|
Manuals Machine Tool Catalogues Belts Accessories Books Handbooks, Parts Lists, Catalog Sets & Original 1934 9-inch Model 5 South Bend Home Page 9-inch Lathe Accessories South Bend 9-inch Clones In the Factory An Unused 9-inch South Bend World War 2 Export Papers |
|
For many model and experimental engineers in the United States the definitive South Bend lathe is the 9-inch "Workshop" Precision backgeared and screwcutting model. The success of the model, and its suitability as a general-purpose workshop lathe can gauged from the number of copies produced: English ones by Smart & Brown, Boxford and Ace; the Australian Hercus, Sheraton, Purcell and Parkanson (the latter the brand name of Theo. Park & Son, Engineers ,Melbourne); the not-uncommon Swedish Storebro, Blomqvist and the much rarer Asbrinks from the city of Malmo. Only one Asbrinks has come to light - and that in Liverpool, England (could it have been smuggled off a Swedish ship…?). If you have an Asbrinks, please do contact the writer. In Brazil three copies were made, the Sanches Blanes, Joinville and Boffelli & Finazzi; in France French UFP and, from Argentine, the S.R.L. San Francisco (CBA), Industria Argentina. Another copies were the mysterious NSTC (probably American, but about which nothing is known) and the Brtish "Unitol", a name more often found on a version the Heavy-10 and 13-inch - but perhaps these were South Bends just rebranded with the Unitol name cast into the iron cover that guarded the belt running from motor to countershaft. Versions of the lathe, though not really clones, were made in Taiwan, these being branded (possibly from one maker) as the Select 618, Fragram LHB 108 and David 400. Four other mysterious examples are the NSTC (shown below), this apparently being an American-made example but about which nothing is known; the (presumably) French-made UFP; a version discovered in South Africa without any branding and sufficiently different to all the other clones to be recognised as a unique model and, most remarkable of all, a geared-head version of the South Bend 9-inch (also pictured below) - which may or may not be a "UFP". Incredibly, the lathe continued in production into the 21st century with an improved copy of the late Model 10K (from the 1950s) being built in China and sold by Grizzly. Further details of the clones can be found here with some individual pages devoted to the various models as hyperlinks at the top of the clones' page. |
Continued:
With its excellent materials, sound construction and decent specification, the new South Bend lathe found a ready market. Large enough to tackle most work the amateur-owner or small repair workshop was likely to come across, the hole through the headstock spindle was 3/4" - although a few (much later) lathes have been found (in England) fitted with a modified headstock from the 10-inch lathe, complete with the huge 13/8" bore spindle. The headstock bearings were lubricated, at first, directly through top-mounted, spring-cap Gits-brand oilers with feed through "filter felts", held within a groove, from where it dribbled downwards, hopefully, less any dirt. After 1936, oil cups with dip wicks were used; these allowed the operator to fill them at the beginning of a job and check when more was required. In 1938 the lathe was given even better protection from forgetful owners, with oil fed through spring-loaded wicks from reservoirs built into the lower part of each bearing column (as on larger South Bend lathes); Mobil Velocite 10 being a suitable and recommended modern equivalent to the original lubricant. The felt wicks were designed to deliver oil upwards - minus any dirt which may have worked its way in - by capillary action. Should you remove the spindle a problem arises: the felts pop up into the space created and prevent it from being replaced. The solution? If each "elbow" oiler is turned through 90 degrees a small hole is revealed, bored horizontally through the casting, designed to accept a length of stiff wire to hold the felt down while the spindle is replaced. A word on wicks: the felt used needs to be dense - it has to transmit the oil by capillary action and regulate the flow while also acting to filter out any dirt. Industrial-grade felts in various sections and thicknesses are still available from engineering supply companies and it pays to look out the correct type, not a household grade.
