 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Mikron, based in Biel, Switzerland, specialised in expensive, high-quality plain-turning and simple capstan lathes, milling machines and, in later years, machine tools for the mass production of small gears. Unfortunately the lathes and millers are no longer in production but many, having been well made from top-quality materials, are still in active use today. Mikron were also noted for their very high-quality castings with a suburb textured finish that was further enhanced by a plating process that gave the whole machine what can only be described as a beautiful "matt glow". During WW2 CVA, a British Company renowned for their high-class precision machine tools, needed a small, high-quality lathe to fill a gap in their product line and, instead of designing their own, took the shortcut of cloning what they considered to be the most suitable - the Mikron T90 (T is for "tour", the French word for lathe, and 90 the centre height in mm).
Although not confirmed, information gleaned from the area of Switzerland where Mikron was based points to some sub-contracting by Mikron (though on what basis is not clear) to the Gewerbeschule of Biel (a Government run school for apprentices). The Gewerbeschule in Basel, in a similar arrangement, used to manufacture, on a regular basis, a small milling machine and two sizes of lathe: the little "Piccolo" and a larger type, the "Basilisk" (a design taken over from its previous manufacturer "Kern", just across the border in D-Lörrach).
Models
As the intention was for the customer would select a suitable length and type of bed, together with a range of accessories (from amongst the over 100 plus on offer) and build up a machine to suit their particular requirements, no particular Model designations were used by the manufacturer. As with Schaublin lathes, the Mikron sub-assemblies (beds, headstocks, slides and tailstocks) were so accurately made that items drawn from the stores were guaranteed to align perfectly and there was no need to assemble, test and disassemble a machine before dispatch. Accessories could also be ordered years later in the full confidence that they would work perfectly in conjunction with other items - and require no fettling or fitting before they could be used. A variety of stands was also offered, some with built-on external countershafts and some with internal, variable-speed drive. All were very heavily built in cast-iron and with either wooden tops or cast-iron coolant trays.
By the late 1950s the basic lathe was still being advertised as the T90 - and it is under this label that the model will be referred to. Of exactly the same general configuration as any number of similar machines from other European manufacturers, such as Schaublin, Lorch, Leinen and G. Boley, the T90 also reflected the established design practice of such well-known American makers such as Stark (the originators of the precision bench type in 1865)and others including: Bottum, American Watch Tool Company, B.C.Ames, Bottum, Hjorth, Potter, Pratt & Whitney, Rivett, Wade, Waltham Machine Works, Wade, Pratt & Whitney, Rivett, Cataract, Hardinge, Elgin, Remington, Sloan & