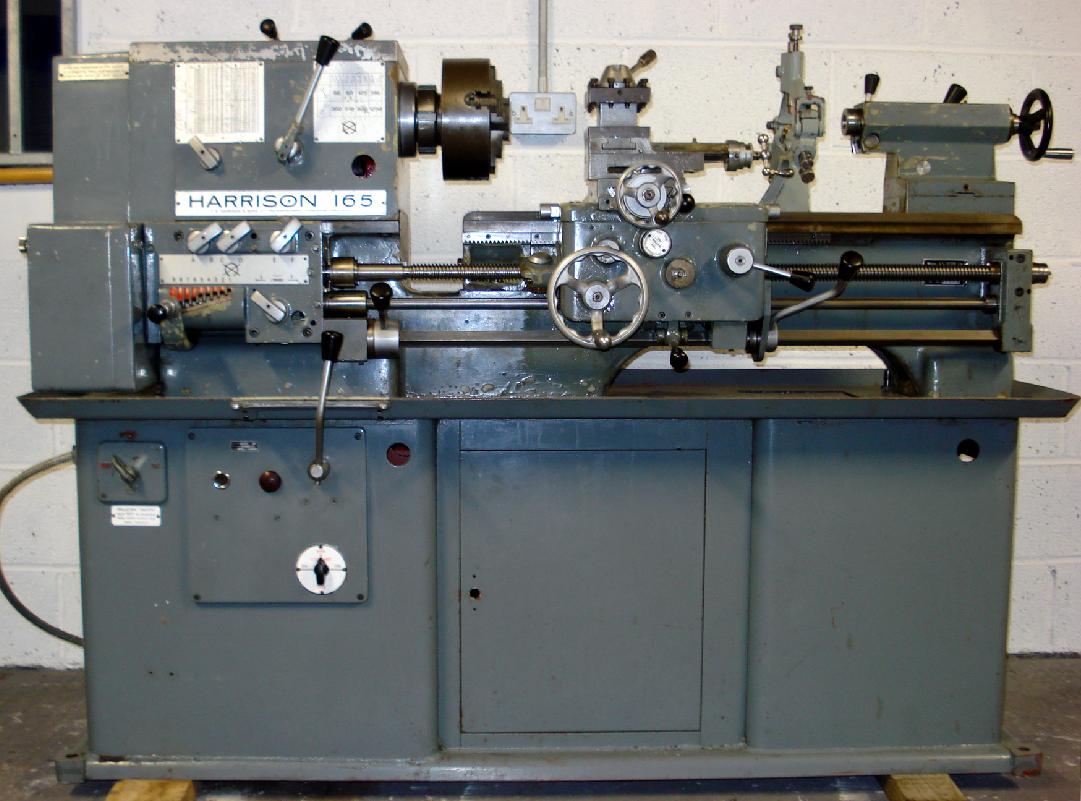
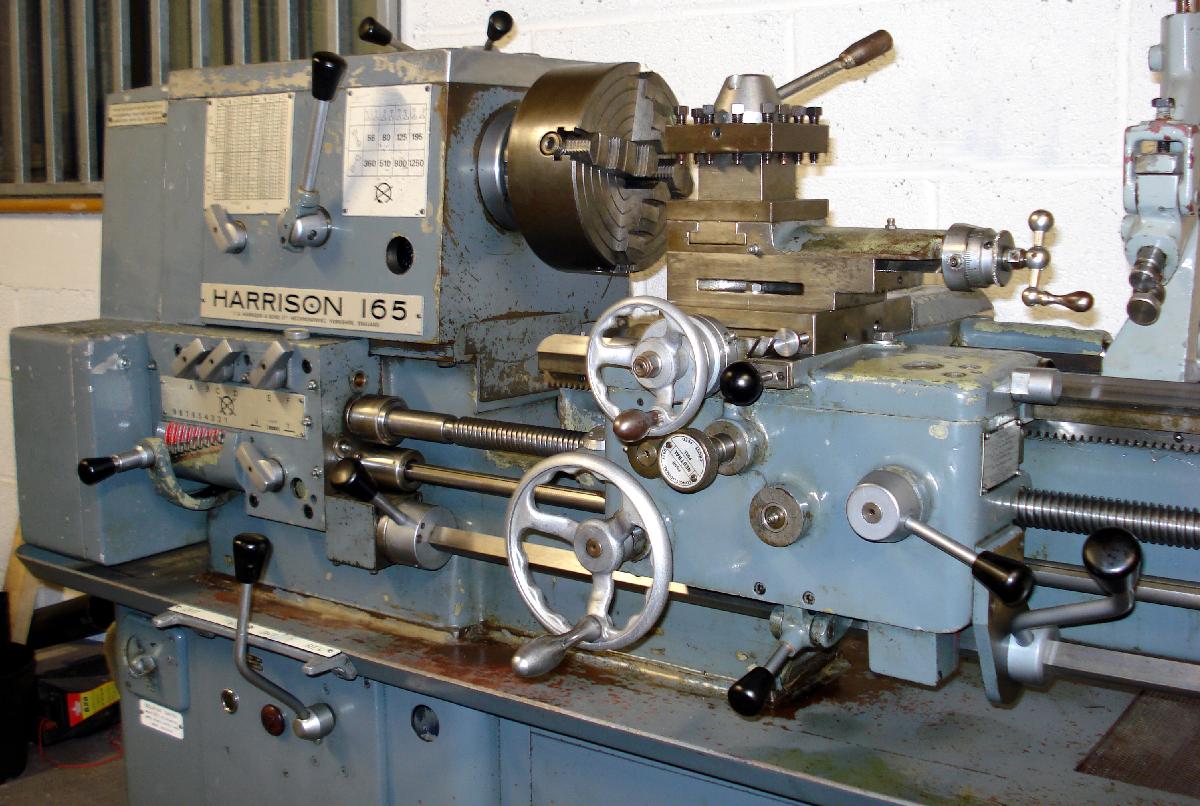
Although the Harrison Mk. 1 and Mk 2 L6 lathes of 6-inch centre height still reflected styling of an earlier era, the Mk. 2-3 of the late 1960s and early 1970s was a much more up-to-date looking machine. It was built, like previous versions, in two sizes, in this case as 12-inch and 13-inch models (English screwcutting gearboxes) or badged as the 155 or 165 when built to a metric screwcutting specification (it has also been found carrying marks identifying the 13-inch version as the Model 13MD). However, some versions carried no size or model number on the headstock, though these machines were (or should be) fitted with a small plate giving this information and the serial number. As a model it can be instantly identified by its flat-faced headstock and third-rod spindle-control lever beneath the power shaft. Although the headstock, with its satin-chrome one-piece handles, the screwcutting gearbox, tailstock and bed may have appeared up-to-date, the carriage, with its rounded casting, still looked