|
Home Machine Tool Archive Machine-tools for Sale & Wanted Boxford VSL Lathe Boxford Home Page Boxford Models A, B, C, AUD, BUD & CUD Model ME10 Boxford VSL & 500 Vari-Speed Model T & TUD Training Lathes Miniature Precision Boxfords Larger Precision Boxford Model CSB AUD Photo Essay Serial Numbers Screwcutting Gearbox Boxford Accessories Drive Systems Precision Tools South Bend Clones Late Model Boxfords Spare Parts For Sale Catalogue Covers Gap-bed Boxford Boxford Aprons Little Giant Tool Post Grinder We also supply changewheels and many other spares including We also supply changewheels and other spares including |
|
Introduced as a 4.5-inch centre height machine in January 1966 (from Serial No. 18970), the VSL was steadily developed to include a number of small but significant improvements to become the 5-inch Model 500 VSL. All versions are very desirable - but, unfortunately (especially the 500) difficult to find. Apart from a very rare, non-screwcutting, capstan-equipped export version with a "Harrison" label, the VSL was made only in Model AUD form with an under-drive stand, screwcutting gearbox and power cross feed. While early versions were very similar mechanically to an ordinary AUD - the most significant change being the fitting of a mechanical variable-speed drive system - some effort had also been made to upgrade the machine and, instead of cast-iron (used on all lesser models) the VSL, from first to last, had backgears in induction-hardened steel together with larger locating holes in the front face of the spindle bull wheel and, to improve reliability, the tumble-reverse gears ran on needle roller bearings. Later models were much improved by the fitting of a larger 1.375" bore spindle with a hardened and ground American Standard L00 taper nose and a 5-Morse taper socket - together with a short, hardened reduction sleeve (to take it down to 2-Morse) and an adaptor to accept direct-fitting C5 draw-bar operated collets (other Boxford models took a C3 collet in the same type of insert nose fitting). |
|
|
|
Mk. 2 VSL fitted with one of the excellent Burnerd Multi-size collet chucks . These all-metal units can be instantly adapted to accept metric or inch bar stock |
|
A picture that shows clearly the relatively enormous 1.375" bore of the L00-equipped Boxford VSL, the tumble-reverse mechanism and the standard drive set-up to the screwcutting gearbox |
||
|
|
||
|
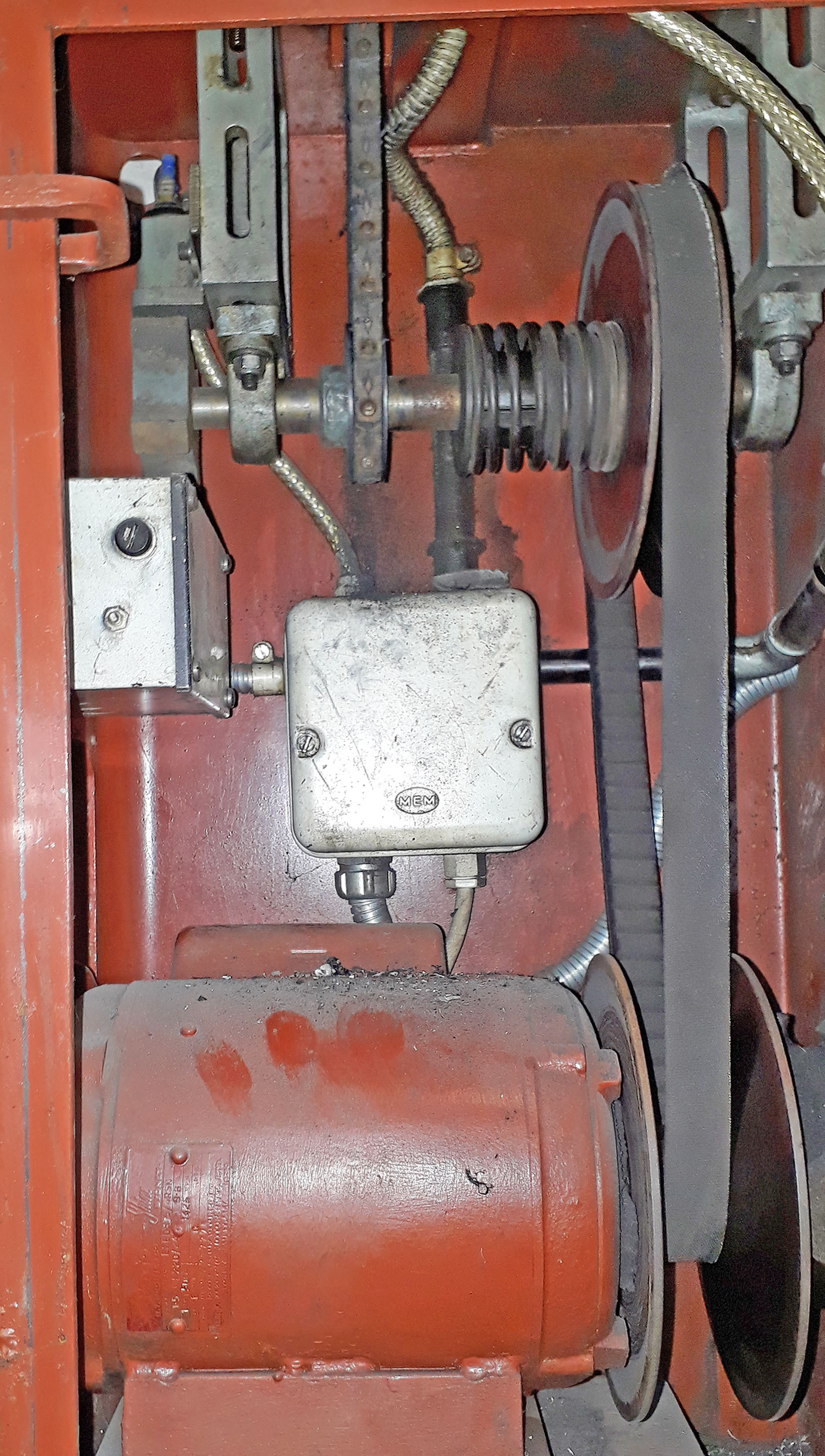
Above and below: Mk 1 VSL Disc brake on electric motor and a control panel detail showing the disc actuation brake switch mounted on its left-hand face |
||
|
Some Mk 1 4.5" VSL lathes (left) featured an electro-magnetically operated disc brake acting on the left hand side of the motor shaft and a different style of control panel, rev counter and switchgear built into the front edge of the stand below the screwcutting gearbox. |
|
The Harrison-badged variable-speed VSL500 was fitted out as a small capstan lathe with a quick-action collet closer, and lever-action cut-off slide. The headstock retained it's single-lever operated backgear for slow-speed use. |
||


|
|
||

|
Fitted to a distinctly different stand, and with a 5-inch centre height, the final version of the VSL was known as the Model "500 VSL". Unlike most Boxford lathes some examples of this model were clearly identified by a large badge on the headstock. |
|
|





|
Boxford Home Page Boxford Models A, B, C, AUD, BUD & CUD Model ME10 Boxford VSL & 500 Vari-Speed Model T & TUD Training Lathes Miniature Precision Boxfords Larger Precision Boxford Model CSB AUD Photo Essay Serial Numbers Screwcutting Gearbox Drive Systems Precision Tools South Bend Clones Spare Parts For Sale Catalogue Covers Gap-bed Boxford Boxford Aprons We also supply changewheels and other spares including |
||