|
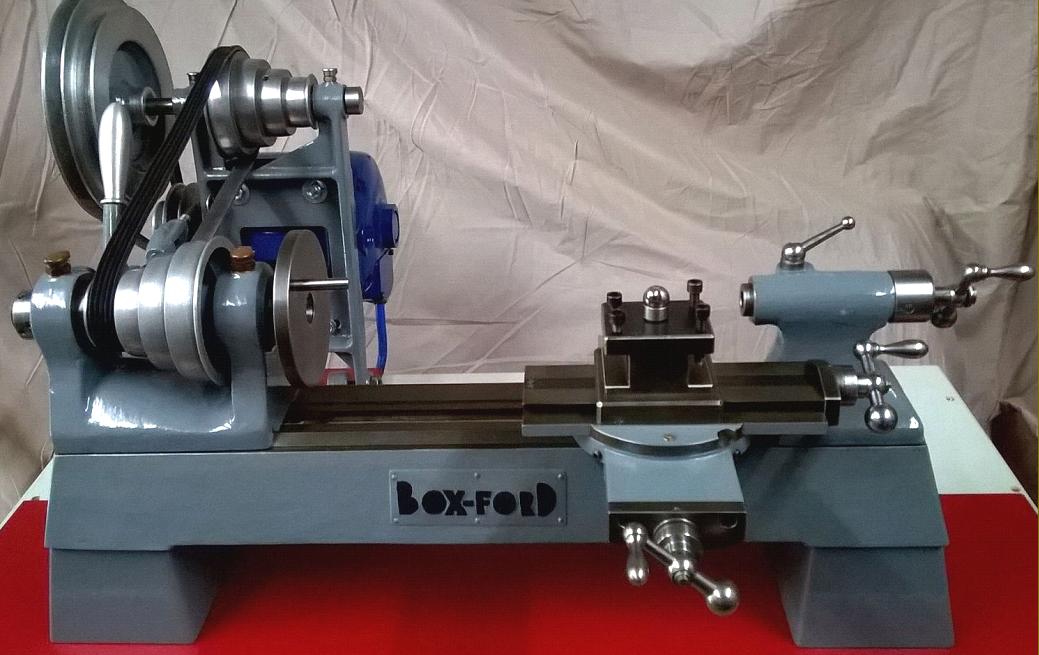
Boxford manufactured three models of precision plain-turning lathe with two introduced simultaneously during 1946/7 - one a beautiful little 3.3" x 9.25" precision plain-turning bench type, the other a distinctly different model built as a dedicated capstan type. The third, which did not appear until 1958, was constructed as a precision lathe designed to compete with what was described coyly as continental manufacturers - in other words the Swiss Schaublin (and similar sized machines from Mikron) together with models from the German firms of G. Boley, Leinen, Lorch and Wolf-Jahn.
The 1946/7 machines were the first lathes made by Denford in their new "Box Tree Mills" plant and, while the first catalogues are undated, included with were sheets referring to a forthcoming 