Originally described as both the Model 9-inch "Workshop Lathe and the 9-inch "Workshop" Precision Lathe, by the end of World War Two (by which time considerable numbers of South Bend lathes had been shipped to the United Kingdom) the marketing department must have considered the term Workshop to be down-market and it was dropped from the catalogues - the single description Precision being used instead. The words "Precision" and "Toolroom" were freely used by South Bend throughout their catalogs for many years to indicate specifications and equipment levels - rather than any intrinsic merit, or mechanical superiority over other lathes in their range. In general terms (and depending upon the particular size of machine) a "Toolroom" lathe would have had a taper turning attachment, a collet storage board, a collet drawbar for the spindle - and just a single collet - supplied as part of its standard equipment.
On its introduction, the 405 -"Workshop" was available in eight "models" and four different bed lengths of 3 feet (model 15-YB), 3.5 feet (model 15-ZB), 4 feet (model 15-AB) and (very rarely) 4.5 feet (model 15-RB). These gave, respectively, between centres' capacities of 17", 23", 29" and 35"; the mechanical specification of the lathes' main components was identical, the only differences being in their ancillary equipment - the term "Model" being stretched to include numerous combinations of drive systems and stands.
Supplied without a countershaft unit, or motor, the basic lathe was priced, on its introduction, from $75 for the shortest-bed, 18"-between-centres version to $116 for the longest, 30-inch capacity model. Other, more expensive options were available, including ones where the lathe was supplied complete on an underdrive stand with either a plain "Simplex" or "adjustable" countershaft fitted with an electric motor and reversing switch - and ready to run. The "plain" countershaft suffered from the disadvantage of having no provision to adjust the belt tension to ease the change from one speed to another - although both the motor and the base of the countershaft were slotted to allow initial belt tensions to be set; with these countershafts changing speeds meant having to "roll" the belt from one pulley to another - a method common at the time but still inconvenient and "cheap".
Heavily built, the adjustable countershaft had a cast-iron upright hinged to a stout baseplate with an over-centre lever to set and lock the angle between them. The lever allowed the belt tension to be released instantly and the belt moved from pulley to pulley with ease; this countershaft could also be supplied with a 4-step V-belt drive for which, of course, a much greater release of tension was needed to allow the V belt to be moved out of its deep groove. Another advantage of the adjustable countershaft was that it allowed slight variations in belt tension between different grooves on the pulleys (which is often present no matter how carefully made the pulley sets are - and increases with wear) to be removed by making a small adjustment to the left-hand/right-hand threaded turnbuckle between the two halves of the tensioning rod. The plain-countershaft lathe, in short-bed form and ready to run, was priced at a total of $98.25, while the much more desirable model with an adjustable countershaft was only an additional $5 - which probably explains why most 9-inch "Workshop" lathes are found today with that fitting.
During 1934 and 1935 the most expensive "ordinary" 9-inch Workshop lathe was the 4-speed, V-belt drive, long-bed model at $154; however, during the following year (1936) a "Toolroom" version was introduced, complete with a hand-wheel activated draw-in collet chuck (supplied with one collet of any size from the range), a taper-turning unit, micrometer-carriage stop, thread-cutting stop for the cross slide and a collet tray held on a supporting bracket which was clamped down over the back V of the lathe bed. This model (which differed in accuracy only in the fitting of what was claimed to be a more accurately cut leadscrew), was supplied with a 4-speed V-belt countershaft drive, a hardened headstock spindle and retailed for $205.25 in the shortest bed length - and $246.25 in the longest.
Scroll down to continue below:
|
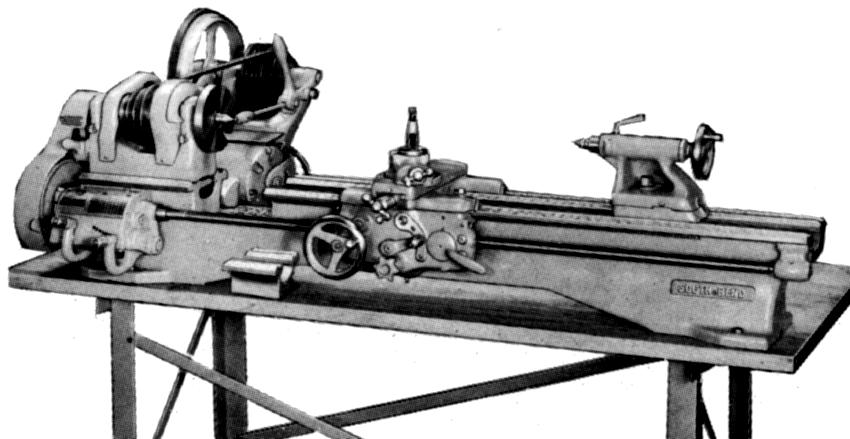
Not the first 9-inch "Workshop" lathe but the one advertised in 1935 with all the early changes complete. Although not called the "Model C" until 1939, that is the expression usually used when referring to this version. This example has the electrical reversing switch mounted on a special bed clamp and a horizontal-drive countershaft unit of the non-adjustable type. The headstock bearings have top-mounted flip-up Gits-brand oilers, the outside face of the spindle bull wheel is exposed and the changewheel guard not only open on its inside face but also without any method to lock it closed. |
||
Above:: South Bend 9" Model A "Precision" 1952-version with an "English-threads" gearbox and rear-drive countershaft. Note that, while much appears to be unaltered in comparison with earlier versions, this lathe has longer, heavier and more robust bed feet. Oddly, during 1947 (at a time that seems to have coincided with a new number system in march of that year) a batch of lathes was produced that might be described as an "interim" model with longer, convex-ended feet and a bed that must have been from a new mould. This bed, which was used for a short production run only, lacked the pronounced rib along the lower edges, had a "square" profile in cross-section (in comparison to the original round style) and (most distinctive of all) the word South Bend cast into the top face of two bed cross-ribs. After this, the later style feet were adopted and the bed was reverted to the older style.
The 1952 lathe makes an interesting comparison with the much more modern-looking model that was fitted to a sheet-metal underdrive stand. The Model A was fitted with a screwcutting gearbox and power cross feed apron. The machine illustrated above has the optional 12-speed countershaft unit with a 4-step V-belt pulley on the headstock and an adjustable belt tensioner and over-centre locking handle arrangement. The guards for backgear and changewheels were a little fuller - and include protection along their previously open edges - but the latter could still not be locked closed. The headstock spindle - hardened as standard on all V-belt drive models - was lubricated by spring-loaded felts dipping into reservoirs formed below the spindle line and filled from angled flip-top oil caps positioned just below the bearing caps. The bed feet were, by this time, very much more substantial and gave the lathe a heavier and more purposeful look.
The 9" South Bend "Workshop" lathe was eventually available in main three forms - and from 1939 (and the introduction of the "Super-finished" spindle and screwcutting gearbox) was known as:
Model A with screwcutting gearbox and power cross feed
Model B with screwcutting by changewheels and power cross feed
Model C with changewheel screwcutting and hand-operated cross feed - while this lathe was built from 1935, its listing as the "Model C" did not happen until 1939 - though the term "Model C" is widely applied to all the ordinary, pre-1939 9-inch Workshop lathes.
Gap Bed Model in A, B and C form - introduced during 1962.
Initially, the model C was available with either a six-speed flat belt drive or an eight-speed V-belt drive; screwcutting was by changewheels and an interesting option, for heavy-duty manufacturing use, was a headstock spindle driven by triple V belts from a single-size pulley.
What colour was a South Bend 9-inch lathe ? If experiences with other machine tools are a guide, the original shade of a "greenish-grey" would have varied in tint over the years, it being notoriously difficult to obtain consistencies in paint colours from one batch to another. A good starting point for a rebuild would be a Benjamin Moore Urethane Alkyd Industrial Enamel to the formula: M22-3B, OY-15, BK-27, MA-1 1/2 per quart.
After WW2, a 10-inch version of the lathe was developed, the "South Bend Light Ten"; this featured an increased centre height, a larger hole through the spindle, a more securely guarded headstock - and was available as either a standard bench version or mounted on a neat, under-drive cabinet stand. This lathe did not replace the 9", but ran alongside it until the mid-1970s. While the older design of "Heavy Ten" underdrive lathe is quite common outside the USA, the "Light Ten" is much rarer. More South Bend History.
