|
Home Machine Tool Archive Machine-tools for Sale & Wanted With some notes on the American Watch Tool Company and Webster Whitcomb ( "WW") lathes Magnus Lathe Elect Lathe Model 750 Model A Micromill Derbyshire Precision Drill Derbyshire Collets Pinion Cutter With thanks to the Derbyshire Company, who helped with historical information and illustrations for these pages |
|
F.W. Derbyshire Inc. are a long-established American manufacturer who have supplied, since 1911, lathes and horizontal milling machines of the miniature high-precision type to companies and governments involved in producing work to critical standards. The company are based at: |
|
A 1913 version of the Webster-Whitcomb (WW) lathe as manufactured by F. W. Derbyshire. |
|
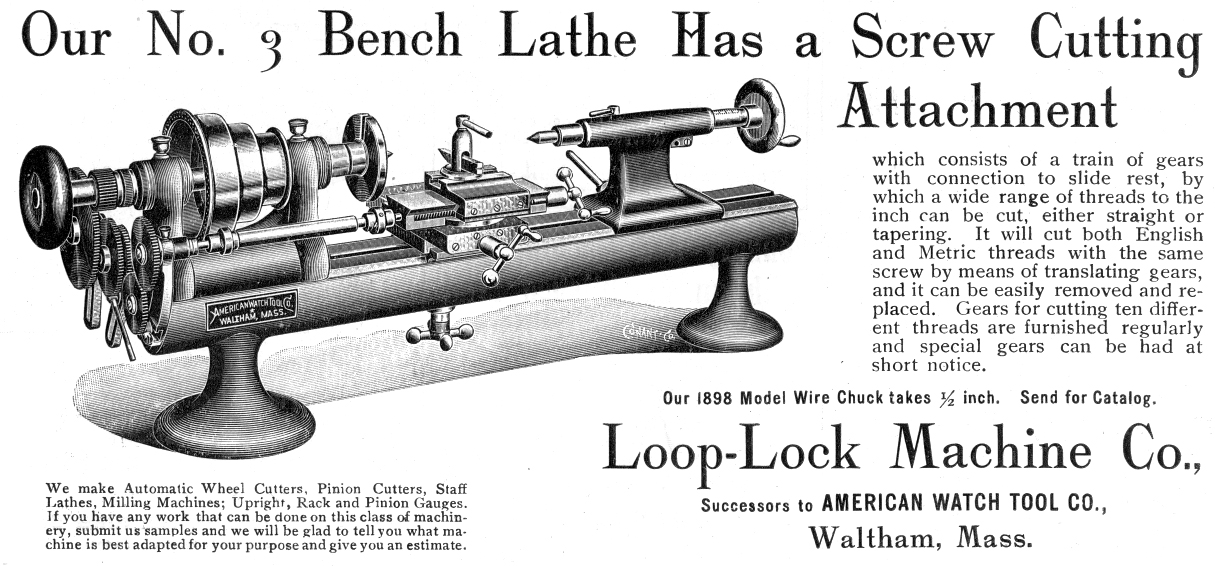
Watchmaker's lathes were not, of course, the firm's only product for besides the specialist, mass-production and one-off machines they supplied to watch-making factories, a successful range of larger plain-turning Precision Bench Lathes was developed. With a centre height of 3.5" these were, for their day, incredibly accurate machines, designed to assist toolmakers in the manufacture of larger precision components but also capable of being turned into semi-mass-production lathes by the addition of suitable accessories. Their headstock spindles and bearings were in hardened steel, the beds massive and the general construction skilfully