9-inch screwcutting lathe (an obvious reference to the company's well-known South Bend 9-inch copy introduced during 1948). Both miniature lathes were the size of a Schaublin 65 - and so fell neatly between the larger American bench type as made by, amongst others, Stark, Hardinge, Ames, Waltham and Pratt & Whitney, and the smaller but heavily-constructed WW type watchmakers' lathes by Boley, Derbyshire, Levin and Pultra, etc. Unfortunately, neither Boxford lathe was to enjoy the same phenominal sales succes as the Schaublin 65 and 70, even though the quality was similar and prices, at £175 (when a backgeared and screwcutting ML7 was around £60) not too far apart. Nevertheless, a production run of around 400 was hinted at by the factory - a number that probably satisfied the UK's immediate post-WW2 demand for this type of lathe when deliveries from Switzerland (and Germany) would have been limited. Today, a small but regular supply of these well made little Boxford machines continues to turn up on the second-hand market
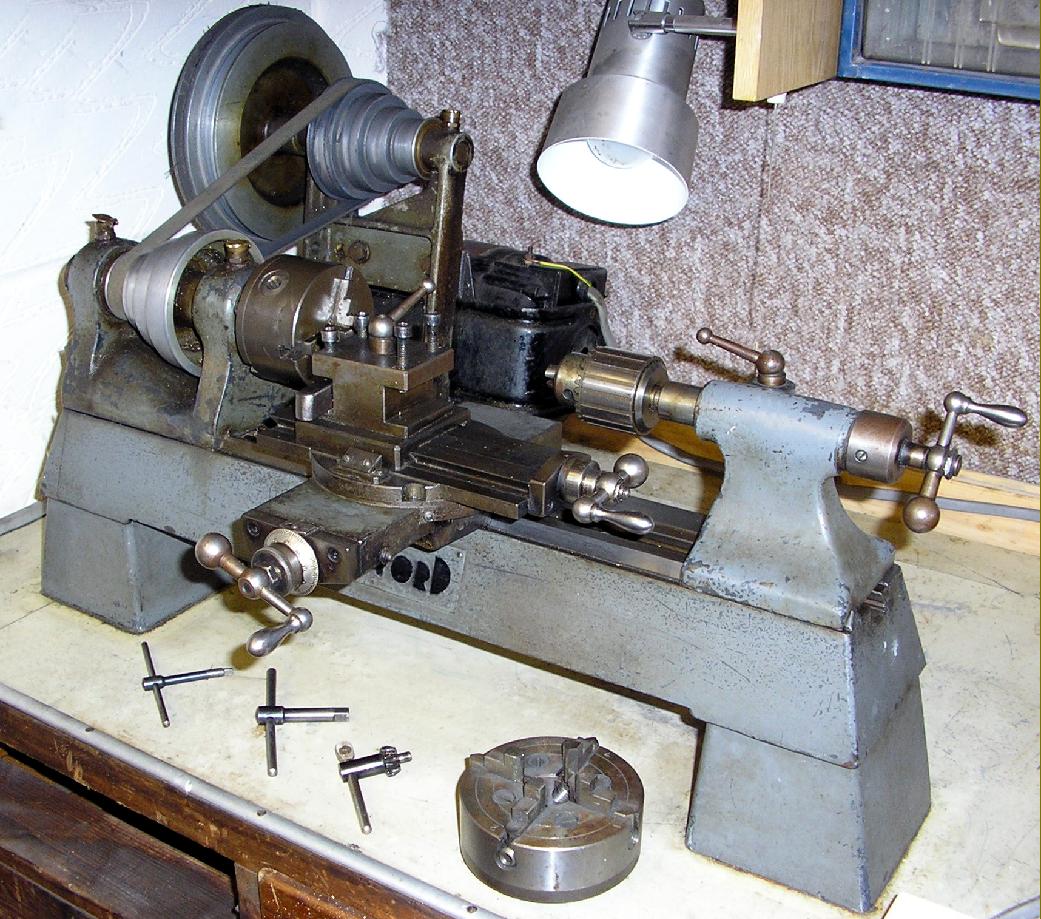
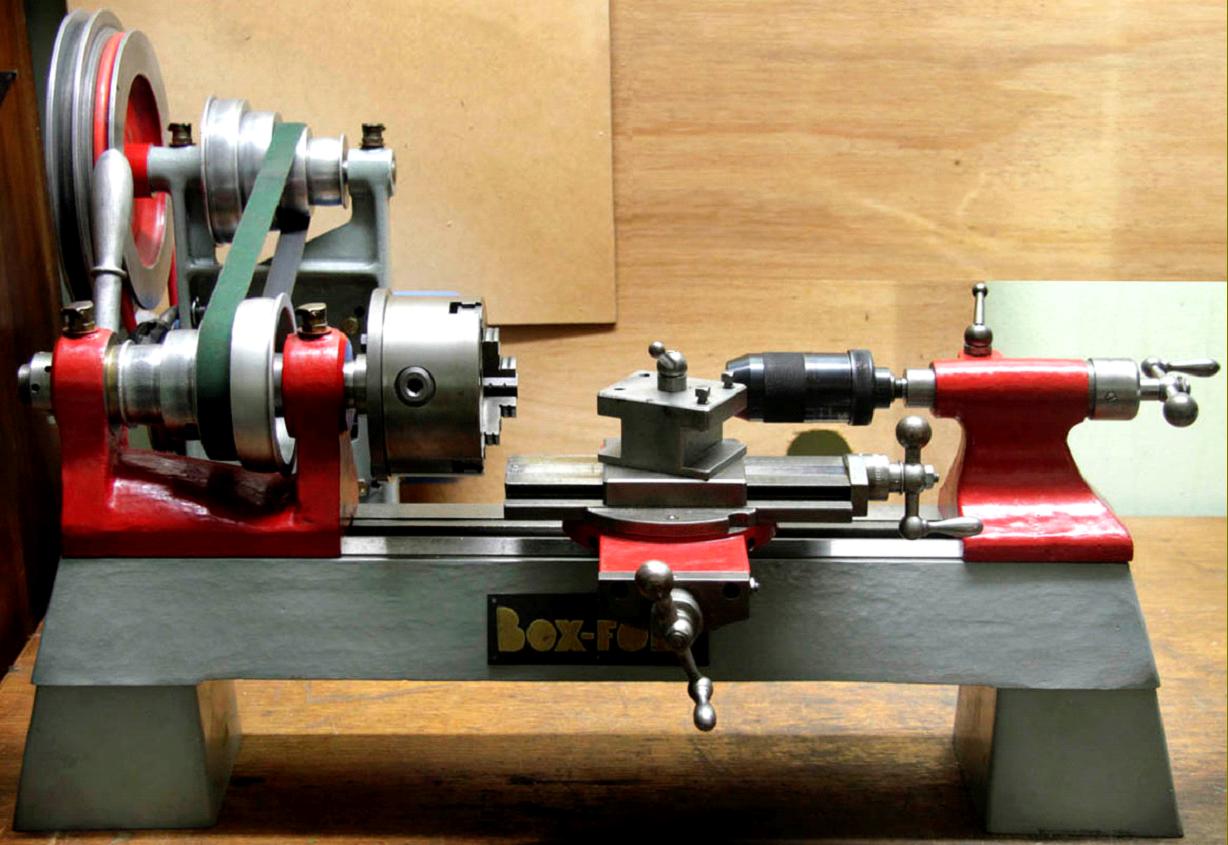
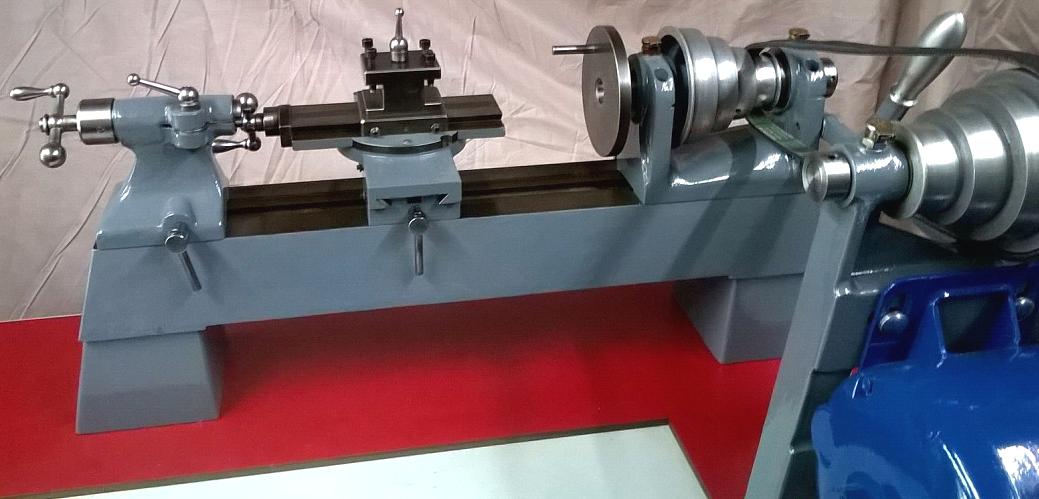
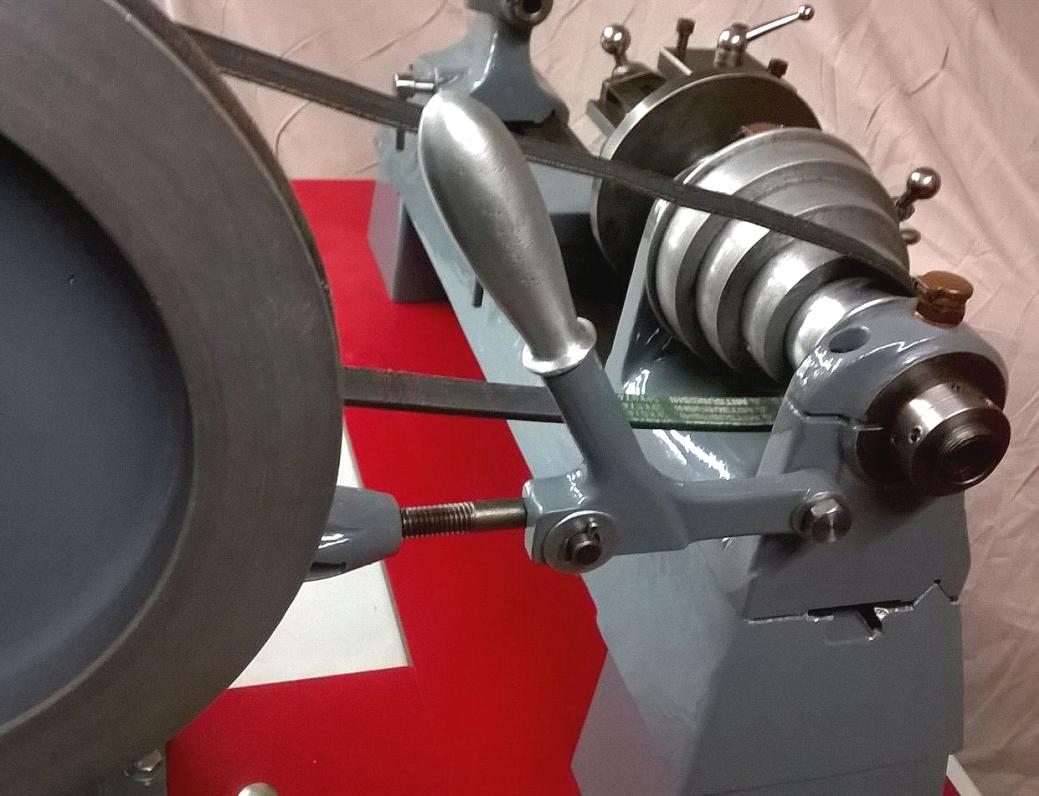
Eight belt-driven spindle speeds were provided, in two ranges of high and low using a separate, hinged countershaft unit bolted to the bench behind the headstock and carrying a 1425 rpm 1/4 hp motor with a 2-step V-belt pulley driving up to a double step pulley above. Final drive was by a 3/4-inch wide flat belt that ran over 4-step pulleys to the 0.5" bore, hardened and ground hadstock spindle that carried a 7/8" BSF nose that ran in simple split and adjustable cast-iron bearings. Although the bearing design was similar to that used on cheap lathes for the amateur market, those on the Boxford were properly made and, on test in the company's toolroom, one set had been run for over 3000 hours without any appreciable wear becoming apparent. However, for a small precision lathe the speed range was barely adequate - and the top speed too low: 170, 270, 280, 450, 460, 740, 760, and 1210 rpm. Unaccounatably, instead of a faster set, the factory offered one that was slower, from 40 to 630 r.p.m. though what possible advatnage there would have been in specifying that is a puzzle. Collets - of an unknown type but almost certainly by the local firm Crawford - appear to have been stamped "1487" and had a maximum though-capacity of 5/16".
