|
Mr. Horace Denford
Continued:
4.5-inch and 5-inch centre height lathes - an overview:
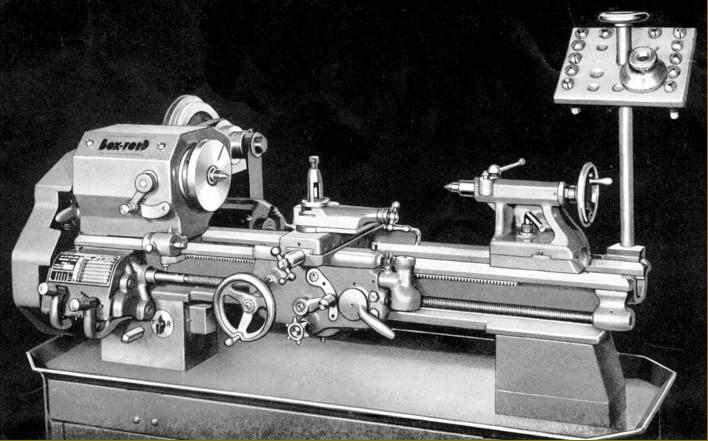
With serial numbers starting at 1001, the first batch of "9-inch" lathes left the company's Box-Trees factory during April, 1948. These first machines (stamped with a DEH prefix to their serial numbers standing for, presumably Denford Engineering Halifax) were basic machines with screwcutting by changewheels and hand cross feed; they were fitted with a 3-step flat-belt drive to the headstock, no countershaft or headstock belt guards and with the motor on/off switch built into the front face of the headstock-end bed foot. The countershaft assembly - built as part of the lathe so making it a self-contained unit, ready to run - was carried neatly on two bars passing through bosses cast into the back of the headstock-end foot. Control was by a lever protruding through the foot's front face, a "quick-thread" mechanism being provided to slacken and tighten the belt. Bored through 0.75" (on all models save for the later VSL with its L00 nose) the spindle, as mentioned before, ran in expensive "precision" Timken taper roller bearings (though cheaper but just as effective standard ones were to be used in later years). Collets by Crawford, sized at C3, were carried in a hardened nose insert and retained by the usual sort of threaded draw-tube.
Exactly when the gearbox and power cross-feed models were first made is uncertain, but they must have followed within a few months, for South Bend had been offering these versions since 1939 and the first known properly printed and illustrated advertising literature does show all three types.
On the very first examples made the lathe was clamped to the stand or bench by two in-line bolts that passed upwards into each bed foot - the latter having been found cast in both cast aluminium and iron. The next version used three securing bolts, two being set across the bed and passing through a flange on the inner face of the (now exclusively cast-iron) foot and with the other on the foot's centre line passing through an inwards-facing boss. The final type, and found on most machines today, was a simpler arrangement of two bolts - one at the front and the other at the back of each foot. When fitted with the optional 2-step pulleys on motor and countershaft, and combined with the 3-step cone (flat-belt) headstock pulley, these early versions had a usefully wide spread of spindle speeds (though bottom speed was too high) of approximately: 76, 140, 250, 390, 710 and 1300 in open belt drive and 40, 67, 120, 190, 350, 640 in backgear. The backgears, though often found damaged on used machines by mishandling, were robust enough to allow the lathe to be easily capable of turning the largest faceplate-mounted job. Both slides of the compound rest were driven by 10 t.p.i Acme-form (or 2.5-mm pitch) screws fitted with 1.6-inch diameter, satin-chrome zeroing micrometer dials - the friction setting of which could be adjusted (or locked) by a pair of by socket-headed screws that bore against spring-loaded balls.
In January 1950 the flat-belt drive was abandoned, with lathe No. 1791 to become the first fitted with 4-step V-belt drive - a much-improved arrangement that gave a more useful bottom speed (ideal for screwcutting by beginners) and a total of 16 rather than 12 speeds. To convert a flat-belt machine to V-belt specification is simple - the pulleys interchange without any modifications being required. The standard V-belt speed range ran from 38 through 55, 87, 125, 75, 110, 175 and 250 r.p.m. in backgear and 200, 285, 450, 650, 400, 570, 900 and 1300 r.p.m. in direct (belt) drive. According to Work's literature seen by the writer, at the same time the tumble-reverse mechanism was altered: the inconvenient and slow-to-change bolted-up arrangement being replaced by a simple, quick-action, spring-loaded plunger design (though it's a fair bet that the change was not immediate and some lathes might have had the old parts fitted).
