|
Home Machine Tool Archive Machine-tools Sale & Wanted Later 12-inch Lathes Craftsman 9" & 12" Lathes Continued Here Craftsman Home Page Model 80 & AA109, Dunlap & Companion Lathes Last AA109 Model 109.21280 Early 9-inch and 12-inch Lathes Late-model 12-inch Lathes Craftsman 6" Lathe Mk. 1 Craftsman wood lathe conversion kit to metal SEARS Model 549-2892 8-inch Lathe (Re-badged Emco Compact 8) Craftsman Wood Lathes Courlan 109 Craftsman Metal Lathe Catalogs 1932-35 all machines produced during the period 1929 to 1966 |
|
Introduced in 1932, at $64.50, the original, lightly constructed 9-inch Craftsman "Metalcraft" lathe was really an early Atlas product - and virtually identical to that Company's own machine of the same capacity. Although "V" belts had been widely available from the early years of the 20th century they were in the form of a wide and clumsy sectional type (identical in concept to today's "T-Link" type) and often used on the final-drive system of less-expensive motorcycles (where their "soft" action took some of the roughness out of the crude power delivery then common). However, just post WW1, a revolution in transmission design was created when the first continuous-loop, narrow-section "wedge" belt was introduced - though it was to be nearly ten years before it became widely adopted. Atlas lead the way in its application to a small lathe when, in 1932, they introduced an entirely new model, the world's first small lathe with an integral all-V-belt drive system. With motor and countershaft attached to the back of the machine, there was no longer any need for the new owner to find a location in the workshop where he could spend the best part of a day struggling to install a wall or ceiling-mounted countershaft; this machine could be dropped onto a bench, plugged in and used within minutes of arriving home. Described as having a Compound V-belt Drive the lathe was of light construction, with a 9-inch swing (4.5-inch centre height) and also appeared in that year's printing of the Sears, Roebuck catalog as the Craftsman Metalcraft as well as being badged Partner - with both versions painted bright blue (it was also sold, rather confusingly, as the Metalmaster). Appearing only on those lathes with the cheap tin-plate changewheel guard, the Metalmaster and Partner badges were printed on the electrical cover - the inside of which contained, reflecting the true economy of the lathe, a standard-for-the-period household light switch…... |
|
Continued: |
|
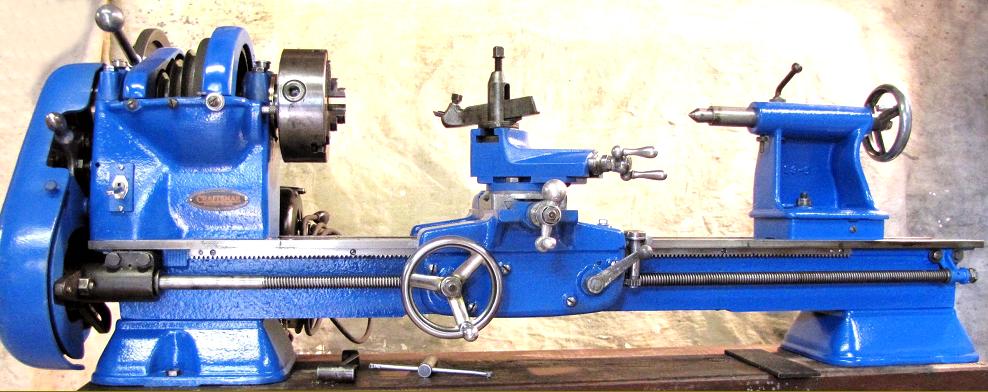