executed along very similar lines to that of the watchmaker's lathes. Thus, they were far removed from the flimsy, lightweight screwcutting lathes of the same size then widely marketed for use by mechanics, repair shops and similar trades. Despite the distractions created within the factory by these other ingeniously-engineered products, Frederick's real enthusiasm and skill lay, apparently, with the production of watchmaker's lathes - upon whose development and manufacturing techniques he concentrated. |
|
|
||
|
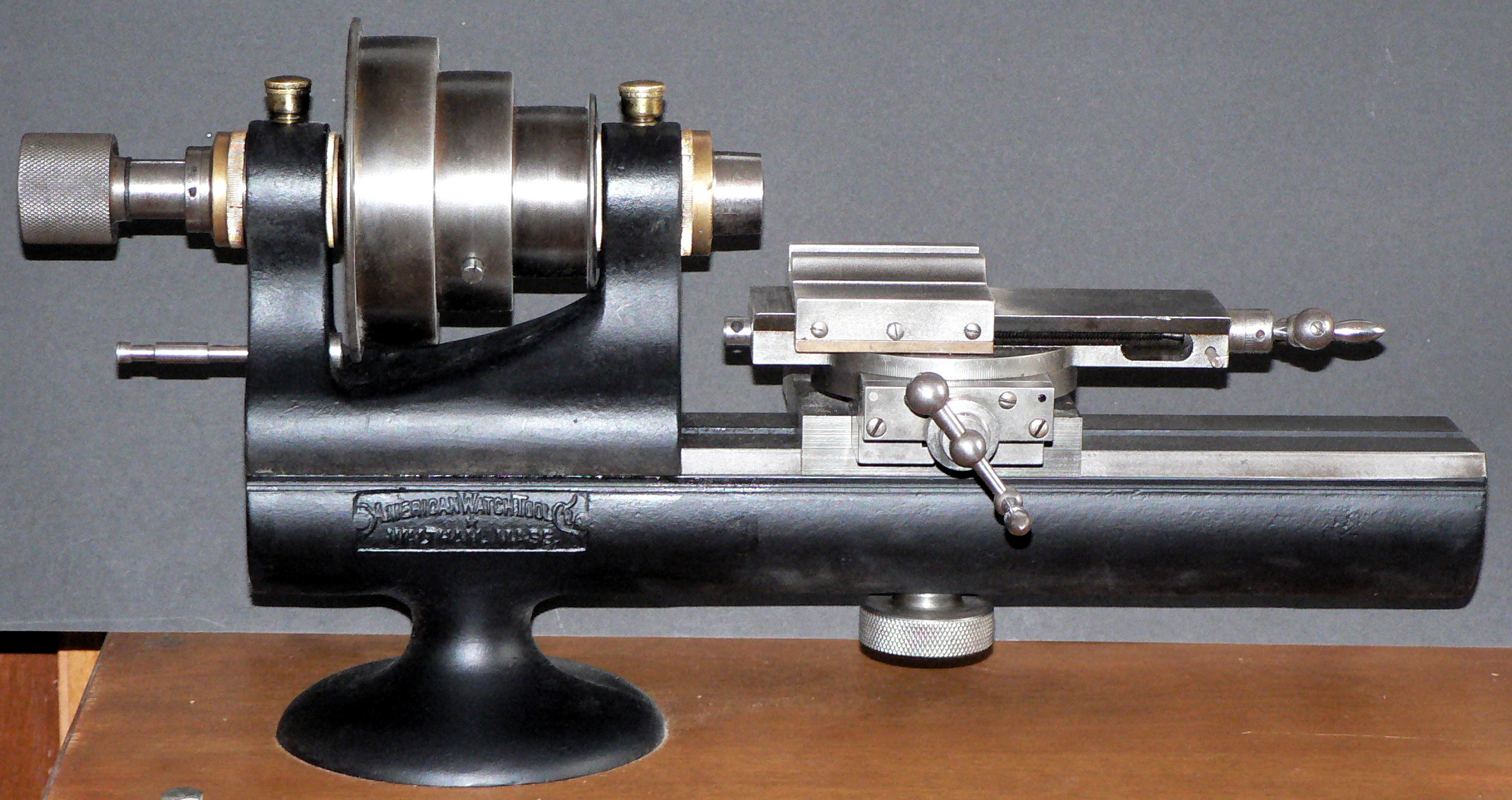
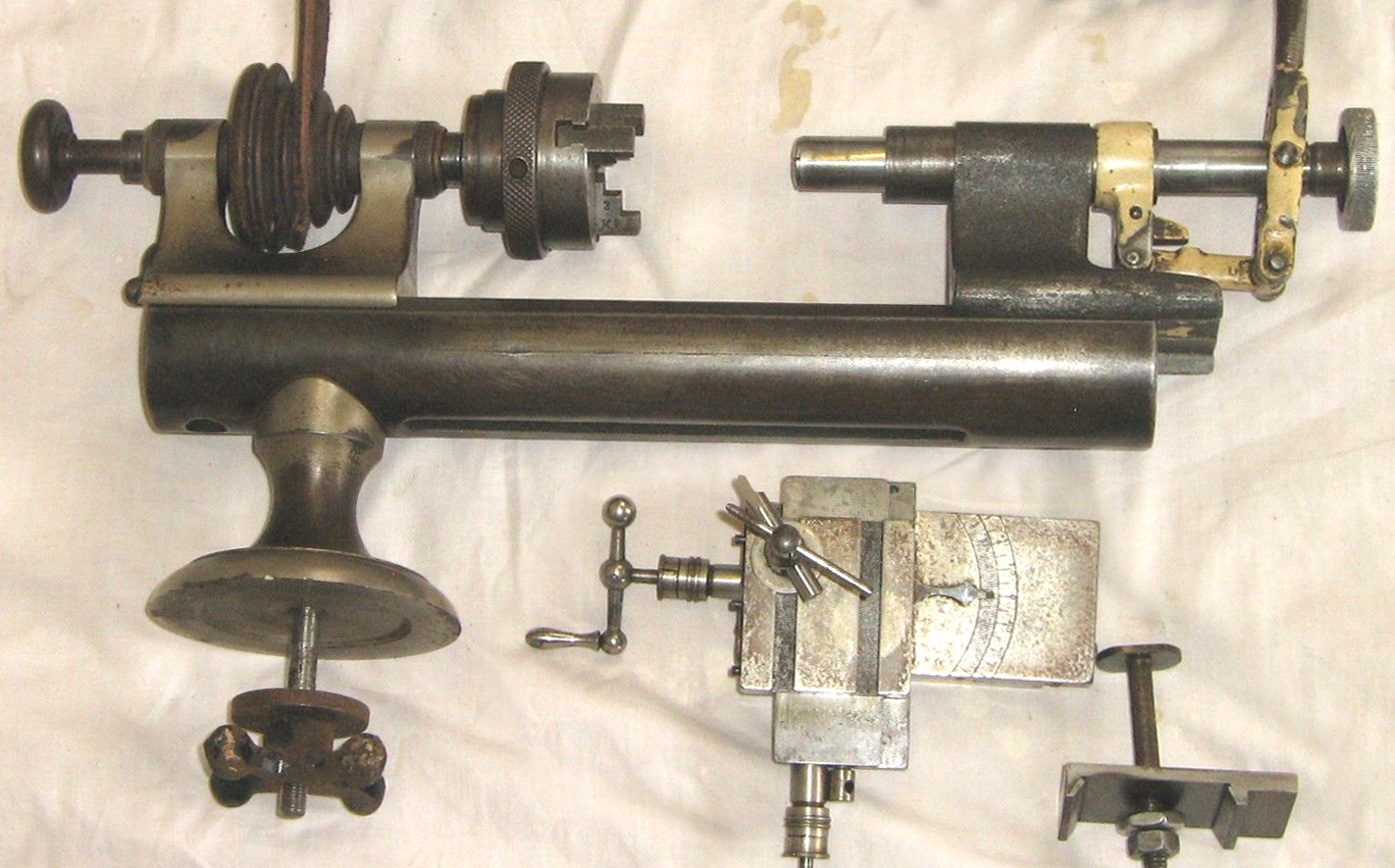
A cantilever-bed American watch Tool Company lathe from circa 1905. Intended for heavier work this unusual model is fitted with a flat-belt cone pulley |

|
|
||
|
|
|
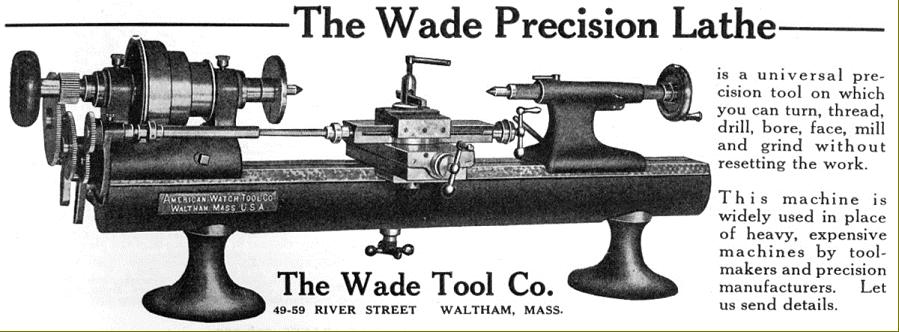
1926 and the same model of American Watch Tool Co. lathe as shown in the Loop-Lock advertisement but as advertised under Wade ownership |
|
"Webster-Whitcomb" Lathes There can be few precision machine tools that have had such a long and uninterrupted production life as the Webster-Whitcomb (WW) lathe. From 1889 the WW was made (first) by the American Watch and Tool Company (eventually under the supervision of F.W.Derbyshire as chief Superintendent) then by Derbyshire himself when he formed his own company - and subsequently by succeeding generations of his family until it became a 'Special Order Item' in 