|
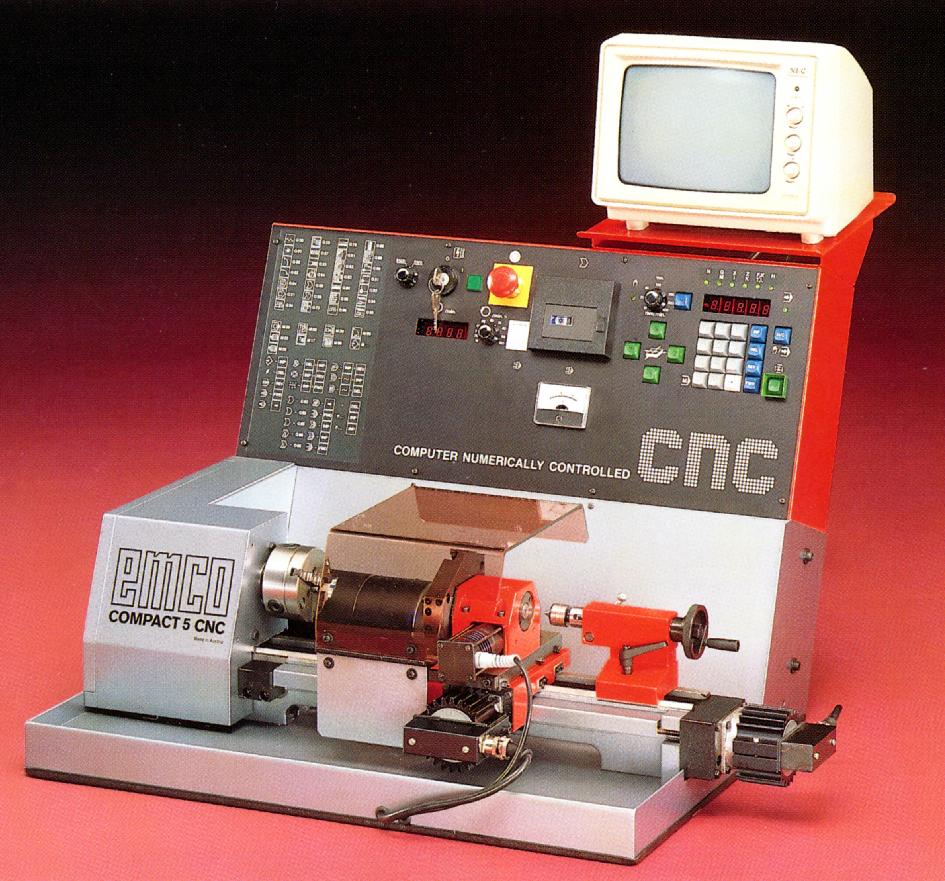
From 1981 until 1992 the well-known and useful little 65 mm x 350 mm (2.56" x 13.78") Emco Compact 5 was also built as the Compact 5-CNC, a lathe with Computer-Numerically Controlled functions and aimed at the basic CNC training market and firms who wanted the capacity to mass produce small batches of very small parts with the minimum of trouble and expense. The great advantages of this ground-breaking little lathe were (are) programming in Standard G and M Codes and - being just 32 inches long, 20 inches high and sitting on a base 20 inches deep - its completely self-contained and almost portable nature. The very first examples were made in small batches with some differences between them before production stabilised around what is now known as the Mk. 1. Although all these early these models had just 12 "G codes", with programming restricted to "incremental" mode, they represented a significant step in that, for the first time, a complete CNC lathe package with very detailed instructional literature for both students and instructors was available for sale in an off-the-shelf installation. Consequently, large numbers were sold to educational and training establishments throughout the world and many are now available on the used market. The next model (but not recognised as such by Emco in their advertising literature,) is generally referred to as the Mk. 2 and were improved by the fitting of an RS232 port, the facility to program in either "absolute" or "incremental" modes (by using G90 and G91 commands) and with the option of a 3-tool turret, also under computer control. Operation of the latter, incidentally, can be tested manually by holding down the "FWD" button while pressing any number button from 1 to 6. To identify a Mk. 2 means looking at the CPU board for the designation "A6C114003". Third generation machines (always known, strangely, as the Mk. 4 in the UK) were provided with an extended range of G and M codes and can be identified by a CPU board "A6C114004". Other improvements included partial arch programming with depth-of-cut parameter; however, because owners often updated their machines it is sometimes difficult to be exact about the precise generation of an individual lathe. However, some hints as to a machine's status can be gleaned from the fact that on early lathes with Levels 1 and 2 CPUs a 2-position white rocker switch was used to stop and start the spindle motor. On later models, with a Level 3 CPU, were fitted a black 3-position switch was used in which the central position was off, the upper position labelled "hand" (for manual operation) and with down selected for motor control through the program. M30 was added to end the program and M03 and M04 to turn the spindle motor on and off respectively. A Level 4 CPU featured extended G and M codes ranges, partial arc programming and depth-of-cut parameter - but retained the same switch. In the final two years of production the switch was changed to a 3-position rotary type. The various Marks had sub-variants as follows: Mk. 1 Variants A, B and C with Serial Numbers to 299; Mk. 2 Variants F, G, H and N with Serial Numbers from 300 to 1499 and the Mk. 4 (third-generation machines finished in grey) with variants R, S, T, U, V and W with Serial Numbers above 1500. The Serial Numbers can be decoded to show the year of manufacture and the position of a particular lathe within a production batch. For example: a machine numbered A6A 81 02 024 would be the 24th of a batch manufactured in February (02) during 1981 (81). On the back of the control panel were two separate outputs for VDUs - one for a video monitor and another for a standard TV.
