|
Home Machine Tool Archive Machine-tools for Sale & Wanted Screwcutting Gearboxes - Inch and Metric Boxford Home Page Boxford Models A, B, C, AUD, BUD & CUD Model ME10 Boxford VSL & 500 Vari-Speed Model T & TUD Training Lathes Miniature Precision Boxfords Larger Precision Boxford Model CSB AUD Photo Essay Serial Numbers Screwcutting Gearbox Boxford Accessories Drive Systems Precision Tools South Bend Clones Late Model Boxfords Spare Parts For Sale Catalogue Covers Gap-bed Boxford Boxford Aprons Little Giant Tool Post Grinder We also supply changewheels and many other spares including We also supply changewheels and other spares including |
|
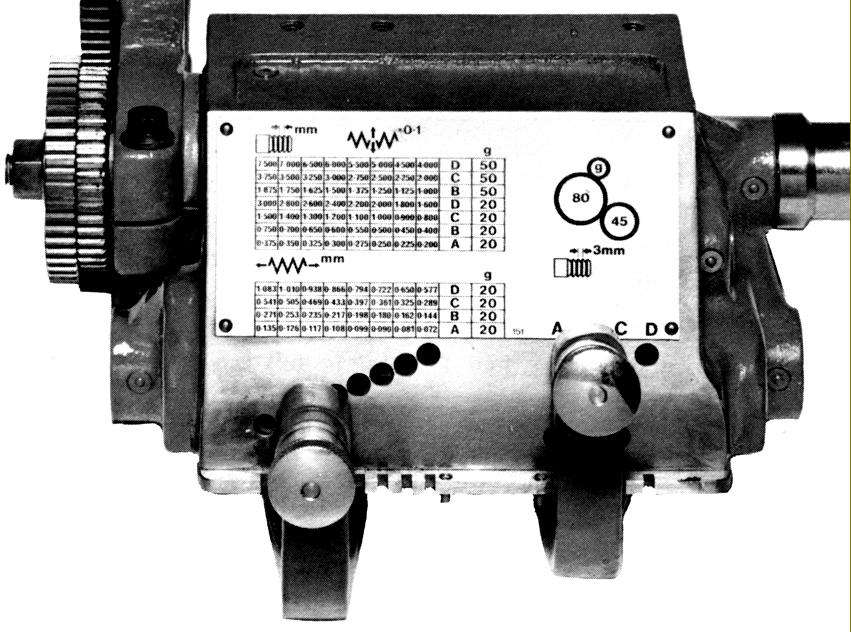
Boxford and the original South Bend "9-inch" screwcutting gearboxes were mechanically identical. The picture above shows a late-type Boxford unit for metric screwcutting--note, in contrast to the English screwcutting box illustrated below, the position of the levers is reversed laterally with the diagonal line of indexing holes moved to the left-hand side. |
||
|
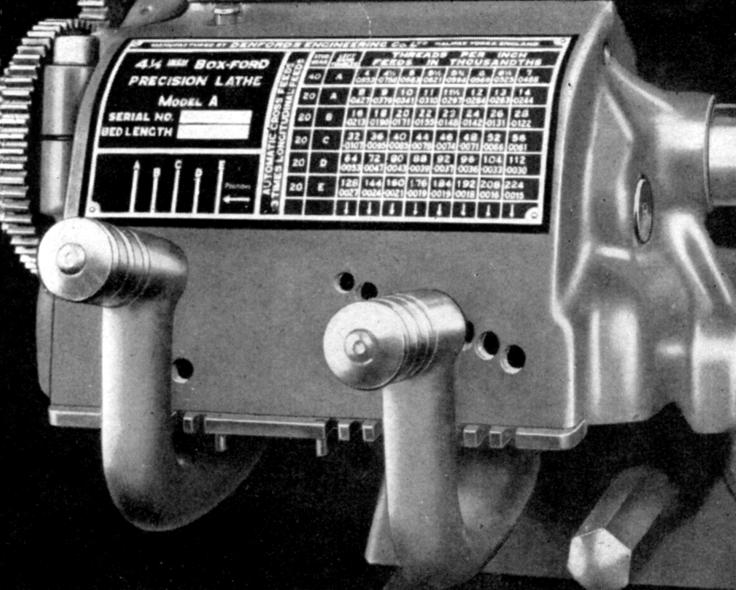
English Screwcutting Gearbox: the diagonal line of holes is to the right. A known fault include the needle-roller bearing supported gear built into each tumbler selector arm breaking if not properly engaged (these gears are now available) and the double-gear on the shaft to which they engage (a repair is available by contacting tony@lathes.co.uk) |
||
|
We also supply changewheels, belts, faceplates and thread-dial indicatorsother parts Screwcutting Gearboxes - Inch and Metric Model ME10 Boxford VSL & 500 Vari-Speed Miniature Precision Boxfords Larger Precision Boxford Model CSB AUD Photo Essay Serial Numbers Screwcutting Gearbox Drive Systems Precision Tools South Bend Clones Spare Parts For Sale Catalogue Covers Gap-bed Boxford |