One unusual, possibly unique model, probably constructed during 1949/50, was a gap-bed model of which just two examples are known, both currently in South Africa. Using otherwise standard parts - headstock, carriage assembly and tailstock, it was built as a Model A and might have been inspired by South Bend's almost simultaneous introduction of a similar type (the Boxford being based, of course, on the South Bend "9-inch") or possibly prototype machines taken to South Africa by an ex-employee. they might even have been part of a small batch built to a specification required by an importer or Government agency; however, it's almost certain that their origins will remain forever a mystery.
In 1951 a very slightly cheaper version of the ordinary Boxford was introduced, the 4.5" x 16" Model CSB. Unlike the £112 Model C, which lacked a motor in the basic price, the CSB was delivered complete and ready-to-run (with a just-about-adequate 1/3 h.p. motor) for £105 - a total saving of some £16 : 5s : 0d. Other prices in 1951 were: Model A £170 (22" centres) and Model B £142 (22" centres) with an extra £8 and £9 respectively charged for the long-bed with 28" between centres (by 1955 prices had risen to £185, £155 and £125 for the A, B and C respectively). The rear-drive lathes remained in this new V-belt drive form until 1959 and the introduction, from approximately Machine No. 8755, of the "Underdrive" type that had a range of 10-speeds. Made from welded steel plate, the new stand held the countershaft and motor assembly, the optional coolant tank and motor and provided, in its right-hand compartment, storage shelves with a collet tray fastened to the inside of the (locking) door. The door locks, incidentally, were those used on the glove boxed of various Triumph car including the Herald and Vitesse - hence dealers in classic Triumph parts can supply new ones - a supplier in 2022 being Rimmer Brothers and the part numbers being 611584 for the lock and 609463 for the "finger pull".
Belt tension was released by an external handle that protruded through the stand's left-hand face, a fitting that provided a strong temptation to use it as a clutch - a potentially dangerous undertaking. This weakness (from a safety point of view) was removed when the mechanism was redesigned and made accessible only by opening the door. The new lathes were sold as "AUD", "BUD", "CUD" and "TUD" models (with the "UD" suffix standing for "under-drive", of course) and "A", "B" and "C" reflecting, as before, the specification. However, the new models did not replace the old, but complimented them, the original rear-drive types remaining in the Boxford catalogue (optimistically, one would have imagined) until at least 1977. With the introduction of the Under-drive models came a superior cosmetic finish with the castings carefully fettled, filled with cellulose knifing putty, rubbed down by hand and spray painted. While not to the standard of the very much more expensive Raglan lathe, with its use of special Trimite paints, this new finish (generally in a grey cellulose to BS692 sprayed over a filler) was a considerable improvement over the earlier lathes, the first of which had, to be blunt, a decidedly utilitarian appearance.
Although the rear-drive models suffered from a very deep countershaft, and consequently took up a good deal of room, the under-drive versions were very compact - with a bare stand only 17 inches front to back - and today are consequently by far the more popular buy second-hand.
From December 1973 - approximately Serial No. 33000 - the swing was increased to 10 inches, but with the rear-drive lathes remaining at 9 inches. The distance between centres offered varied over the years: at first all types were offered with 16", 22" or 28" - the latter being very rare. Later, only the two longer beds were offered, the 16" option being consigned to the cheaper CSB model. All Boxfords were "straight bed", that is, none of them, unlike some models of the South Bend 9-inch of the early 1950s, had a gap. Besides the conventional V-belt drive already described, the lathe was also marketed as the comparatively rare VSL with expanding and contracting pulleys giving a useful mechanically-operated variable-speed drive system.
