 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Home Machine Tool Archive Lathes, Millers, Shapers & Grinders for Sale
E-MAIL tony@lathes.co.uk
SEE (FSB) Lathes - Germany
Variable-speed Drive Carriage Tailstock Accessories
The SEE lathe was manufactured by Friedrich See "Prazisions Maschinenbau" (precision machine maker) of Bischofsheim, Germany, a company who survived as a builder into the 1960s when they were bought by Seiger, a company still in the machine-tool business today (2008). SEE lathes are found marked both "SEE" and "FSB" - for Friedrich See Bischofsheim SEE lathes made after World War are rare, with only a handful appearing for sale each year. However, it is known that an archive of early works engineering drawings has survived, together with a limited stock of parts. Like many machine-tool companies the history of SEE, and the design of their machines, is not straightforward. In 1936/37 SEE bought a Jewish-owned Frankfurt-based lathe company, Flesch & Stein, a firm who had been denied trading rights under the Nazis. Interestingly the "apron" design of the Flesch & Stein, with its light, bolt-on construction (as an obvious development from a plain-turning lathe) was adopted by SEE and even used until the 1950s on certain of their models. At the same time versions of the lathe - Models LP120 and LP140 - were being built with a conventional closed apron (Schloßkasten) more suited to heavy-duty use.
If you have a See lathe, or any literature about them, the writer would be pleased to hear from you.
|
|
|
|
|
|
|
 |
|
|
|
|
|
The delightful front cover of an early 1950s SEE catalogue. The models shown are the LP120 and LP140: these were similar in many respects to the lighter lathe illustrated below, but with the notable exception of the apron.
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
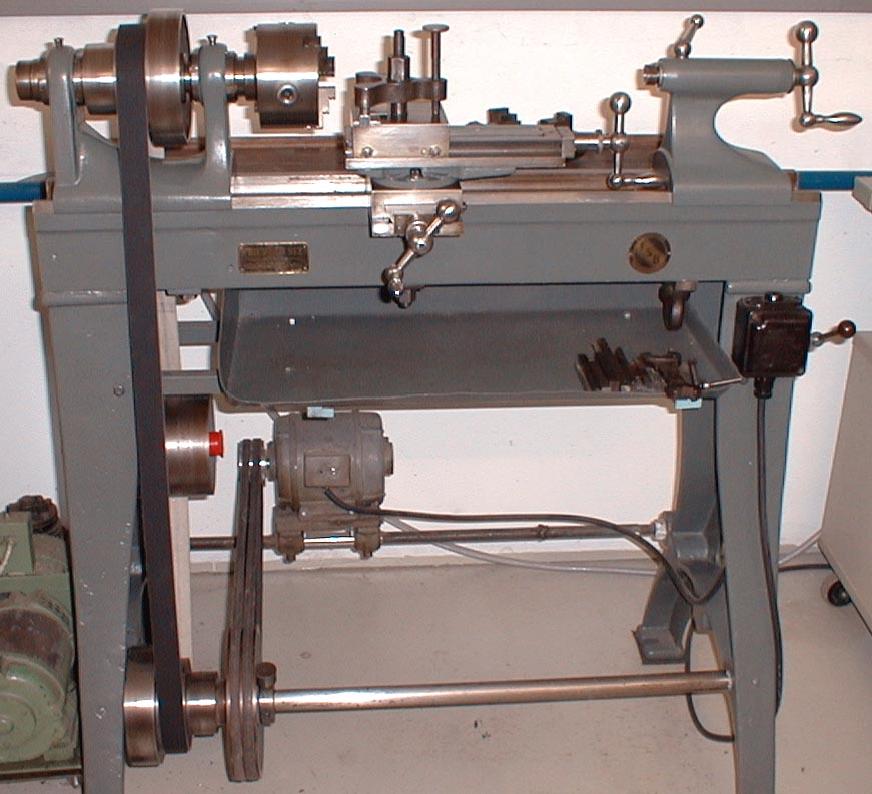
Very similar in general design to the German Karger lathes of the same class this 100 mm centre height by 500 mm between centres SEE displays all the hallmarks of 1910 to 1940 plain-lathe practice. Although this example has lost what would almost have certainly been a treadle assembly on the stand (and gained a neat electric-motor drive system) the rest of the machine is completely original. Unfortunately the compound slide-rest feed screws are "cack-handed" (turning the handles to the right draws the slide out instead of pushing them in) - and hence pose a danger when swapping from lathe to lathe. Interestingly most of the screw fittings are English, though this was a not-uncommon practice on pre-WW2 continental European machinery. Supported in two parallel-bore plain bronze bushes (tapered on their outer surface for adjustment) the spindle is bored through 20mm and uses a ball-bearing against the left-hand end of the headstock pulley to absorb end thrust.
