 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
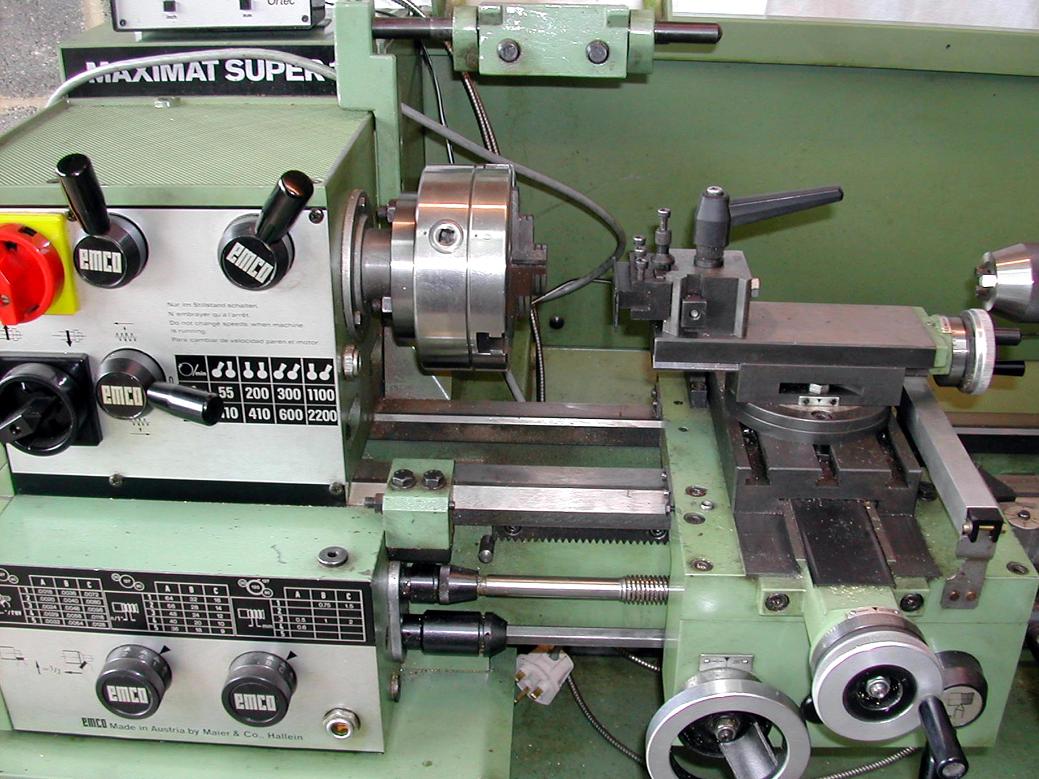
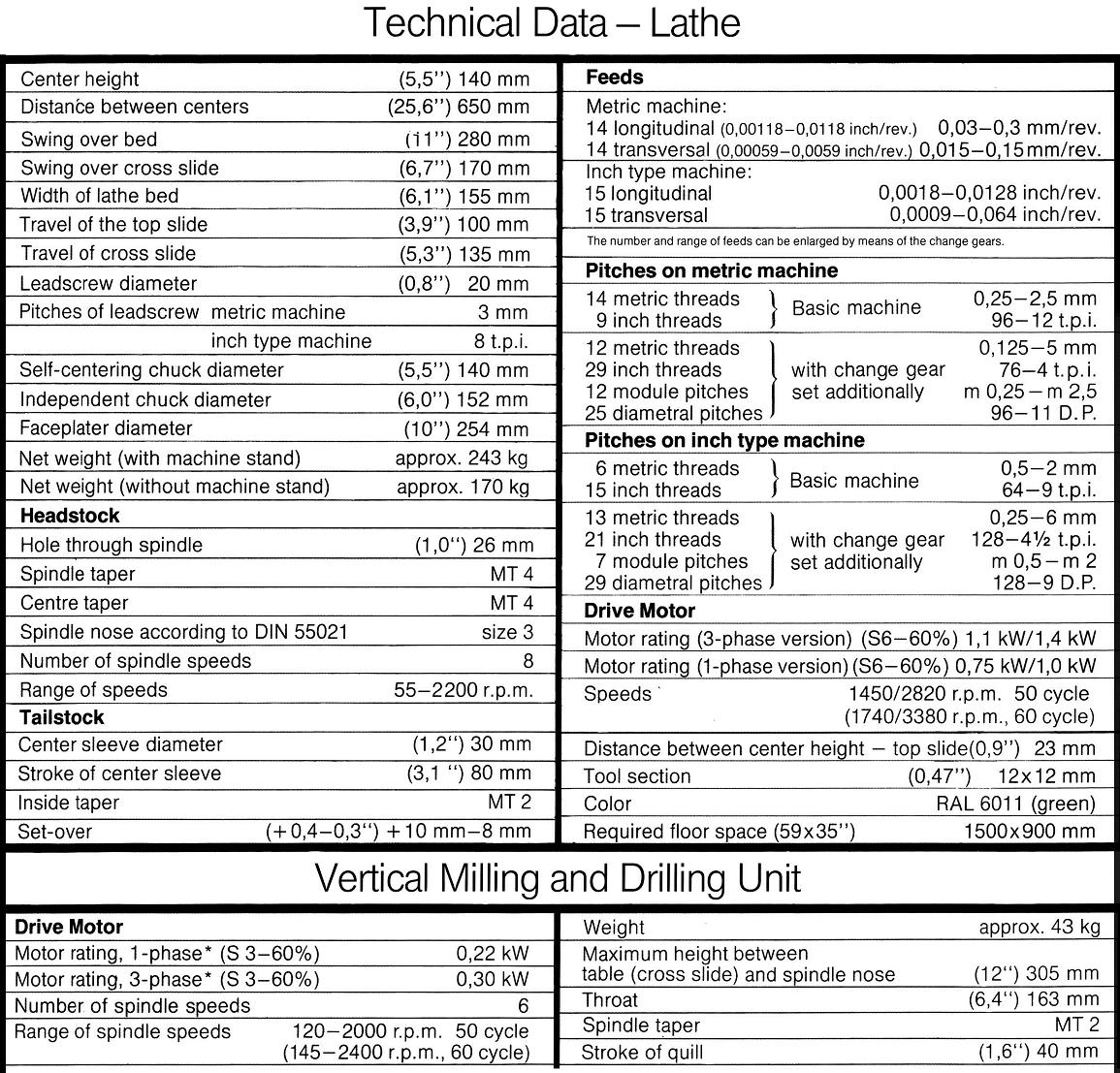
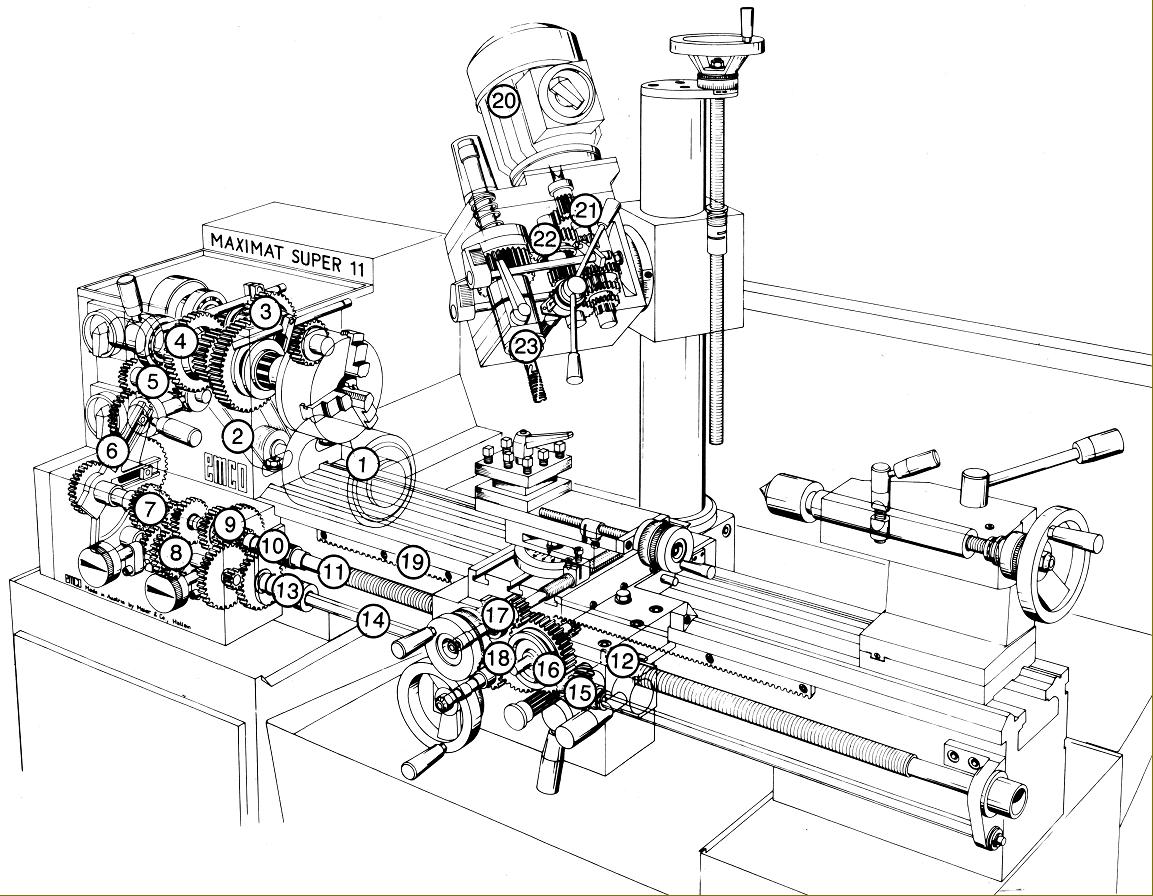
Although Emco built larger lathes, the Maximat Super 11 (with at 5.5" centre height and 25.6" between centres) was the largest machine in their range designed to appeal to both professionals and the more enthusiastic home engineer. With a hardened bed as standard it was available in both metric and English versions with a 3 mm pitch leadscrew on the former and 8 t.p.i. on the latter. Eight, geared spindle speeds from 55 to 2200 r.p.m were provided from a two-speed single or three-phase motor producing approximately 0.75 kW and 1.0 kW on low and high speeds respectively; drive from motor to lathe was by Poly-V belt. Early models had a 26 mm (1") hole was provided through the spindle that boasted a large 4 Morse taper fitting - later versions, cosmetically altered and badged as the Super 11CD (Big Bore) had a larger spindle with a 35 mm bore, a No. 5 Morse socket and a Camlock ASA 5.9 D1 size 4 nose. However, an "Economy" version was also listed with a DIN 55021 Size 3 nose that retained the spindle bore and Morse fitting of the original.
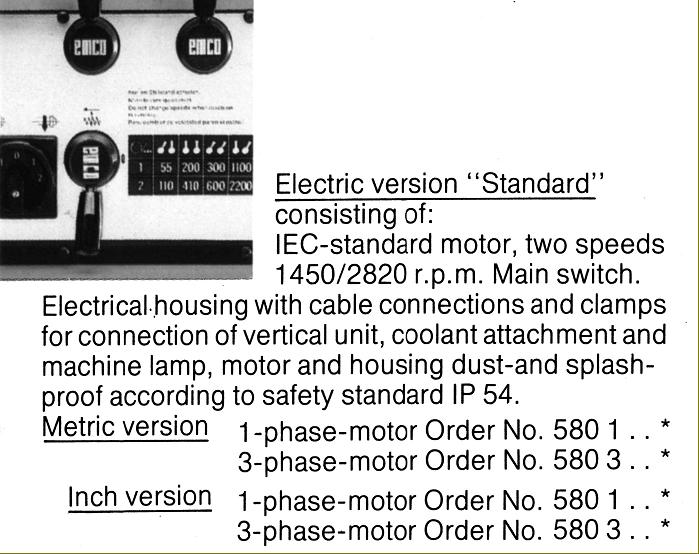
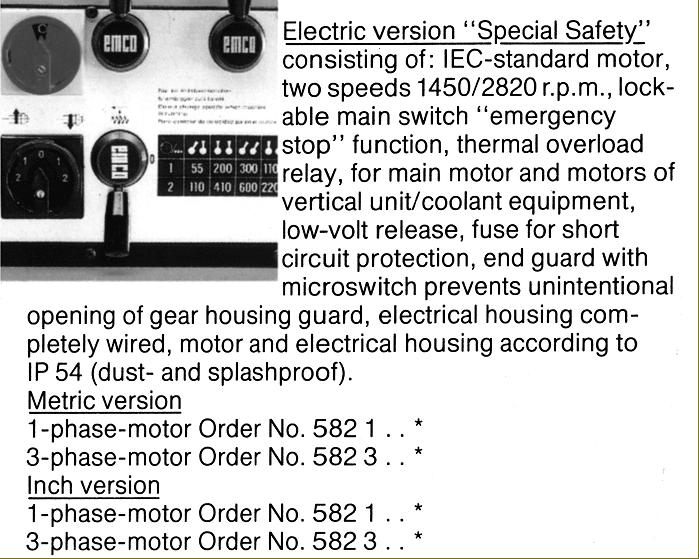
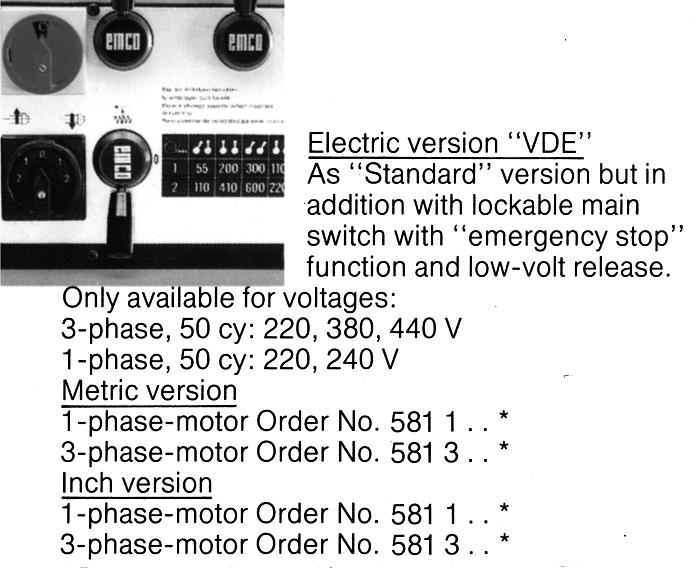
A screwcutting gearbox was standard, as were independent power sliding and surfacing feeds driven by a clutch-protected power shaft below the leadscrew. The leadscrew drive was fitted with an aluminium shear pin - and on no account should this be replaced by anything stronger. The feeds were both controlled from one convenient lever positioned at the tailstock end of the apron. Various types of electrical control gear were available, as were electrical safety packages and interlocks designed to appeal to educational and training establishments - these are shown below towards the bottom of the page.