as though it belonged to the late 1940s. The stand too, although tidied up in detail, was little changed - though no worse for that with its heavy, all-welded 3/16" steel plate construction and cabinet storage providing a workman-like support..
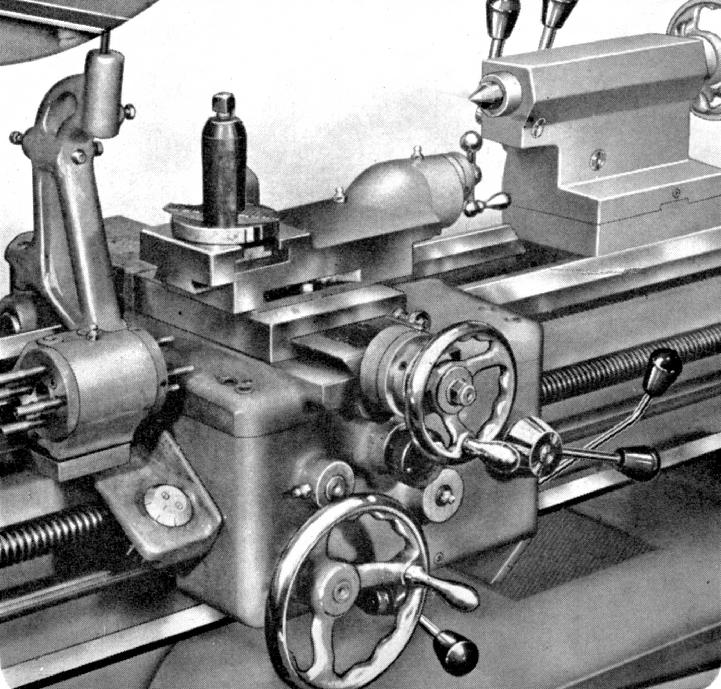
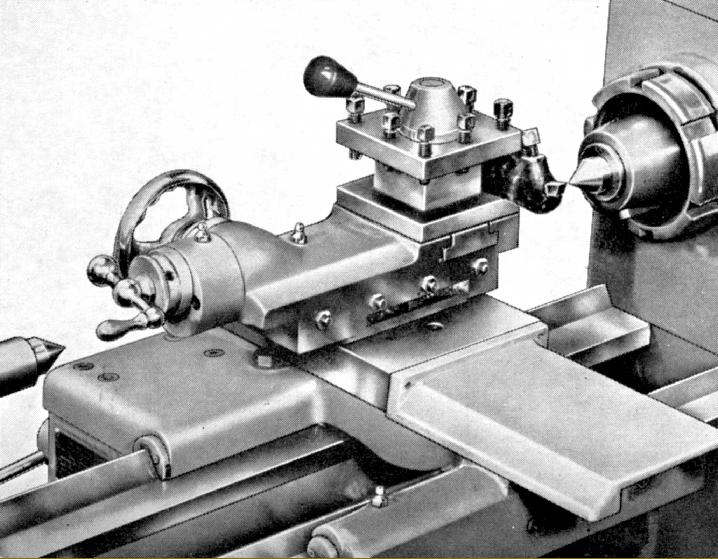
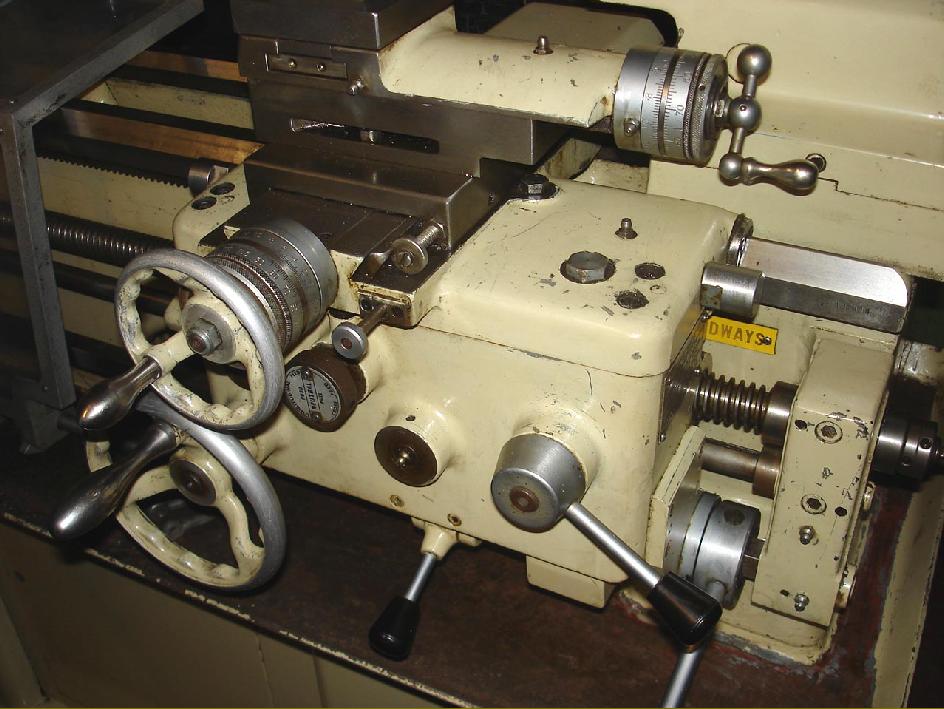
Of half-box form, the bed was well braced by cross ribbing and (indicative of Harrison's increasing move into genuinely industrial as well as training markets) induction hardened with ground-finish V and flat ways. Two bed lengths were offered, giving 24 or 40 inches between centres, with a detachable gap-piece as an option. With the gap out, a piece of material 4.5-inches (114 mm) thick and nearly 20 inches (505 mm) in diameter could be turned on the faceplate. The carriage assembly was of typical Harrison pattern, with a push/pull knob to select the power feeds, and could trace its design ancestry back to the late 1930s when it first appeared on the 5-inch model. The apron's great strength lay in the easy-to-engage and equally east-to-disengage power-feed lever. No matter how heavy the cutting load this control, which operated through a drop-out worm box, could be flicked into and out of engagement with the only the lightest of touches. Feeds were protected against overloading by a spring-loaded clutch built neatly into the gearbox-end of the power-feed shaft. The heavy, double-wall apron, with shafts supported in ball races, held a supply of lubricant that was distributed to the cross-slide ways and apron gearing by a hand-operated plunger pump. The usual type of "short" cross slide was fitted - meaning that over a period of years the ways would wear more in the middle than the ends - but as an option a full-length slide could be specified with a mounting to take a rear toolpost or other fittings (though the short slide had to be fitted if the taper-turning unit was to be used). The micrometer dials were both of a good size, with that on the top slide being so (relatively) large that its feed screw was fitted with a step-up gear to lift the dial clear of the cross-slide casting.