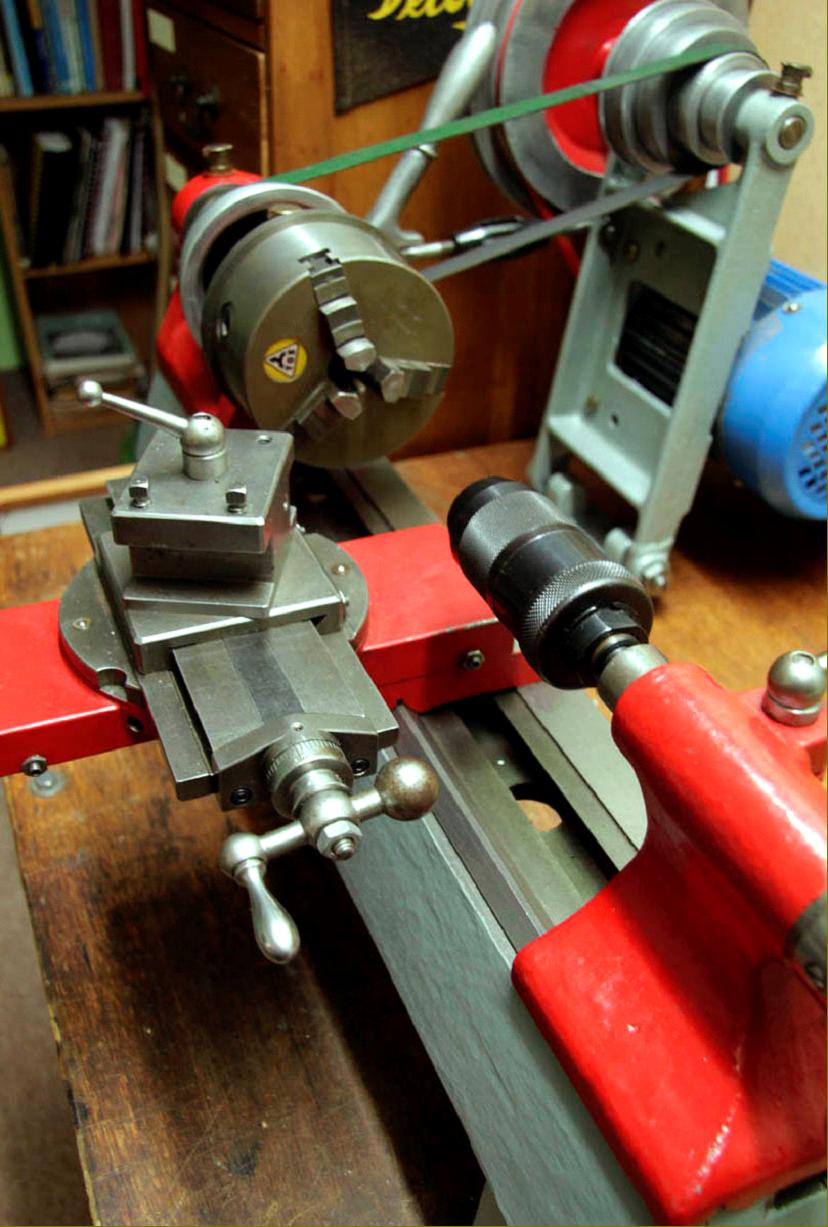
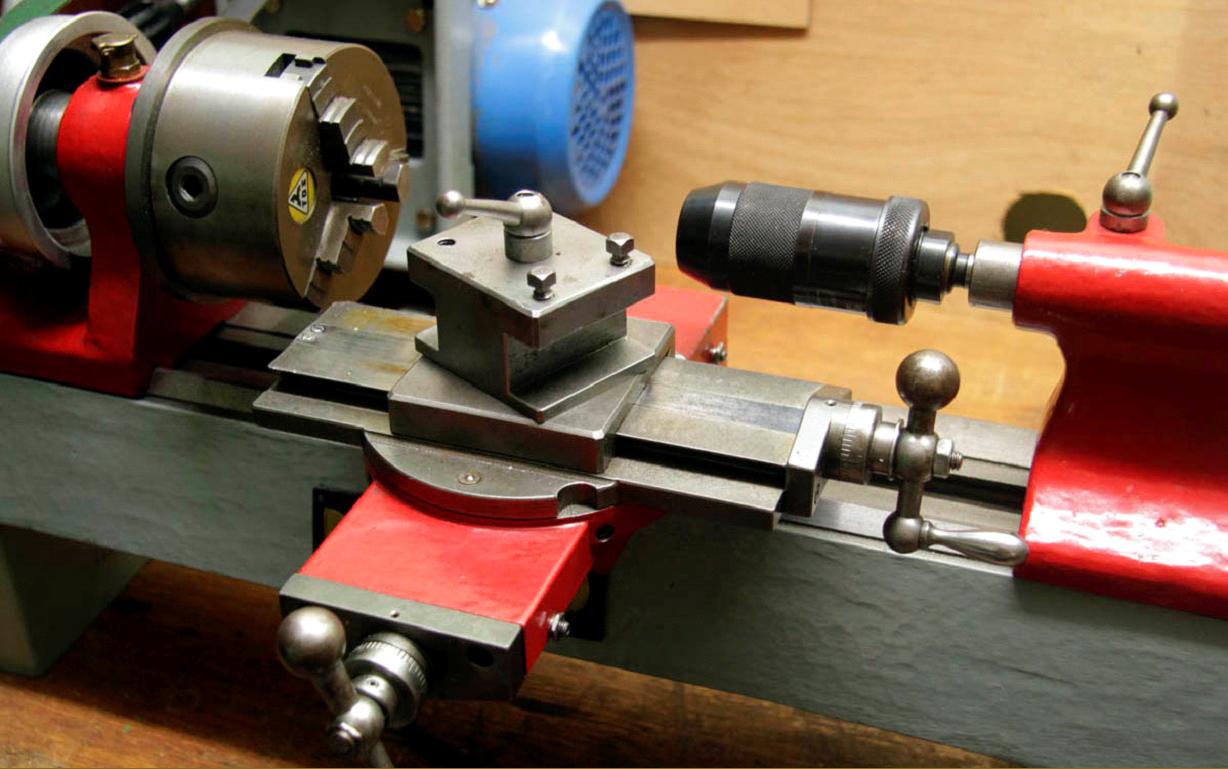
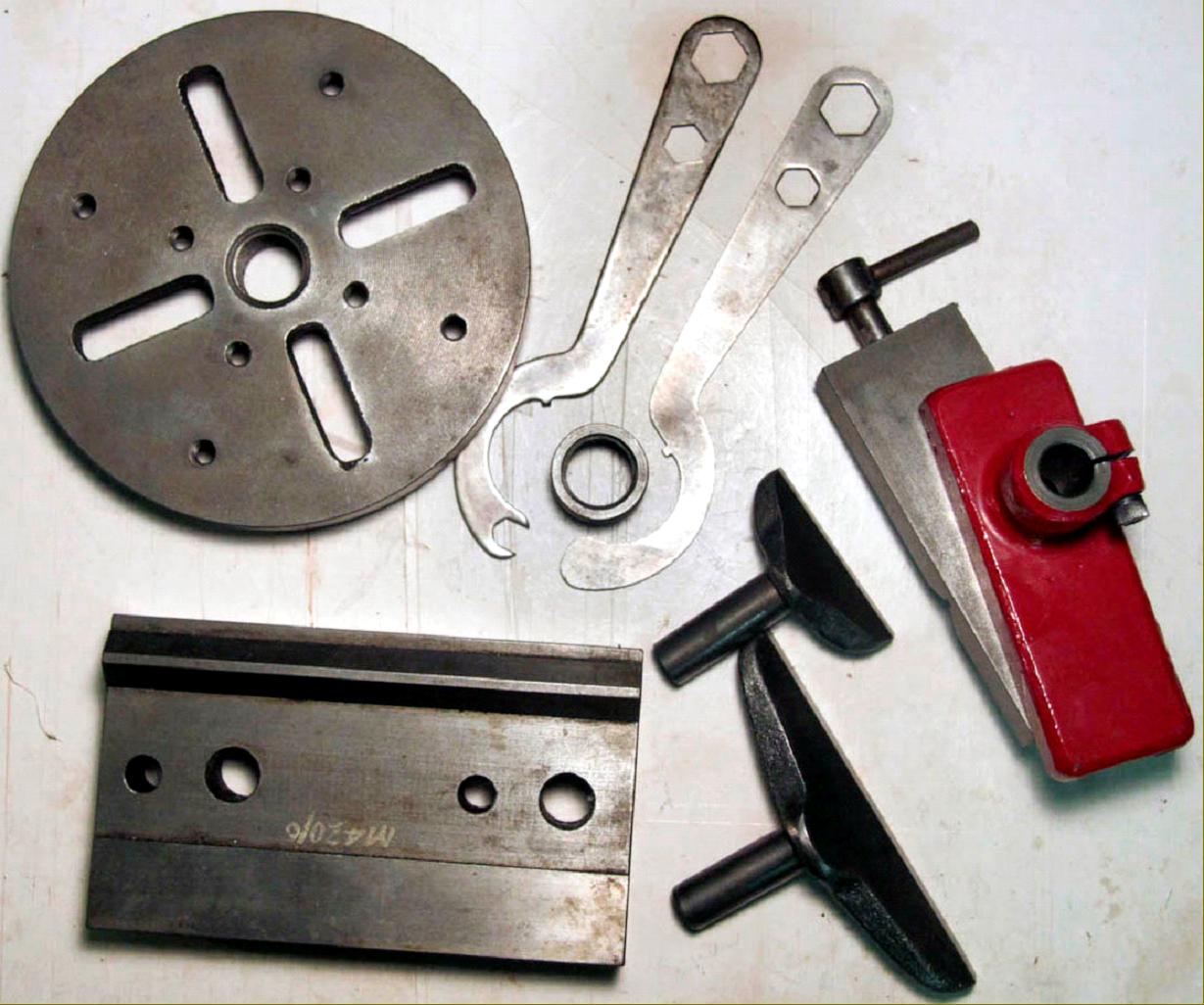
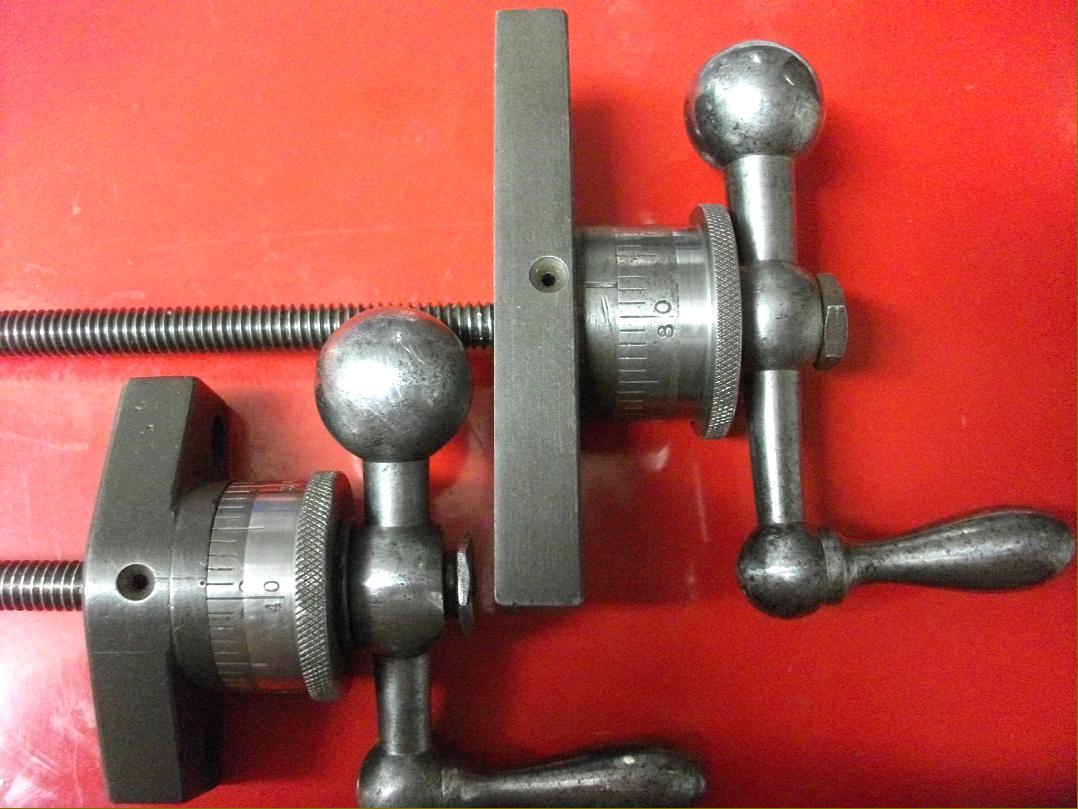
Precision ground and scraped by hand, the bedways were formed from Vs and flats of quite massive proportions for so small a lathe; fitted with a simple two-way tool-holder, the compound slide was mounted on a swivel locked by a single, quick-action lever and, unusually for this class of machine, both feed screws were completely enclosed and protected from swarf; .
On the bench lathe, the tailstock barrel had an auto-eject mechanism and a No.1 Morse taper. The whole machine weighed 112 lbs with overall dimensions, including the countershaft, of 27" x 24" x 16".