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Marked "FSB" this backgeared and screwcutting variable-speed drive SEE lathe carries the Serial Number 2388 and was bought by Mercedes-Benz in 1953 for use in their apprentice-training department. The lathe was eventually modified with the bronze front spindle bearing changed from a bronze bush to a "Kegelrolllenlager" (roller bearing). The rear bronze bushing remained in place but with an axial bearings added for adjustment purposes. In the original design provision for bearing lubrication was rudimentary, with small spring-loaded oilers fitted that would have required at least daily - or even twice daily - attention by an oil can. With such a system the risk injecting dirt is always present and a system of sump lubrication, with oil lifted through wicks, would have been preferable.
Of neat, modern appearance and with a 120 mm centre height the lathe had a robust, V and flat-way bed of decent width and depth. As a general-purpose workshop lathe, and probably marketed as suitable for training, it lacked an expensive full screwcutting gearbox - but was equipped with a large set of (module 1,25) changewheels (including inch-translation gears) and a very useful automatic throw-out for the longitudinal carriage feed. Surprisingly, only a single-slot changewheel bracket was fitted, which must have made the building of compounded gear trains (necessary for fine feeds and unusual thread pitches) unnecessarily difficult..
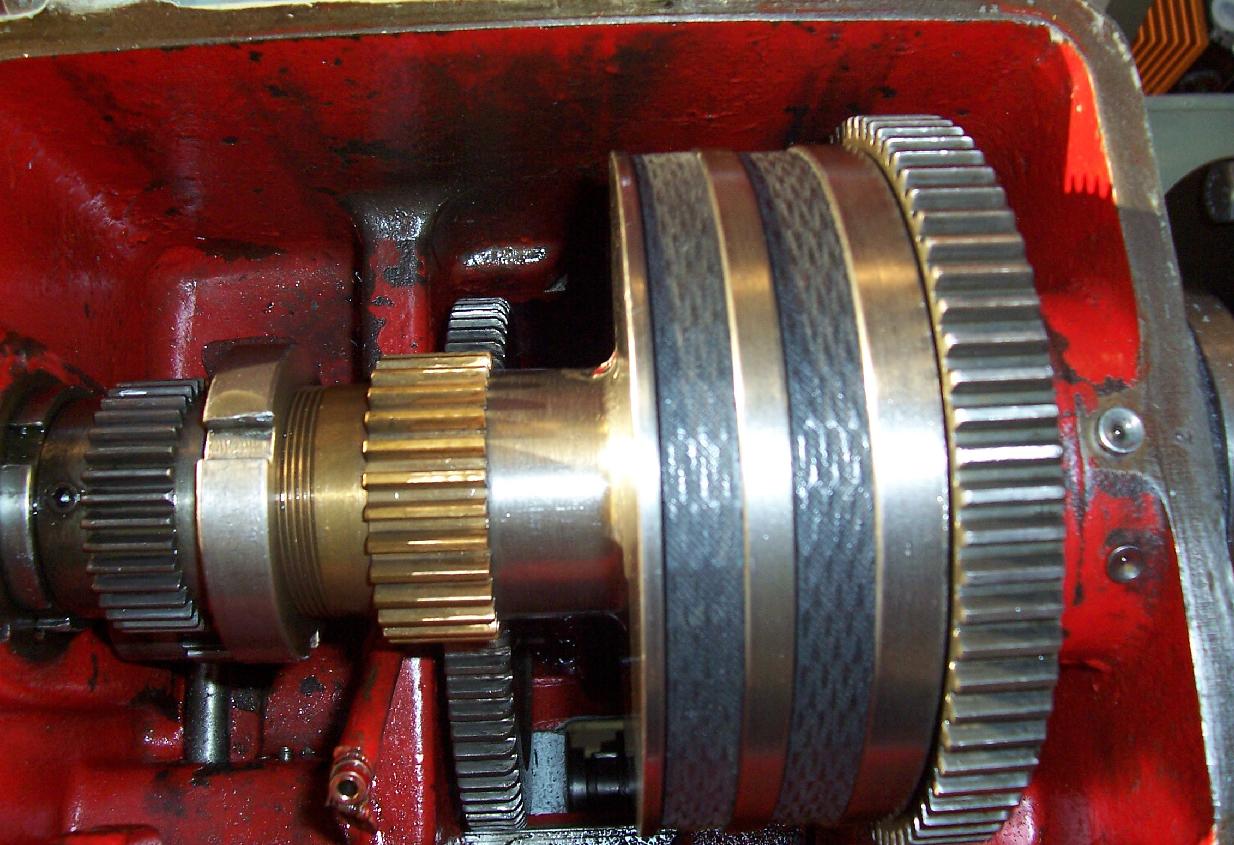
With a mixture of bronze and cast-iron backgears the headstock had two speed ranges of 48-300 rpm and 300-1800 rpm and, within these two, a continuous adjustment of speed by a mechanical variable-speed drive system with expanding and contacting pulleys. The drive system was contained with the fabricated heavy-gauge sheet-metal stand and controlled by a long lever - the pivot point of which would originally have been marked with a speed scale. Drive from the (very large) motor passed upwards to an intermediate ball-bearing spindle with final drive to the headstock by twin V-belts neatly tensioned by a jockey pulley bolted to the mid-way bearing housing.
