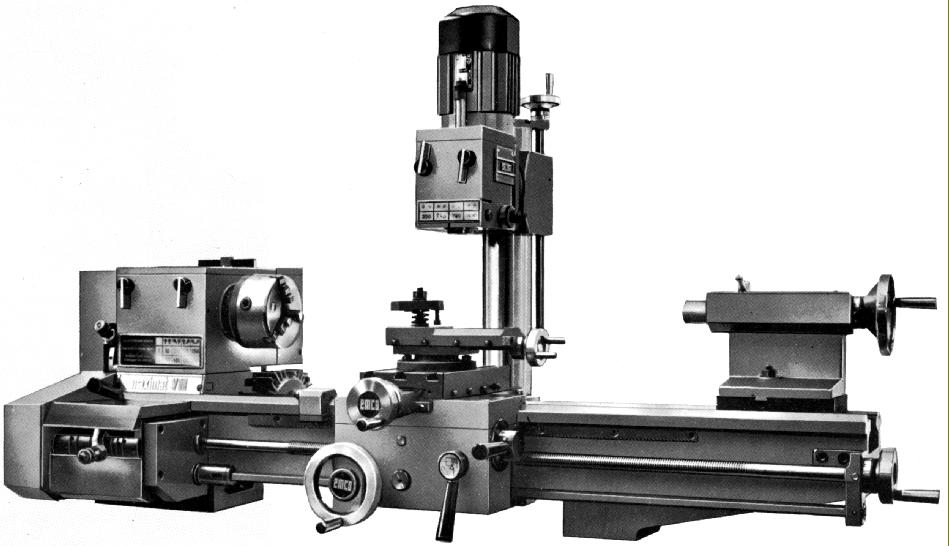
Emco Maximat V10P with power cross feed and the maker's 4-speed vertical milling head
After a reasonable start with their early Maximat lathes, the Mk. 1 through Mk. 4 including the 3000 and 4000 Series machines, Emco's conventional hobby and semi-professional lathe production began to increase dramatically during the late 1960s with the