It is interesting to compare the original South Bend 9-inch lathe with the English copies by Smart & Brown, Boxford and Ace; the Australian Hercus, Sheraton, Purcell and Parkanson (the latter the brand name of Theo. Park & Son, Engineers, Melbourne); the Swedish Storebro and Blomqvist; the Brazillian-made Sanches Blanes, Joinville and Boffelli & Finazzi and from Argentine the S.R.L. San Francisco (CBA), Industria Argentina. Another copy might have been the "Unitol" - a name more often found on the Heavy-10 South Bend - but perhaps (like the Heavy-10) this was a real South Bend just rebranded with the Unitol name cast into the iron cover guarding the motor to countershaft belt.
For an interesting, highly practical and well-illustrated article about rebuilding a South Bend power-feed apron (Hercus version) click here. Scroll down to continue below:
|
|
|
First Modern-pattern Underdrive Model First made available during 1942 the "Underdrive" Model on its sheet-metal stand (a design previously adopted by many other makers) had a much more up-to-date appearance than the company's earlier products. The lathe was available in the usual South Bend combinations of Model A, B and C together with versions equipped for "toolroom" use and one with accessories for production mounted: a 6-position self-indexing capstan head, a screw-or lever-feed cut-off slide, a lever-operated collet closer and coolant. |
|
Model A Underdrive fitted out for "toolroom" use with the usual South Bend specification of a screwcutting gearbox, power sliding and surfacing and a collet tray bolted to the tailstock end of the bed. |
||
|
engine (centre) lathes in A, B or C Models and fitted with either screw or lever feed to the cross slide. |
||
|
Stands and Drive Systems During its first two years of production, the "Workshop" lathe was available as either a bench unit - with a separate but self-contained countershaft drive - or fitted to cast iron legs, in which case the drive system had to be remotely mounted on the wall or ceiling. |
Typical well-thought-out South Bend countershaft assembly. The electric-motor shaft carried a V-pulley with the V-belt driving onto a large-diameter, narrow, flat pulley. This rather unusual arrangement (of a V belt driving on a flat pulley) worked very well even if, to modern eyes at least, it appears illogical. The final drive to the headstock was either by a 3-step flat belt or, less commonly, a 4-step V-belt with a hardened headstock spindle.
The countershaft was arranged to hinge about its base and an over-centre tensioning device was fitted - the long slotted adjuster for which can be seen above the motor between the upper and lower belt run.
An optional 2-step pulley set was available that, with a powerful-enough motor, doubled the number of spindle speeds to 12.
|
Left and below: the first underdrive system for the 9-inch "Workshop" Lathe was designed to be incorporated within a wooden bench which could either be supplied by the factory - or built by the owner to a set of plans provided free with every lathe (if any reader has a set of these plans the author would very much like to hear from them). |
||
|
|
||
|
9-Inch Workshop Lathes on cast-iron stands had previously required a separate wall or ceiling-mounted countershaft unit. The floor-mounted unit, although a clumsy design, allowed complete flexibility in deciding where in the workshop to place the lathe. |
||
|
|
|
Headstock Details |
|
Early "top-oiler" headstock picture cut away (with the backgear guards removed) to show the ball thrust bearing inboard of the left-hand headstock bearing. A fibre washer was placed between the adjustment "screw-ring" on the outside of the bearing and the headstock casting; this can, with advantage, be replaced by a standard radial needle-roller bearing thrust bearing that comes complete with hardened washers to mount each side. The use of this type of bearing allows the spindle end float to be reduced from 0.001" to almost zero--however, because these very thin needle-roller races have to use parallel rollers (instead of the usual tapered type) the outside of each roller is moving faster than the inside and some compensatory skidding has to take place. It is thus vital to leave a few "tenths of a thou" clearance to allow for heat expansion and give the rollers chance to "find their place". |
|
|
|