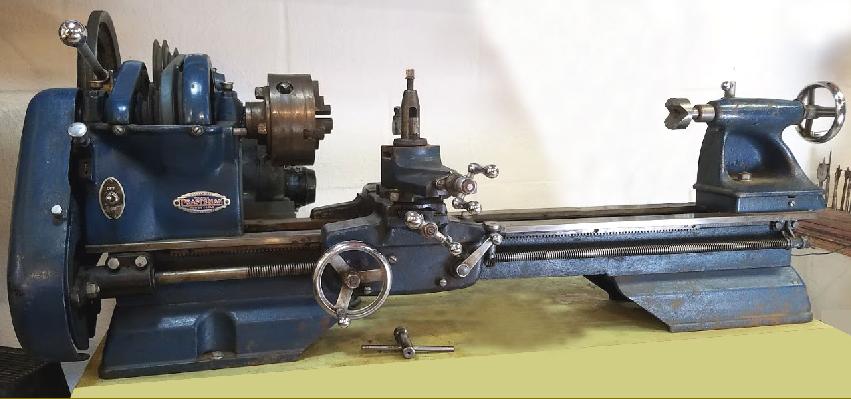
1932 Craftsman Metalmaster 9" x 18" 6 speed centre lathe with its revolutionary Collins all-V-belt integral countershaft system. In its basic form the lathe lacked both an electric motor and a compound slide rest (that was a additional $13 to the $64.50 cost of the basic lathe) - but it did have a full set of screwcutting changewheels, faceplate, drive dog, a (very cheap) household-grade electrical switch, a dial-thread indicator, two cutting tools and a motor pulley. |
||
|
The first of the new-style Craftsman 12-inch lathes as sold from late 1935 until, with several detail modifications, late 1936. This is a 16-speed, 24 inches between-centres model catalog Number "99 PM 2030". Based on a design first used for the 1935 Craftsman wood-turning lathe - which itself was a simplified version of the 1934 Atlas metal-turning lathe - from the very first model the swing was set at 12 inches (12.25" actual), some two inches more than the Atlas version that only achieved same size in the late 1950s when the long-lived 10F was heavily modified and re-introduced as the "12-inch". The saddle and apron were cast as one with short bracing flanges (just visible in the picture) supporting an extension of the saddle that formed the front part of the cross-slide ways. In order to get the cutting tool up to the increased centre height the base and upper casting of the top slide was considerably increased in thickness in comparison with the Atlas version - the difference being especially noticeable in the picture above and an easily-recognised feature of all Craftsman 12-inch lathes until 1958. Note the very light tailstock, an item soon to be greatly improved. |
||
|
Mid 1936 A very rare "interim" Craftsman 12" that combined a number of early and late features: the much-improved and thicker saddle (necessary to get the cutting tool up to height yet still with a thick upper casting of the top slide) the very first type of (bolt-retained) tumble-reverse mechanism on the changewheel drive - and the continuing, use of the early-pattern light tailstock. |
|
Sears were right to insist upon the use (for the Craftsman branded lathes) of a tumble-reverse mechanism in place of the awkward-to-operate leadscrew revering gearbox on the Atlas. The first attempt, shown here, required a spanner to operate and was quickly superseded (in a matter of months) by one with a quick-to-operate, spring-plunger lock. |
|
Craftsman 12" lathe 16-speed Standard as produced from late 1936 until late 1937 |
|