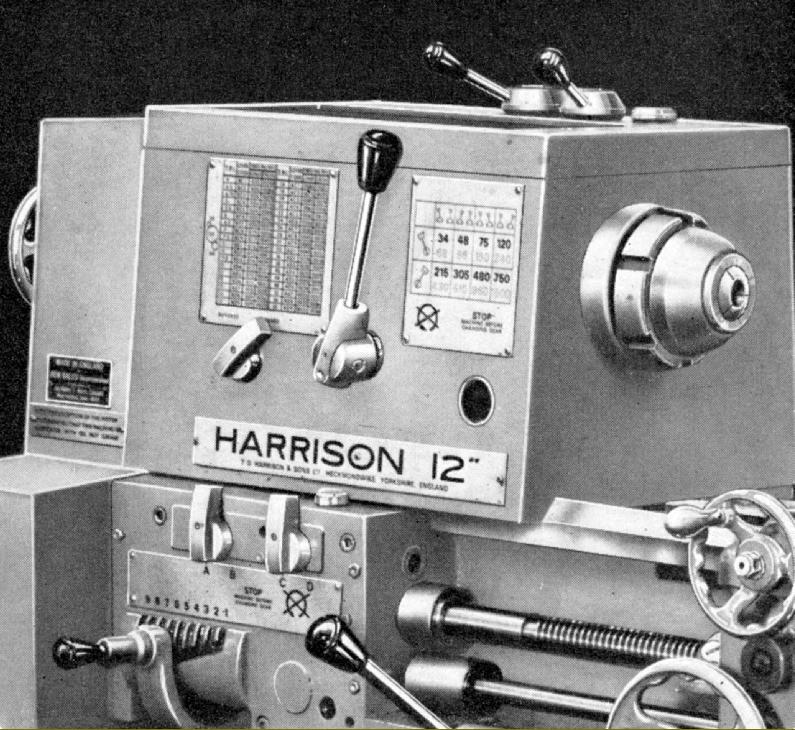
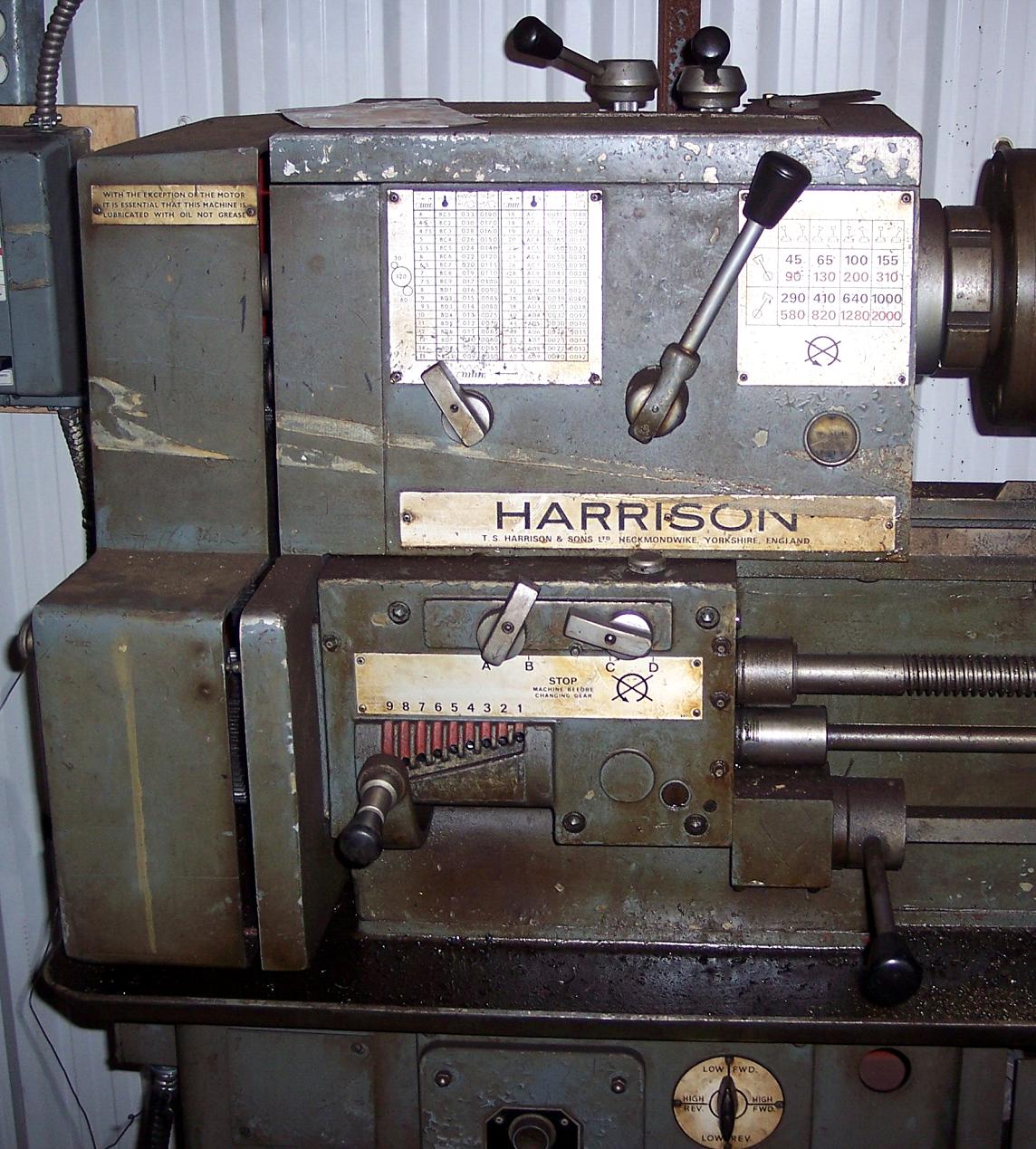
Mounted on an adjustable, swing-out platform within the cabinet base the 2 h.p. motor drove through twin V belts to give 8 spindle speeds from 34 to 750 r.p.m. With an optional 2-speed 3/1.5 h.p. motor (fitted as standard for some markets) 16 speeds from 34 to 1500 r.p.m. were available or, as alternative, according to customer preference, a range from 45 to 2000 r.p.m. could be specified. A "third-rod" control system, with levers on the apron and by the screwcutting gearbox, controlled the 1.5-inch bore spindle through an externally-mounted, combined dry-plate clutch and brake. The American long-nose L00 spindle (the equivalent Colchester lathe enjoyed the larger L0 size) was well supported by a pair of opposed, pre-loaded Timken taper roller bearings at the front and a single row ball bearing at the rear. All headstock gears were induction hardened and ground and the main double gear on the spindle machined from a single forging and dynamically balanced. Lubrication was by the simple splash system (with a sight glass to check the level) - the lathe being marketed as a medium-duty machine suitable for light industrial, small workshop and educational use and not deemed worthy of a pressurised supply.
Three different screwcutting gearboxes were available. An all-English box, combined with a 4 t.p.i. Leadscrew, gave 36 pitches from 4 to 60 t.p.i. (including 19 t.p.i.) and sliding and surfacing feeds from 0.002" to 0.33" and 0.0012" to 0.019" respectively; when