Later Under-drive lathes of all versions enjoyed a number of refinements and are known as the "Mk 2 Under-drive". They were built with a 4.5-inch centre height from the 1st of December 1963 (probably serial number 11-13513) and from December 1973 (around Serial No. 11-33000) as a 5-inch model (the "11" prefix indicated the Mk. 2, earlier models generally had no such stamping though the prefix "10" has been seen on some examples and on some a suffix "5", these indicating, in the latter case, a lathe with a 5-inch centre height and in the former with a 10-inch swing--both of course being the same). The main improvements centred on increasing operator safety and ease of use: backgear no longer need two levers to be engaged, instead the initial movement of a single, electrically-interlocked lever on top of the headstock released the bull-wheel from the spindle pulley and the final push sliding the gears into engagement. On early versions the large headstock gear was left "as cut" but later models (from an unknown date) had the leading edge of the teeth rounded to ease engagement. A useful addition was a spindle lock, operated by a dished chrome-plated button on the face of the headstock; this greatly eased the removal and fitting of chucks and faceplates and obviated the need to use, and possibly damage, the backgears. At the same time the opportunity was taken to reposition the various headstock oil nipples so they could be reached without having to open or remove any covers - a hole being drilled through the front face of the headstock (on the sloping surface) so that an oil can could be used to lubricate the spindle-to pulley bearing before engaging backgear. The top slide was provided with an extra 3/8" of movement (that usefully increased it to the same length as a No. 2 Morse taper) and both top and cross-slide feed-screws (actually from Machine No. 12419 in January, 1963) fitted with ball-bearing thrust assemblies, the inner and outer hardened plates of which, over time, can become indented and give the action a "gritty" feel.. The micrometer dials were satin-chrome plated and fitted with an improved friction "clutch" that did away with the need to lock the setting with an Allen key, while the degree-indexing marks (to indicate top-slide swivel) were moved to an angled surface in an effort to make them easier to read. Unfortunately, the rather awkward (not to say crude) method of adjusting the position of the micrometer dial on the cross-slide screw, involving a grub screw through the handle into a dimple on the shaft, was not changed. Captive nuts were fitted to the underside of the motor-mounting plate so that adjusting the belt tension on the primary-drive involved no more than slackening the clamping bolts and sliding the motor into the correct position; the countershaft spindle was increased in diameter, fitted with sealed-for-life deep-groove ball races and the motor-end cabinet door louvered to improve cooling. To improve lubrication of the countershaft bearings - and avoid having to open the door to do this - the end of the countershaft was arranged to protrude through the left-hand face of the stand so that oil could be injected by the direct application of a pressure gun. Electrical interlocks, by micro-switch, were fitted as standard to the backgear lever, changewheel guard and motor-cabinet door - but these could, if not required, be eliminated from the specification of a new machine and the price reduced by £1 : 10s : 0d (£1.50) for each unit left off (to disable the electrical locks on your own Boxford it's possible to bridge their contacts on the terminal block fitted at the rear of the headstock-end bed foot). To improve the appearance of the lathe some small but significant improvements were made to the fit and finish of various components including more precise mating of the headstock-to-changewheel guard and bed-to-screwcutting gearbox faces. The appearance of the tailstock was also cleaned up and, as a final touch, a modified catch - though still largely useless and easily-opened - was fitted to the changewheel guard. For the first time Boxford offered as an option what they described as "chrome hardened" beds - though few such can have been made judging by their paucity on the used market. The hard-bed option was also offered on other models including the VSL and even the ME10, though it has not been possible to confirm that the older rear-drive types (which continued to be listed alongside the newer versions for some time) could be similarly equipped.
Some confusion surrounds exactly when the final version of the Underdrive, the Mk. 3, was put on the market. The official release date was May 1976, but machines have been found that pre-date this, for example: AUD 33567 and AUD III-33777, the latter with a bed casting dated 1974 - the year correctly corresponding to the Serial Number list. These lathes were distinguished by a more modern-looking stand complete with a neat splash-back, a standard-fit low-voltage halogen light unit and a rather elegant grey and brown finish. However, the designation Mk. 3 was never acknowledged in the advertising literature, though it was used in the spares department to identify the particular models. During October and November 1981 the colour scheme was changed, temporarily, to green - a shade that can be replicated by ordering "Reseda Green B.S. Standard RAL6011". However, as with most things Boxford, things are not as straightforward as the official record states for a "green" example - definitely in the maker's paint - has been found with a bed casting dated 29/6/78…..
After a production run of 40 years, the last of the "traditional" style Boxford lathes was listed as having left the factory during January 1988 with Serial Numbers finishing at around 43261. However, it is known that an ME10A, serial number 43293, was purchased direct from the Company later that year - so obviously, although the official stock list had been closed, a number of machines were left over, or built up from parts. If one counts manufacture of the "type" as beginning with the very first 9-inch South Bend, the Model 5 of late 1933, that would give a production spanning a remarkable 55 years. Should you have a later example, please do let the writer know...