Various and changing specification details of headstock spindles and bearings on the 9-inch lathe make it difficult to untangle their development. In early catalogs, rather than own up to the fact that the spindle was running directly in the cast iron of the headstock, South Bend either admitted it by omission - or referred to the subject only obliquely (they must have imported a political-speech writer, for they did this very successfully) - however, they need not have been so shy, the method, widely employed on other makes of lathe and machine tool had already been proved a success. What South Bend did was match the specification of the spindle to the type of use it was likely to encounter: thus, on its introduction in 1934 the 9-inch "Workshop" lathe was fitted with a ground steel spindle that could be ordered hardened for an extra $10, a charge later reduced to $6. In 1938 a completely revised and much-improved capillary oiling system and hard spindles were introduced on the (now rare) "S" toolroom version of the 9-inch, with every model being fitted with the same system by 1940. The "alloy steel" spindle had its bearing surfaces carburized, hardened and ground - but with the 12-speed and "Toolroom" models being treated to a "Superfinished" process that gave a smoothness of 5 micro-inches ( 0.000005" ). The spindle ran directly in cast iron of the headstock and, if provided with clean oil (Mobil Velocite 10 is recommended), and not run beyond its design limits, proved capable of lasting a very long time indeed. As a matter of interest, though never mentioned in any contemporary catalog, some 9-inch lathes left the factory with thin-walled bronze bearings - which have only been discovered on stripping machines down. |

|
The standard spindle for the 9-inch Workshop lathe was bored through 0.75". The front bearing was 113/16" in diameter and 21/4" long - and the rear 13/8" in both diameter and length. However, on its introduction, the spindle nose was 13/8" in diameter with a 10 t.p.i thread but this was quickly changed to the familiar 11/2" diameter 8 t.p.i U.S.F thread. The Taper in the spindle of the original machine appeared to be a No. 3 Morse and was supplied with a sleeve to bring it down to a No. 2. The advent of the larger spindle allowed the fitting of what seemed to be, at first sight, a No. 5 Morse taper, again with a reduction sleeve. However, South Bend's specification for this part differs from the "standard" Morse of 0.6315" per foot and used instead 0.602" per foot. Hence, if the sleeve adaptor is missing the right one will have to be acquired (try Scott Logan at www.lathe.com). The same taper was also used on the Light 10, (Heavy 10, 13-inch, 14-1/2-inch and 16-inch lathes. |
|
Section through the V-belt drive headstock showing the handwheel collet assembly. This is an earlier model with top-mounted oilers |
||
|
|
||
|
Carriage Assembly |
||
|
Carriage Assembly - 1936. An art-worked picture - in reality the cross-slide casting was one piece from front to back, there being no detachable swarf plate at the rear. |
|
Plain (non-power cross feed) single-wall apron from a 1936 machine. Note the oil pipe (a cast-in lip was used on the very first lathes) that fed lubricant into a channel that ran along the top of the upper leadscrew clasp nut. |
|
Power sliding and surfacing apron as fitted to the Model B and Model A. A little-appreciated benefit of the Model B (in addition to the power cross feed) was the ability to produce much slower rates of power sliding feed - the drive being taken from a worm and wheel arrangement driven from a key sliding in a slot on the leadscrew. Although the screwcutting charts for the model B and C are the same (the drive coming from the claps nuts) the former (because of the added reduction in ratio through the apron worm gear) has a selection of finer feeds marked. |
|
|
||
|
Both the Model C and Model B 9-inch lathes used changewheels for screwcutting while the Model A was always fitted with a screwcutting gearbox. |
|
The Model B and C South Bend 9-inch lathe used changewheels for screwcutting. The tumble-reverse arm had to be released by a square-headed nut before it could be moved to reverse the direction of rotation of the leadscrew. The earliest lathes, made in 1934, had a single-arm bracket and a simple "reversing" stud by which means an addition gear could be incorporated in the train to cut left-hand threads. |
||
|
English pitch screwcutting chart for the changewheel-equipped Model C and Model B. |
||
|
It was five years after the lathe's introduction, in 1939, before South Bend finally offered the option of a screwcutting gearbox on the 9-inch. Both Metric and English versions were produced, with kits available to convert one type into the other by the use of transposing gears mounted externally on the forked quadrant arm. |
|
Metric Screwcutting Gearbox - in contrast to the English box, illustrated below, the position of the levers is reversed laterally with the diagonal line of indexing holes moved to the left-hand side. |
||
|
|
||
|
Handbooks, Parts Lists, Catalog Sets & Manuals Machine Tool Catalogues Belts Accessories Books |
||