fitted with metric translation wheels a set of 15 pitches from 0.5 to 7 mm pitch were available. The metric screwcutting gearbox (Models 155 and 165) was easily identifiable by its row of three levers - the English box had only two - required the substitution of just one changewheel to generate its full range of 31 pitches from 0.2 to 7 mm, with longitudinal and surfacing rates of 0.025 mm and 0.47 mm. With English translation wheels in place the metric box could generate 36 threads from 4 to 60 t.p.i. At extra cost a dual English/metric box with a 4 t.p.i. Leadscrew could be fitted (a specification that was standard on the competing Colchester Student and Master) with 36 inch pitches from 4 to 60 t.p.i. and 16 metric from 0.5 to 7 mm - with power feed rates as per the other gearboxes. Extra changewheels were available for all boxes to enable D.P., Module and special pitches to be created. On the standard English gearbox model reversal of the leadscrew and power shaft was controlled by a lever on the left-hand face of the headstock working through an internal tumble-reverse mechanism. On the metric and dual metric/English gearbox models a compound feed selector, built into the gearbox itself, was used to reverse the feeds.
Fitted with a dual inch/mm ruler-engraved spindle the tailstock barrel was, unusually for a Harrison of this vintage, fitted with a useful zeroing micrometer collar. The assembly was locked to the bed by a lever and eccentric clamp and the top could be set over on the sole plate for taper turning..
|
|