|
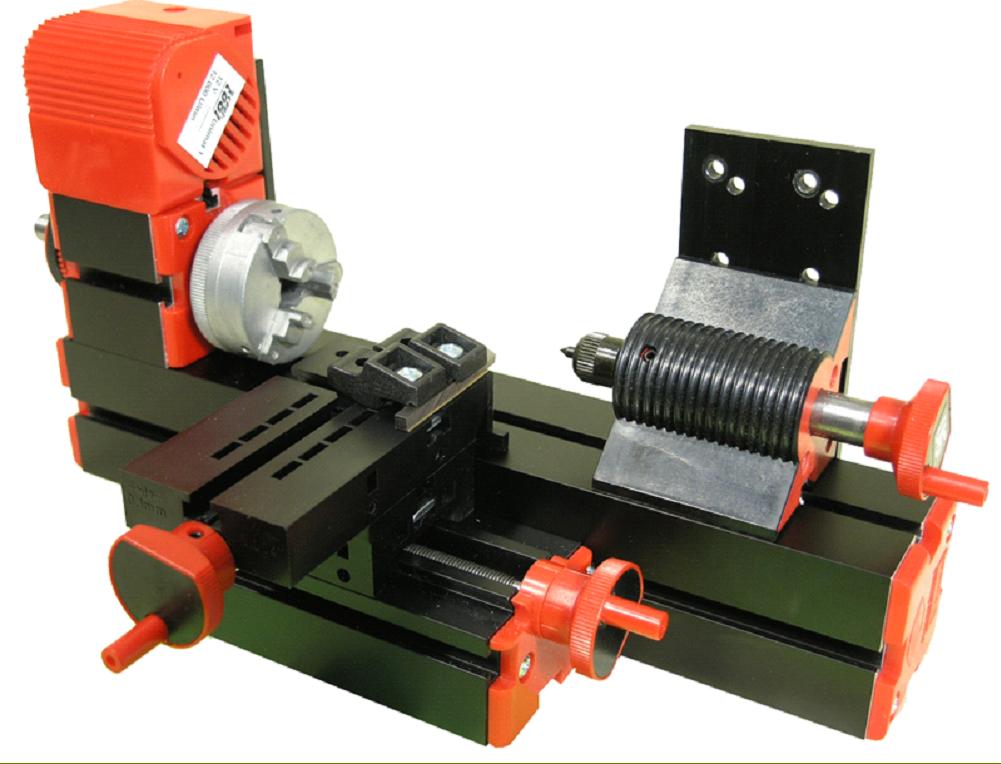
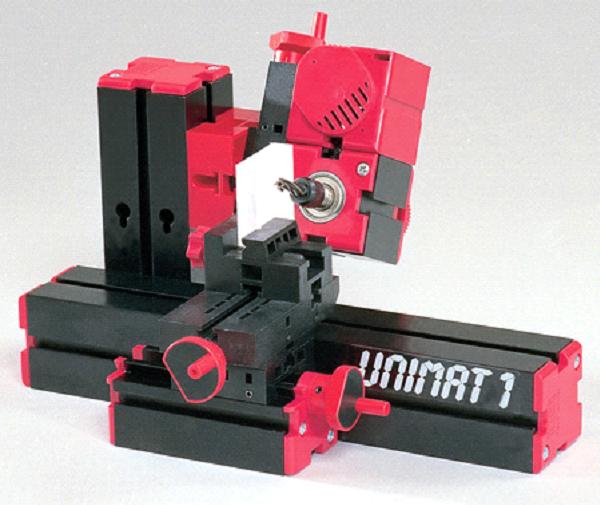
Unimat 1 - although the bed is of extruded aluminium, most of the rest of the lathe, even the chucks and collets, are in plastic. The machine is sold in a kit with attachments to convert it into a milling and drilling machine.
If your ambition is to retire to the garden shed and build a working, quarter-scale model of a WW1 rotary, radial Bentley aero engine - this is might not be the lathe for you. However, if your needs are for a multi-purpose machine tool to handle work associated with jewellery, or the precision turning of wood, then it might well have a lot to offer - as the following correspondence from an enthusiast in America (who has experience of using high-class, precision lathes) bears witness:
…… among the purchases of my wasted youth (before I knew enough to know better) was a Unimat 1. Since I'm now out in California, and my real tools are crated up in Ohio, the Unimat was light enough to be mailed out to me for working on wax. (I'm a jeweller.)
Believe it or not, the U1 is actually a pretty good machine for working hard wax and there is a metal chuck available for it too - "pot" metal, but better than plastic.
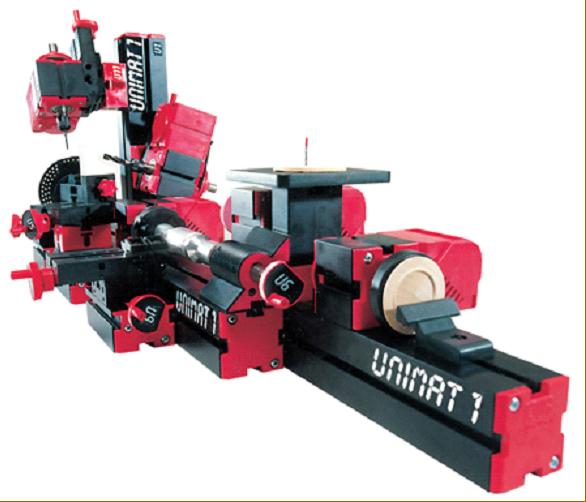
One of the advantages the lathe has over more traditional designs is its modularity. If there's some weird cut I want to make, I can fiddle with it until I build a machine that can make exactly that cut. It may not be able to do much else, but it can do that one very important and often complex cut in wax; don't, however, even think about attempting the machining of metal ! After the wax is machined, it is then cast in silver/gold via the lost-wax method.
I recently purchased a number of extra parts for it, to enable me to do rotary milling with an indexing head, as well as more spare structural units so that I can convolute it into more interesting machines - I now have enough bits to almost build two of them.
Now that I have it in use, my Unimat 1 is actually earning its keep, at least occasionally - so I just thought I'd let you know that there is at least one thing the U1 does pretty well.
The Unimat 1 was "spun off" from Emco over ten years ago and is now made by Manfred Heidl in Austria - recent contacts including The Cool Tool.
|
|