The various models - specification details:
Model VSL (4.5-inch centre height) & Model 500 VSL (5-inch centre height)
Introduced as a 4.5-inch centre height machine in January 1966 (from Serial No. 18970), the VSL was steadily developed to include a number of small but significant improvements to become, finally, the 5-inch Model 500 VSL. with production of the model ceasing in 1986. Some changes were made to the drive styten and its controls in November, 1976 but the belts used remained the same. All versions of the VSL are very desirable - but, unfortunately (especially the 500) difficult to find. Apart from a very rare, non-screwcutting, capstan-equipped export version with a "Harrison" label, the VSL was made only in Model AUD form with an under-drive stand, screwcutting gearbox and power cross feed. While early versions were very similar mechanically to an ordinary AUD - the most significant change being the fitting of a mechanical variable-speed drive system - some effort had also been made to upgrade the machine and, instead of cast-iron (used on all lesser models) the VSL, from first to last, had backgears in induction-hardened steel together with larger locating holes in the front face of the spindle bull wheel and, to improve reliability, the tumble-reverse gears ran on needle roller bearings. Later models were much improved by the fitting of a larger 1.375" bore spindle with a hardened and ground American Standard L00 taper nose and a 5-Morse taper socket - together with a short, hardened reduction sleeve (to take it down to 2-Morse) and an adaptor to accept direct-fitting C5 draw-bar operated collets (other Boxford models took a C3 collet in the same type of insert nose fitting).
Fitted with a wide "expanding-and-contracting" V-pulley mounted directly on its shaft the electric motor was mounted inside the left-hand side of the cabinet stand. Pulley movement was controlled by a cable and rod system driven from a handwheel on the front of the stand. The upper drive pulley, which reacted to the movement of the motor pulley by opening and closing automatically, was carried in bearing hangers from which a second (conventional) link-type V-belt took the drive up to the headstock spindle. The speed range was typically 50 to 2000 rpm and, because the drive was infinitely variable, an electronic rev. counter (later a mechanical one) was fitted to show the operator what was going on (later versions were wired direct through the Forward/reverse switch, earlier types through a contactor, then through the forward/reverse switch). If the tachometer is broken or missing, businesses specialising in vintage car and motorcycle restoration can often help with replacement or repair. Quite why is not known (perhaps there were a special-order batch for industrial use) but some early 4.5" centre-height VSL lathes have been found with a motor having an extended left-hand shaft that carried a very expensive electro-mechanical disc brake, controlled by a switch fitted to the left-hand face of the motor-control panel. Nearly all VSL lathes were supplied, when new, with 3-phase motors - 930 r.p.m./1-h.p. on the screwed-spindle nose models and 930 rpm/1.5-h.p. for the L00 version. Unfortunately, because the drive mechanism fitted to them has to be accurately aligned to work properly, the VSL is difficult to change to single-phase operation. In addition, because the coolant pump, light unit and safety-interlock transformers are also 440 volt 3-phase (though some may be on step-down transformers to run at 110V), rather than attempt to completely re-engineer the peripheral controls, it is much easier to leave everything in place and run the lathe from a phase converter or inverter. If this is done it is worth bearing in mind that, while the main motor can be easily altered from "Star" 440 volt to "Delta" 240 volt working, many of these machines were fitted with both a push-button safety starter of the front panel and another "automatic" contactor unit at the rear. Because the coils in the contactors are 440 volt they usually refuse to work when supplied with the 220/240 volts put out by the inverter. Coupling the inverter (as is usually recommended by their makers) directly to the motor and bypassing the built-in controls has been known to produce a far more effective conversion. Of course, doing this means that the safety-interlocks on doors and backgear are lost and other arrangements have to be made to power the coolant pump and light unit*.
Fitted to a distinctly different stand, and with a 5-inch centre height, the final version of the VSL was known as the Model "500 VSL" and, unlike most Boxford lathes, the model type was clearly identified by a large badge on the headstock. An interesting point concerns VSL models fitted with the L00 headstock spindle: on these lathes a screwcutting gearbox was standard - but some had different internal ratios and the English/metric and metric/English conversions gears arranged to be more compact with pairs of 64/54t and 76/65t respectively instead of the usual 127/110t (inch to metric) and 135/127t (metric to inch) gears. At one time it was believed that all gearboxes on the L00 VSL lathes had the altered internal ratios but several examples have been found in the USA (one being a VSL500 manufactured in 1977 with serial number V.S.L. 71861-L00) where this is not the case, the gearboxes being of the earlier, ordinary type. It is suspected that, while Boxford fitted a different gearbox to the earlier VSL models with the L00 spindle nose, this practice was discontinued and later editions of the manual not updated to reflect the change. If you buy a gearbox-equipped lathe that appears not to generate the pitches shown on the screwcutting plate check the special manual produced by lathes.co.uk, it shows all the ex-factory arrangement of the changewheels.
One less-commonly found accessory offered for the late-model VSL lathes was a full height cabinet on the right-hand face of the stand that held a set of C5 collets and the necessary draw bar.
Early models of the VSL used a mechanically driven rev counter that was not entirely accurate; later models had an electronic version that, in the writer's experience, is spot on.
All the gears necessary to generate metric and other pitches are now available at a good saving on the factory price.