1990. The foundation of this remarkable lathe's success lay in the invention around 1857 (by the American Charles Moseley) of the "split-chuck" - or collet as it has come to be called; this breakthrough in design, combined with a hollow spindle and eventual adoption of a hollow, threaded draw-tube down which material could be passed - rather than the original solid draw-bar - completely revolutionised the concept of the watchmaker's lathe. "Chucks" could be produced in a myriad of different forms and sizes, able to hold almost anything the watchmaker or repairer wished to machine, they could be of the most microscopic bore, or made in the form of hollow or conical discs with multiple steps cut in them to hold items of a larger diameter. They were also able to carry conventional 3 and 4-jaw chucks and large faceplates - whilst the inherent versatility of the concept led to the production of many different types and special forms, each designed to assist the watchmaker in some specific task - Balance, Cement & Wax, Screw-finishing, Jewelling, Jumbo, Bell, Taper, Wood screw, False-nose (buff ), Stone-setting and Arbor, for example; however, given a chuck with a blank end, the watchmaker was often able to aviod buying a specially made unit and construct a holding device to suit his own particular requirements. However, the WW lathe was not a success because of its spindle fitting - that was already in use on many other lathes - but because Ambrose Webster designed a headstock, spindle and bearing assembly where the relative proportions, and hardness of the materials, allowed chucks to be used so much more accurately. In addition the lathe was not only exquisitely made, from high-quality materials, but had that perfect 'look and feel' which came from the designer's close attention to every facet of its form, mechanical and cosmetic finishes - and method of manufacture. The bed, unlike the round Swiss 'Geneva' pattern favoured by European makers, provided a perfectly flat surface with bevelled edges upon which it was easy to engineer the secure mounting of a variety of useful accessories.. |
|
Nickel-plated Webster-Whitcomb lathe from the late 1940s with Cone-bearing Headstock, a 12" Bed, Plain Tailstock, Tip-over Hand Rest, Shoe bolt, Nut and Washer. |
||
|
The same Model WW machine as the one above - but the cheaper, if rather fetching (and difficult to photograph) crackle-black finish preferred by some users. During World War 2 the WPB (War production Board) decided that even this modest embellishment was too time consuming to apply and ruled that (like the finish on the lathe below) the only paint allowed was to be "slate gray" |
||
|
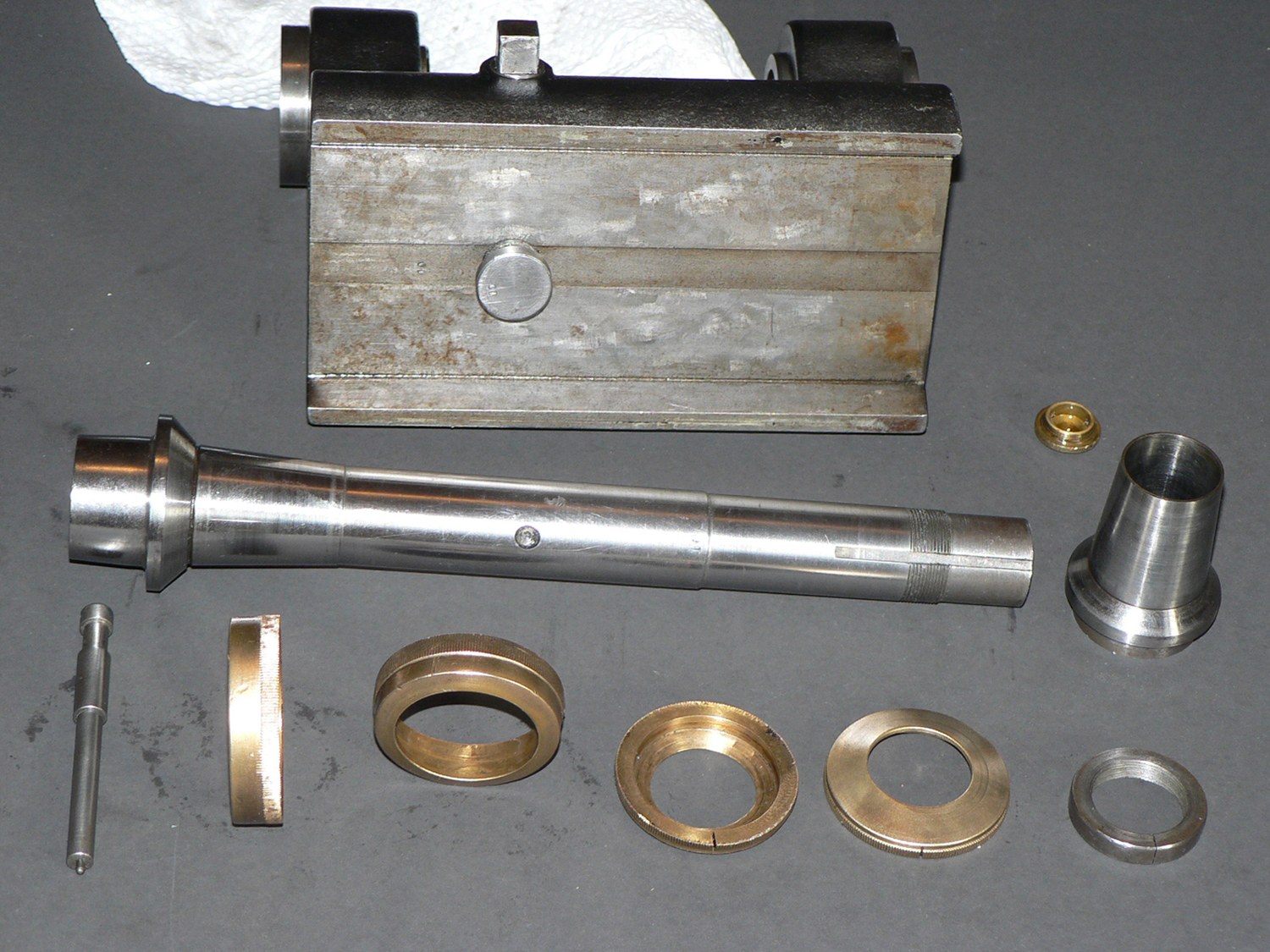
Works drawing showing a section through the headstock of an original Webster-Whitcomb lathe circa 1890. . |
||
|