First-hand reports from owners of these machines seem to indicate that they are capable of sustained hard work and accuracy. For the most part the headstock (with its heat-treated gears) runs quietly and the only reported fault is a tendency for the layshaft to develop a little end play - a problem that is easily fixed..
|
|
|
|
|
|
|
 |
|
|
|
|
Maximat Super 11 on the maker's cabinet stand with splash back, 6-speed vertical milling head, 4-way toolpost and Emco 3-jaw chuck. Although the milling heads are shown in the maker's literature canted over to run on their side it is wise to ensure that, if they are tilted over so far, they are not overfilled with oil. If they are, the simple oil thrower will not stop lubricant leaking into the electric motor.
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Maximat Super 11 the "basic machine"
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
The totally enclosed, oil-bath gearbox.
Metric machines:
a range of 14 metric threads from 0.25 to 2.5 mm and 9 inch threads from 12 to 96 tpi was available as standard. With an additional changewheel set the following extra threads were available:
12 metric from 0.125 to 5 mm
29 inch from 4 to 76 tpi
12 module from 0.25 to 2.5
25 diametral from 11 to 96 D.P.
English machines:
15 inch threads from 9 to 64 tpi
6 metric threads from 0.5 to 2 mm
With an additional changewheel set the following extra threads were available:
21 inch from 4.5 to 128 tpi
13 metric from 0.25 to 6 mm
7 module from 0.5 to 2
29 diametral from 9 to 128 D.P.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
 |
|
|
|
|
|
|
|
Headstock
The oil bath, headstock contained heat-treated gears running on adjustable taper-roller bearings. Eight speeds were provided: 55, 110, 200, 300, 410, 600, 1100 and 2200 rpm.
The spindle nose was a DIN 55021 size 3.
|
|
|
|
|
|
|
|
|
|
|
|
|
Drive system showing wide Poly-V belt
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|