Because the lathe was almost certainly developed from an earlier and simpler precision plain-turning model (with a bolt-down compound slide rest) the "apron" was astonishingly light and consisted of two simple bolt-on brackets, one to carry the leadscrew clasp nuts the other to mount the carriage traverse handwheel. Even so, the lack of rigidity in this area must have compromised the machine's ability to take deep cuts.
With its full-length cross slide (with two long T-slots at the back to mount a rear toolpost or travelling steady) long-travel top slide and neat, "friction-cone" micrometer dials the quality of the compound slide rest was all one might have expected. One interesting touch was to move the top slide set-over degree scale away from the slide and to use a pointer arm to improve the accuracy of the setting--the only drawback being that this was at the rear of the slide, not the front.
Of conventional design the No. 2 Morse taper tailstock was secured to the bed by a captive lever - the only drawback being the method of locking the barrel: a slot in the casting closed down by a clamping screw. Whilst this arrangement would normally have weakened with age as the parts wore (and ended up with a broken casting as the parts were over tightened) in the SEE the slot was almost the same length as the spindle, an arrangement that spread the load and allowed greater clamping forces to be used.
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Obviously derived from a precision plain-turning lathe this screwcutting SEE has lost it's exposed-ways top slide in favour of a shorter-travel covered type. the "apron" was astonishingly light and consisted of two simple bolt-on brackets, one to carry the leadscrew clasp nuts the other to mount the carriage traverse handwheel.
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
The drive system was contained with the fabricated heavy-gauge sheet-metal stand and controlled by a long lever - the pivot point of which would originally have been marked with a speed scale
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Compact lines and neat enclosures
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
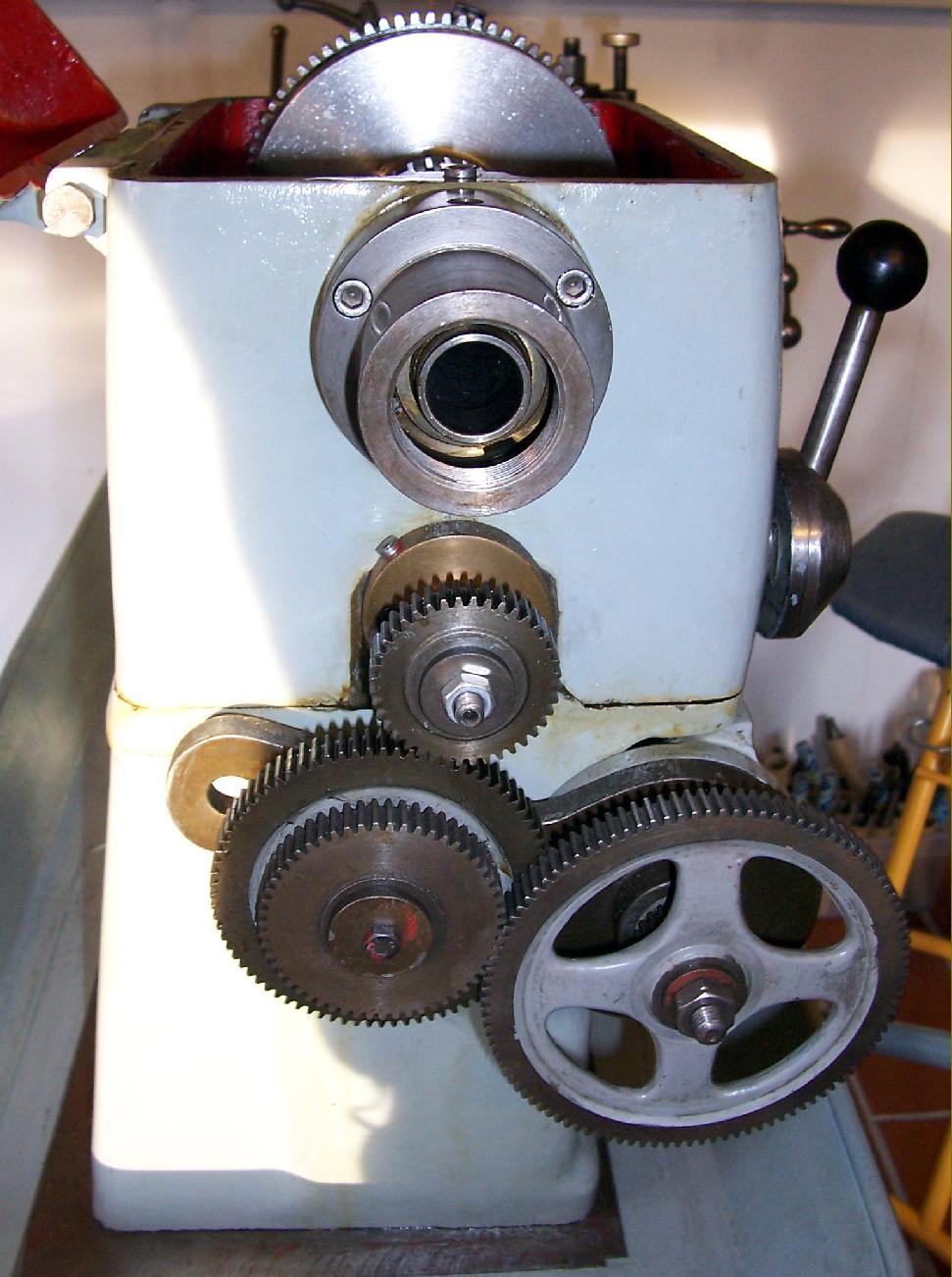
Surprisingly for a lathe with such a large standard set of changewheels supplied as standard (including English translation gears) only a single slot bracket was fitted
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Though well-made and very robust the headstock had no provision to shield the V-belts from the effects of oil thrown from the backgears
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|