introduction of a complete range of geared-headstock machines. These were:
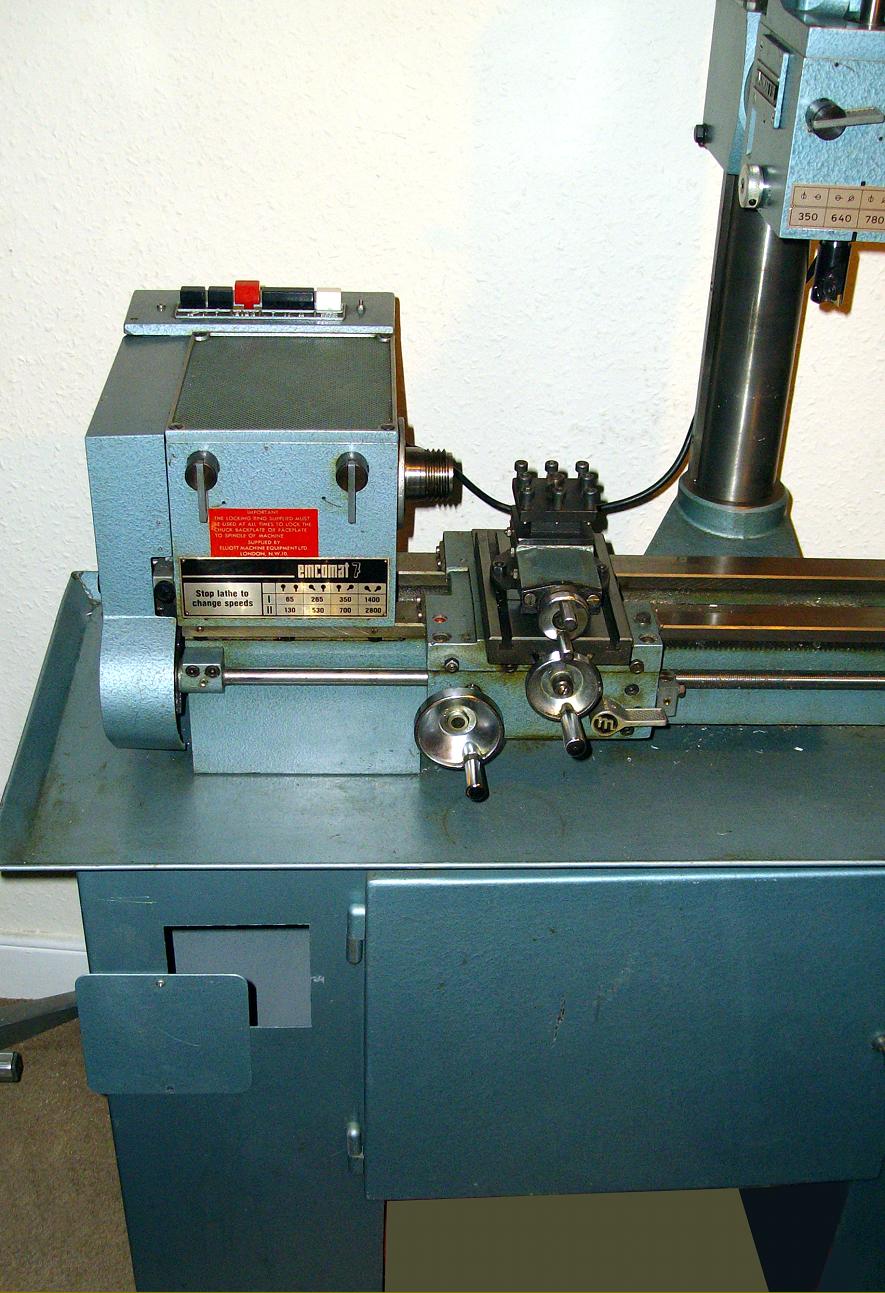
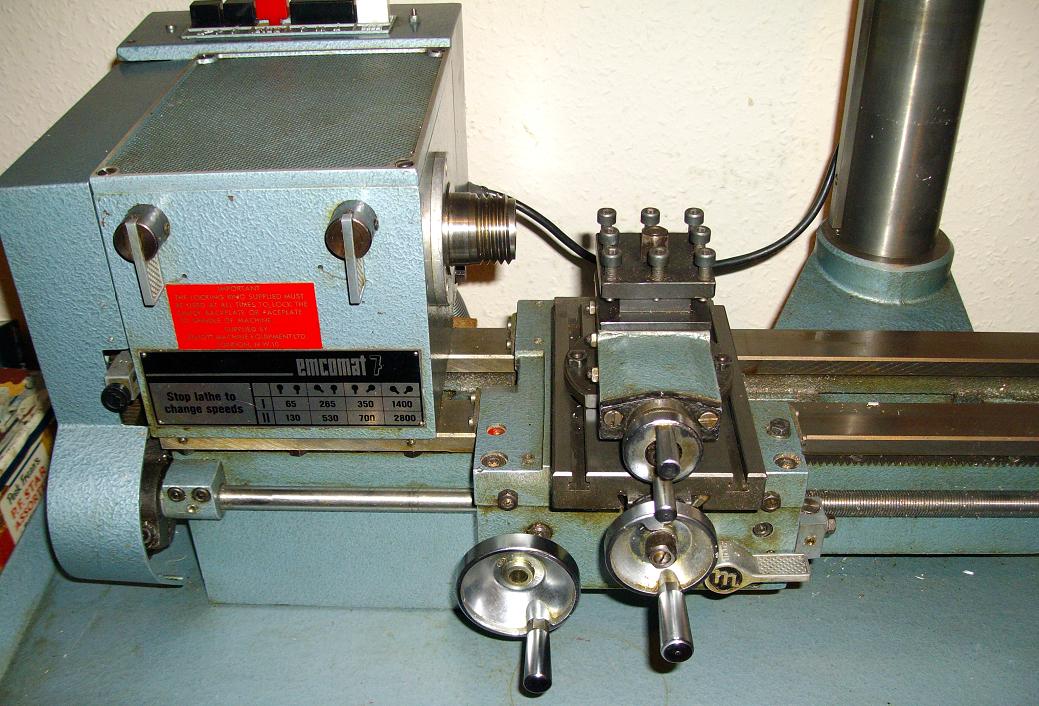
Emcomat 7 at 3.5" x 17.7" and a long-bed 3.5" x 23.7"
Emcomat 8.4 and 8.6 at 4.13" x 17.7" and a long-bed 4.13" x 23.7"
Maximat V8 (a marketing exercise where a milling head and stand were included in the price) at 4.13" x 23.7".