American WW pattern bed - a substantial casting with a wide, flat top surface with bevelled edges. |
||
|
Swiss 'Geneva" style bed design - a round bar with a flat at the back. |
||
|
Eventually, the classically-elegant WW lathe was developed to include versions like the one above - available in either Webster-Whitcomb [#13510] or Magnus [#13512] versions - with a ball-bearing headstock, the maker's 16" x 9" aluminium base plate (#13553), screwcutting attachment (#2071), triple compound slide (#2186B), a plain (chuck-holding) toolpost - and powered by a variable-speed motor unit in conjunction with a plain-countershaft unit (#1000). |
||
|
Tip-up Toolrest in the glare-reducing, rather beautiful crackle-black finish - a cosmetic embellishment often used at the time to indicate an item of higher than normal quality |
||
|
and other accessories to the bed - introduced in 1913. |
||
|
Open tailstock - normally used with a prepared selection of barrels, each holding a different tool and ready for immediate use. |
||
|
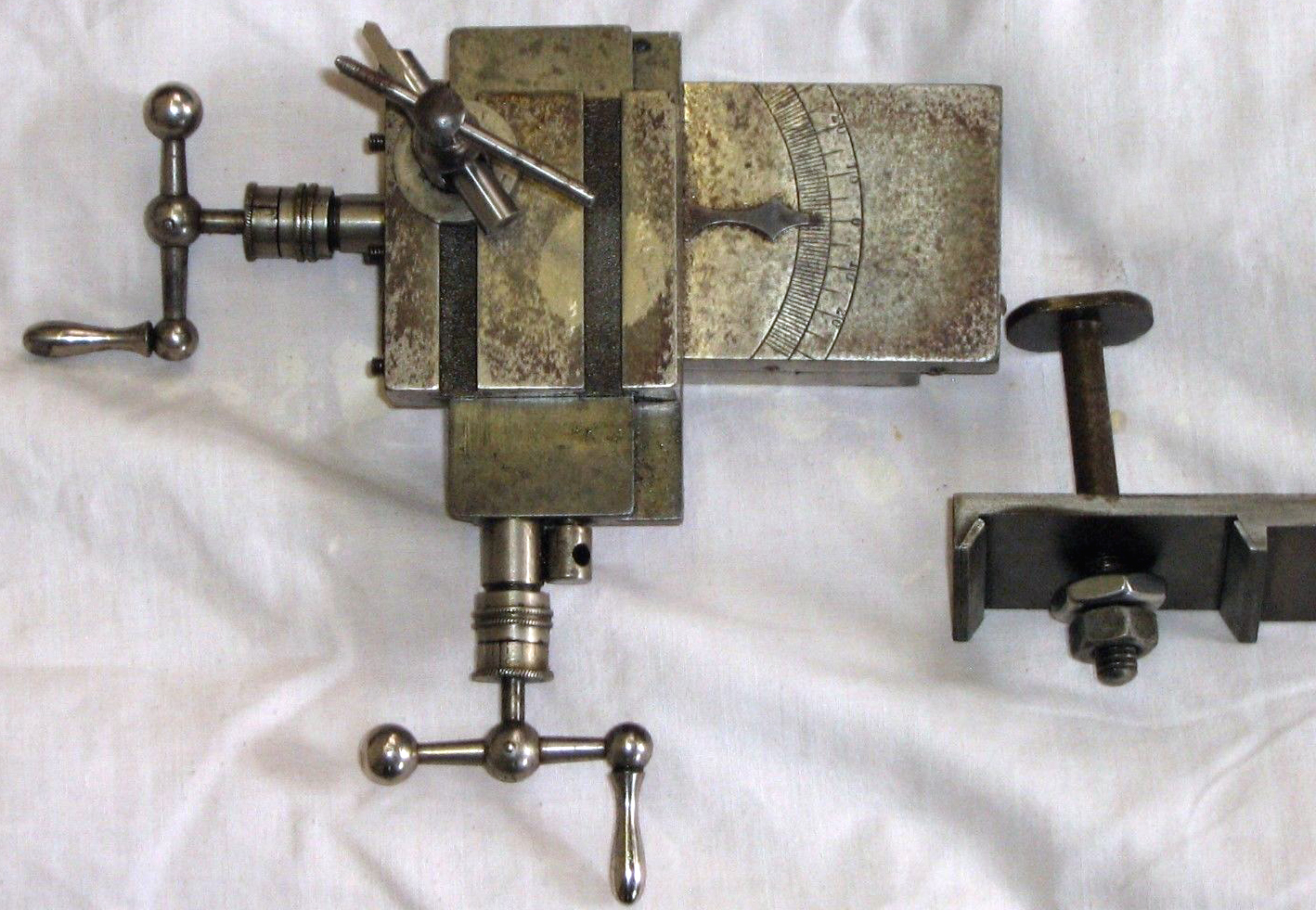
The most complete, versatile (and expensive) of the tailstocks the "Combination" had a rack-and-pinion drive to the barrel - and accepted the same collets as the headstock. |
|
of pulleys to drive either just the lathe - or milling and grinding heads. |
||
|