Model ME10
In November 1976 Boxford began to market 5" x 22" Model ME10, a less expensive lathe - though constructed from components identical to machines higher up in the range. Early ME10s had a normal, full-length countershaft and were little different to the run-of-the-mill rear-drive models - the aim, presumably, being to use up supplies of no-longer-needed parts as the successful under-drive models took centre stage. Also available mounted on a special stand, the lathe was intended to run alongside the under-drive and rear-drive models and could be had in any of the three usual A (gearbox and power feeds), B (changewheels with power feeds) and C (changewheels and hand-cross feed) specifications. Early versions of the ME10 used a standard rear-drive countershaft unit - the type that is rather long front to back - but most are found with a much more compact design that significantly reduced amount of room required to install it; indeed, as a consequence, fitted to its own cabinet, the ME10 took up only a little more depth than the under-drive versions. Thus, the end result was an arrangement that made the lathe much more suitable for the home workshop - the market segment that Boxford must have been targeting.
In order to achieve the reduction in back-to-front length a different design of countershaft was used and available in standard form without a clutch or, at a considerable extra cost, with. The assembly consisted of two brackets bolted to the back of the headstock with each carrying an inwards facing stud from which hung a casting that formed, at its rear, two bearing housings held on a hinged plate so that the belt tension could be relaxed to change speeds. The lower part of the assembly consisted of a block of cast iron secured by a single clamp bolt to the bed V-way at the back of headstock; the block was bored through to take a bar, from which hung the slotted motor-support plate - this being supported at its lower end on a single shaft that incorporated a long compression spring - presumably to allow some "give" in the system. The "swing head" that carried the 4-step "A-section" V-belt was tightened and relaxed by usual right-and-left-hand threaded hexagon block fitted with a rather short and so awkward-to-manipulate ball-ended handle (the same fitting can be found on the original1933 South Bend). Lathes could be supplied with either eight or sixteen speeds, the difference being achieved by using either a single or double pulley arrangement of the motor-to-countershaft drive. The 2-step motor pulley was the same size as employed on other models but the matching pair on the countershaft were, due to the lack of room under the cover, forced to be rather smaller - the result being that bottom speed was raised to 60 and the top to 2000 r.p.m. against the more normal 30 to 1300 r.p.m. of the ordinary rear-drive models and the 40 to 1400 r.p.m. of the under-drive type.
Interestingly the clutch (the operating handle for which was splined and could be lifted out and replaced in any position desired) was only ever offered on the ME10, no mention of it can be found in any literature relating to the other Boxford models.
One difference on most of these lathes (though it's not certain that all were so equipped) was the use of quieter-running, Oilite-bushed, tumble-reverse gears in fibre. The fibre gears can be fitted to all other models and have definite advantages if the lathe is to be used where noise might be a problem - though being weaker the gears are, of course, more likely to fail.
Model CSB
Another slightly cheaper model was the 'CSB' - possibly for "Model C School Boxford". This was first offered in 1951 and was, in essence, just a short bed (16" centres) Model C but with a simplified 8-speed drive with the motor bolted direct to the countershaft upright instead of on a separate, adjustable horizontal motor platform. With a single-pulley drive on motor and countershaft, and using backgear, the eight spindle speeds were: 38, 55, 87, 125, 200, 285, 450 and 650 r.p.m. By paying £3 : 10s : 0d extra the motor and countershaft could be fitted with 2-step pulleys when the speeds became: 38, 55, 75, 87, 110, 125, 175, 200, 250, 285, 400, 450, 570, 650, 900 and 1300 r.p.m. Unfortunately the makers neglected to mention the fact that, in order to run on top speed, a more powerful and expensive motor was required. To adjust the motor-to-countershaft belt tension meant repositioning the motor itself - however, once this had been done it was not normally necessary to make any further changes until the belt began to wear. Early examples of the CSB were different, and fitted with the novel, quick-action belt-tensioning device used on the lathes of the late 1940s - probably another case of using up no-longer-needed spares. Other evidence of clearing storeroom shelves was the use, throughout the life of the model, of an early-pattern South Bend type saddle with its simple screw-in, rather than bolt-on, cross-feed screw support bracket. Ambitious advertising in the model-engineering press of the day attempted to position the CSB as an alternative to the Myford ML7; unfortunately, the Boxford cost nearly twice as much and, while it did offer a range of advantages, there can have been few takers. A "Training" version of the lathe, the seldom-found CSBP, was also offered. Shorn of screwcutting equipment and usually, but not always, backgear as well, this model was aimed at the school and college market and had - apart from its low price - little appeal for the model or experimental engineer.
|
|