Craftsman 12" lathe 16-speed De-lux as introduced in late 1937 and manufactured until late 1939. |
|
Craftsman 12" lathe 16-speed Standard as introduced in late 1939 and manufactured throughout the Second World War in virtually unchanged form (again, the maker's picture is incorrect--the lathe used in the publicity material has a roller-bearing instead of plain headstock and a front headstock belt cover instead of an open drive. The tailstock was further improved by the fitting of an oil reservoir (in those days it would have held poisonous "white lead") with a dipper rod to lubricate the back centre. Note the longer bearing, held in a more robust housing, at the tailstock end of the leadscrew. In 1941 16 speeds were made standard across the range with a corresponding increase in price to $89.50 for the cheapest version. Prices continued to rise steeply as war-time conditions took over: in 1942 the range spanned $105 to $165 and in 1943, the last year that the Craftsman Power Tools Catalog was to appear until 1948, $125 to $179.50 - an effective doubling over the 10 years of production. |
|
A correct 12-inch Craftsman Standard of circa 1939/40 onwards. Unguarded headstock spindle drive belt, plain headstock bearings and, in this case, probably a slightly earlier design of tailstock. This lathe's specification tag reads: 101.07381 |
|
The first of the 12-inch lathes to have power cross feed were the 1939 De-lux 16-speed, Timken headstock bearing models. For the 1940 selling season -and anticipating larger increases to come -prices had rose slightly to span $79.95 to $155. |
||
|
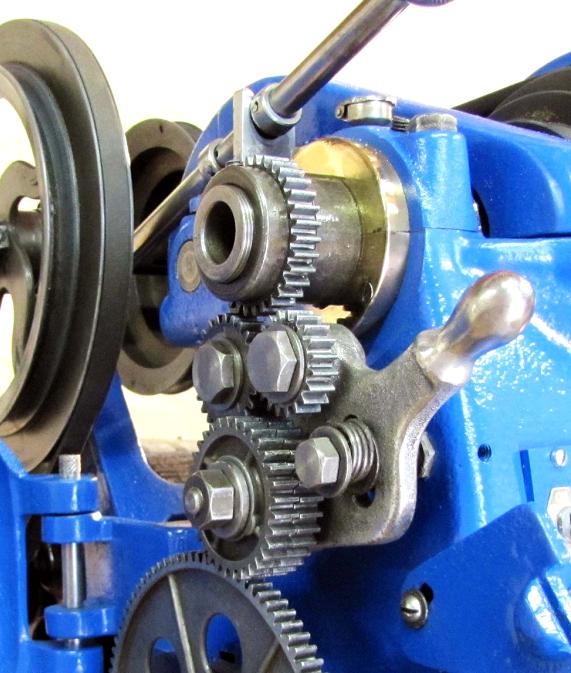
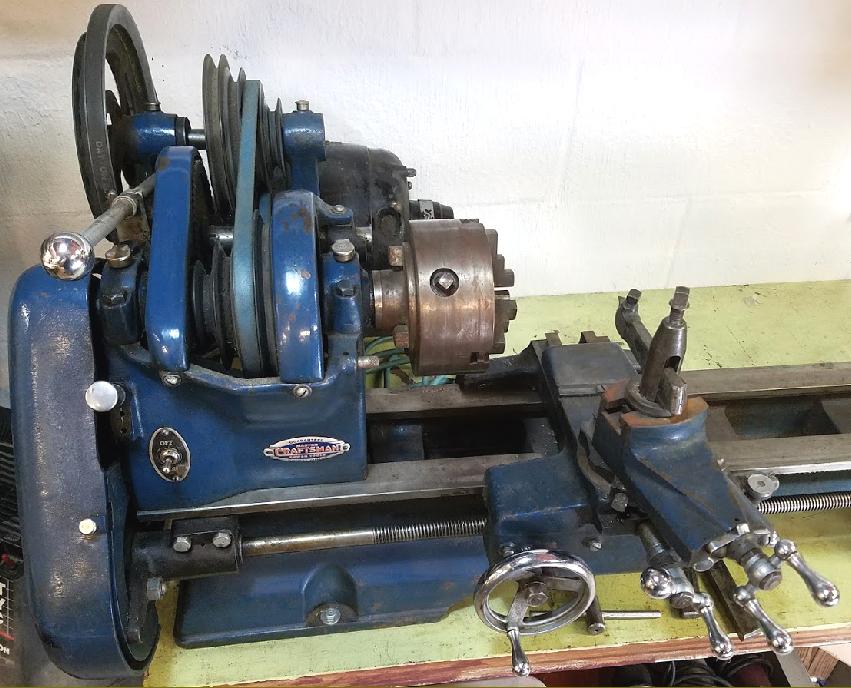
A useful range of 16 spindle speeds was available from the all-V-belt drive system with a double-step motor to countershaft pulley and a 4-speed headstock pulley. |
||
|
Instead of the usual quickly-adjustable, over-centre headstock belt tensioning mechanism the Craftsman made do with a very simple lever arrangement retained in place by vertical plate which engaged between or in front of two collars on the tensioning rod. A similar system was also used on a rare version of the Atlas/Craftsman 6-inch lathe but with the operating rod (tipped by a metal knob) protruding through the front face of the headstock. |
||


|
This picture makes clear the contrast between the more robust arrangements used on the Atlas version - where the headstock casting was extended rearwards to carry the backgear, and the cover pivoted off ears at the very back of the assembly.. |
|
|
||