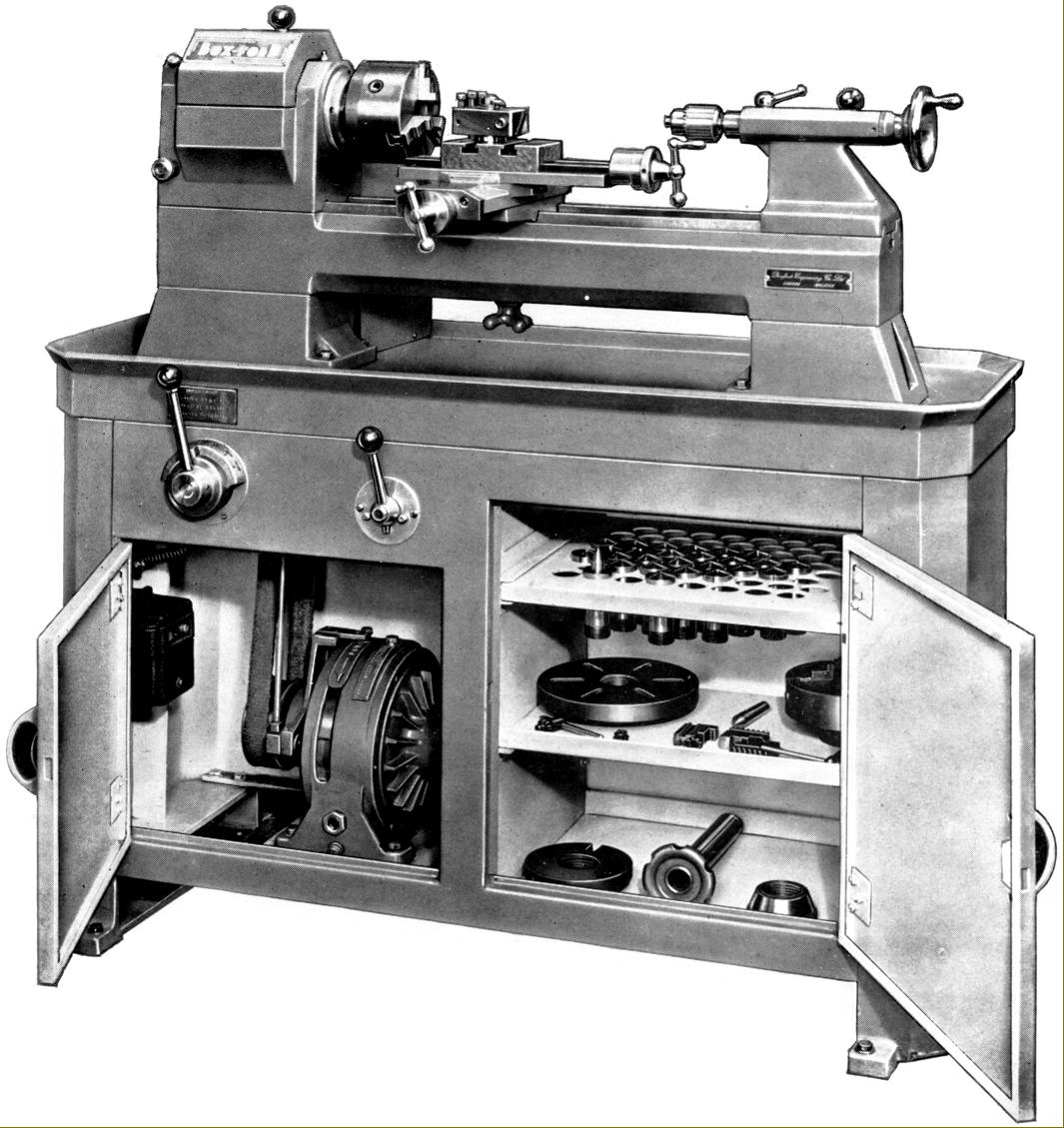
Of an entirely different design to the plain-turning model, the Boxford Precision Capstan had a 3.5" centre height with the 25/32" bore headstock spindle supported on a taper-roller bearing at the front and a double-thrust ball at the rear. The spindle nose was threaded 11/8" x 11 t.p.i. and a lever-action collet closer fitted as standard with maximum collet through capacity of 0.5". A 1/3 hp motor was part of the ordinary equipment and fitted to a neat countershaft assembly carried on two rails that protruded from the back of the headstock-end bed foot - a very similar arrangement being used on the first of the Company's Box-Ford 4.5-inch screwcutting lathes. The drive was all-V-belt with a 2-step pulley on the motor and a 4-step on the headstock drive that gave eight speeds that spanned either 180 to 2100 rpm or, alternatively, a more useful 360 to 4200 rpm. Quite why Denford considered it necessary to design and manufacture two completely different small precision lathes, when one could easily have been adapted to the other's tasks, is a mystery.
If you have a Boxford Precision and could contribute a set of close-up photographs, the writer would be delighted to hear from you.
Details of the later 4.5" precision plain-turning lathe here..
|
|