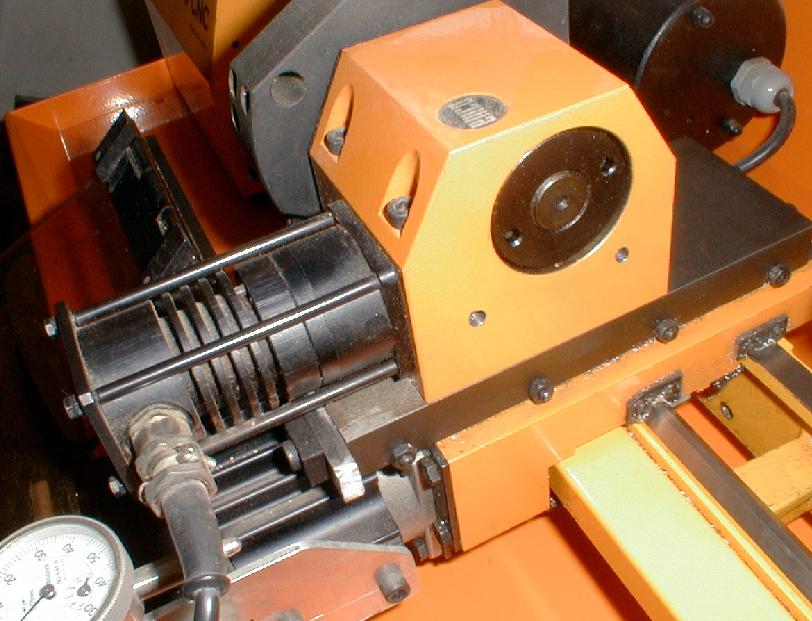
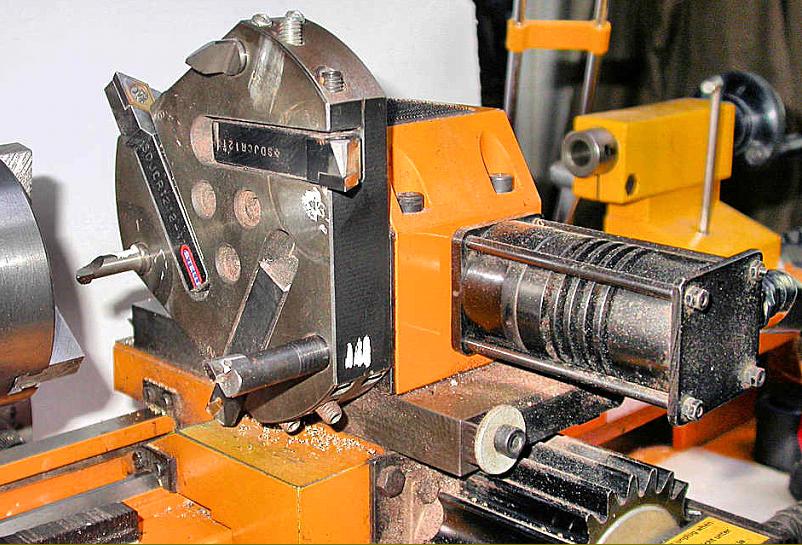
Identical to the ordinary Compact 5 the headstock and tailstock castings of the Compact 5-CNC allowed a swing over the bed of 100 mm, over the cross slide of 60 mm and a capacity between centres 310 mm. The cross-slide travel was 50 mm and the headstock spindle bore, for a small machine, a generous 16 mm. The spindle was driven by a 440W motor (though the exact power did vary from year to year) and had a speed range from 50 to 3200 rpm with a rapid-traverse rate for the carriage of 700 mm/minute. A 2-station, manually operated quick-change toolholder appears to have been the standard fitting but a 6-station holder and a computer-controlled 6-position "tool-changer" (holding 3 tools in a radial position and 3 more facing the chuck) were available as options. Two different versions of standard (manual) 2-station toolholder were produced with one having its toolholder dovetail in a central position and the other slightly offset.
Four very comprehensive instructions books labelled were issued (later reduced to just one) that covered the needs not only of the student but also the instructor, maintenance department and the computer technician.
A version of the Compact 5 was also made without the built-in computer. This model, the 5 PC, was designed to run from an early version of the IBM PC and use software supplied by Emco.
When considering the purchase of a Compact 5-CNC it used to be considered sensible to opt for a later model with improved computer controls. However, with the advent of 3rd-party software suppliers such as "www.welsoft.co.uk" (whose superior programs completely bypass those fitted to the machine), look instead for the traditional ones of a mechanically-sound machine in clean, original condition complete with as many accessories as possible.
The cause of many early 5-CNCs failing to work can be traced to the 3-pin plug that takes a 5-volt supply to the CPU board. Later models have improved 5-pin plugs - but apparently it is also possible to adapt the fitting found on some computer power-supply units.
Take great care when moving a 5-CNC; the cable fittings on the rear are low down and protrude; tipping the machine backwards can cause damage. For further information on these remarkably useful and fun-to-use machines look for the appropriate Users' Group on Yahoo.
If any reader has comments about the 5-CNC the writer would welcome your input..
|
|