The No. 943 Countershaft on an "A" stand. Made in a style more commonly found driving much larger lathes - and rarely on something as small as a WW - this miniature "fast-and-loose" drive system was very much smaller than it looks. In order to produce a "clutch" effect" - and allow the motor to continue running whilst the lathe was stopped - the two flat pulleys were arranged so that one was permanently fastened to the shaft, whilst the other was free to rotate on it. The drive belt passed between the forks of the "striker claw" which, under hand or foot control, could be made to slide the belt from one pulley to the other. |
|
|
||
|
Machinery as art - the Derbyshire Vertical slide and 6500 rpm High-speed Head. Unlike earlier versions, this head has the drive pulley at rear, rather than in the middle. It could be fitted with a choice of three indexing plates with 45, 72 or 125 teeth. |
||
|
Miniature, six-position, self-indexing, semi-automatic turret unit. The turret holes were bored 5/8" and individually-adjustable stops provided for each tool location. The stroke was 17/8" - with a mid position which allowed the turret to be rotated by hand. |
||
|
Multiple Spindle Tailstock. |
||
|
|
||
|
Jewelling Rest: |
||
|
Magnus Lathe Elect Lathe Model 750 Model A Micromill Derbyshire Precision Drill Derbyshire Collets Pinion Cutter With some notes on the American Watch Tool Company and Webster Whitcomb ( "WW") lathes Home Machine Tool Archive Machine-tools for Sale & Wanted historical information and illustrations for these pages |