Maximat V10 and V10P at 5" x 25", with the P-suffix machine having power cross feed.
Although the 7 and 8 sold in good numbers, the most popular versions, judging by the numbers on the used market, were the V10 and V10P, lathes similar in capacity to the belt-drive Boxford. However, all variants of the range types, from smallest to largest, were of a very similar design and shared a number of parts and accessories including an identical all-geared headstock mounted on raiser blocks that varied in thickness according to the centre height of the particular model. One significant difference was that, while the "7" had a flat-topped bed, the V8, 8.4, 8.6 and 10 all had V-way beds - presumably to appeal to American buyers, the company's main market for many years. For their size, all types had decently deep beds (though with rather skimpy diagonal bracing) and with the ways ground finished.
Although Type Designations remained consistent across the world, for some areas an educational and training version, the "Mentor", was added - these were mechanically identical to the standard machines, but mounted on a braced sheet-metal stand similar in construction to the standard unit with its locking tool cupboard but equipped with special safety switchgear. While variations may have occurred - it is believed, for example, that some UK-market 7s were fitted with 1-speed motors - the official specification was for all machines to be fitted with a two-speed motor - either 1 or 3-phase - and with the (non-too-reliable) push-button switchgear mounted neatly on top the headstock. Switch problems can be exacerbated by the loss or degradation of the perforated foam insert that blocks the ingress of moisture, swarf and cutting fluid, If the switches start to malfunction, open up the unit, wash out the inside with an electrical cleaning fluid and lightly abrade the electrical contacts. Make up a new foam diaphragm, lubricate the mechanical lock-out system (that prevents simultaneous engagements) and you will prolong the switch gear life. The 8 spindle speeds for the 7 and 8 spanned 65 to 2800 r.p.m, while for the V10 a small reduction was engineered to give 60 to 2500 r.p.m. driven by either a 1-phase or 3-phase 1400/2800 0.6/0.85 motor. Initial drive on all models was by a long-lived toothed drive belt.
With all versions of the 7 and 8 restricted to screwcutting by changewheels (a standard set containing: 25t, 30t, 40t, 50t, 55t, 60t, 65t and 70t gears), the V10 was the only model offered with the option of a screwcutting gearbox. On the V10P the box (at least for most markets) became a standard fitting, as did an effective and easy-to-use power cross feed mechanism driven by a hexagonal-section powershaft, below and parallel to the leadscrew and controlled by a single lever pivoting from the apron's right-hand face. Strangely, while many makers produced versions of their lathes with the carriage traverse handle transposed to the left-hand side of the apron for the American market, Emco apparently reversed this procedure with the publicity material showing European-market machines with the handwheel on the left with those destined for America having it on the right.
All V10Ps appear to have left the factory fitted as standard with a metric-specification, Norton-type quick-change screwcutting gearbox able to generate 24 pitches from 0.125 to 4.00 mm. However, for the British and American market machines, the lathe was offered with an English screwcutting-conversion set in place and the gearbox threading plate listing only English-pitches from 4 to 120 t.p.i. The box was provided with a sliding gear to select either fine or screwcutting feeds, with the knurled change-over knob, on the end of the sliding gear, allowed to protrude through the gear-guard cover - a long-established design idea dating back to the original design of the late 1800s. Sliding feed rates varied from 0.028 to 0.444 mm per revolution of the spindle with the cross-feed rates arranged to be exactly 50% slower. The changewheels drove through a tumble-reverse mechanism fitted with a plastic output gear that, while entirely adequate for normal use, could not stand (like the alloy casting of the early-version tumble-reverse arm) heavy-handed operation.
Continued below:
|
Emcomat /Maximat 7 with screwcutting by changewheels and the optional 4-speed milling head. |
||
|
Basic lathe section of the Emcomat/Maximat 8.4, 8.6. and Maximat V8 |
||
|
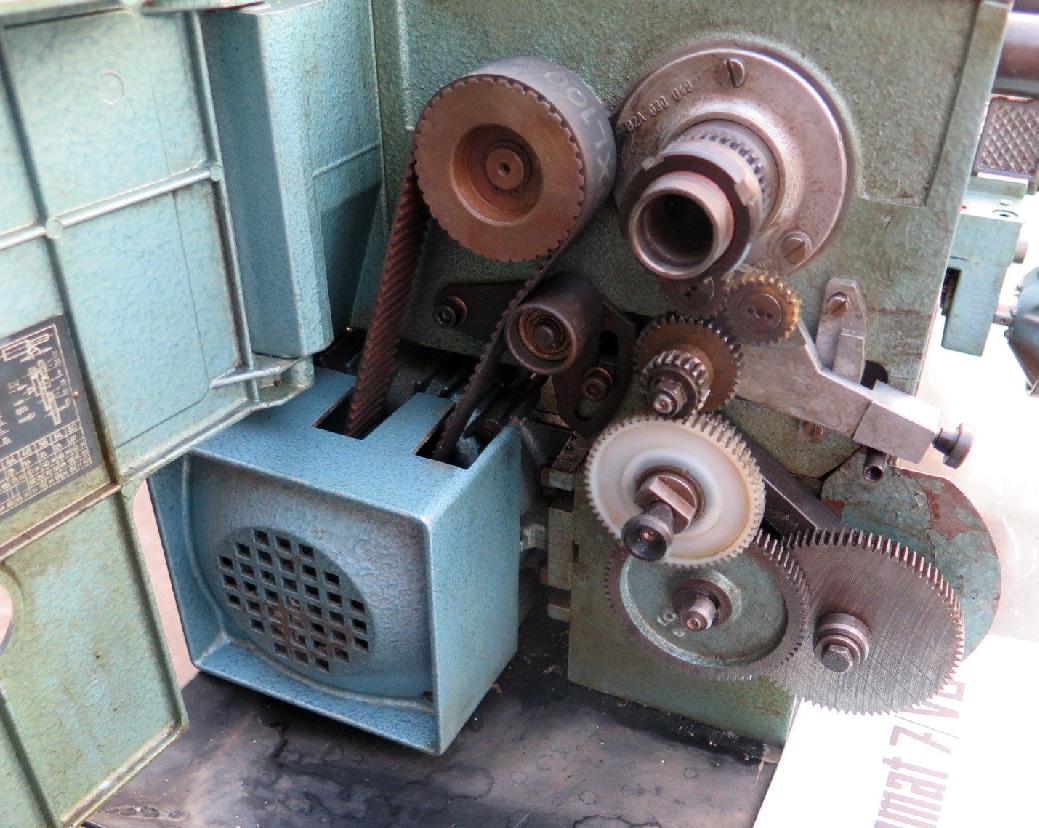
Shared between the various Maximat Models - 7, 8 and 10 - the headstock appears to be internally almost identical with a mixture of steel and fibre gears and lubrication by oil splash giving it a reputation for quiet running and reliability. However, it will not take foolish handling and trying to move the selector levers before the shafts have completely stopped leads to the main spindle fibre gear being eaten away on one side - and eventual failure of the two lightly-constructed alloy (ZAMAK) selector forks. It is also not unknown for the selectors to fail with age and, as these are now unobtainable from the makers, improved versions in bronze are available - email for details. Before buying one of these lathes take off the headstock cover plate and have a good look inside. |

|
|
|
|
||
|
Emcomat 7 and Maximat V10 lathes |


|
Emcomat 8.4 and 8.6 with the 6-speed Vertical Milling Attachment. Available in two bed lengths of 450 mm (17.71") and 600 mm (23.72") this model used all the major components of the Emcomat 7. The Maximat V8 was the Emcomat 8.6 fitted with either the 4 or 6-speed milling head as standard. |
||

|
|

|
|

|
|
|
|
|
belts are available for all Emco V7 to V10 lathes 7, V7, V7L, V8, 8.4, 8.6, V10 and V10P Lathes Emco Unimat 3 and 4 Emco Compact 5 Emco Compact 5CNC and Compact 5PC Unimat PC and "Basic" Emcomat & Maximat 7 Emco Compact 8 Emcomat 8.4 & 8.6 Emco Maximat V8 Emco Compact 10 Emco Maximat V10/V10P Emco Super 11 Emco Maximat V13 Very Early Emco TD55 lathe 1960s Mk. 2 Maximat "Standard" Model 3000 Universal Machine Tool Emco Milling Machines Emco V10 Switch Replacement Home Machine Tool Archive Machine-tools for Sale & Wanted |
||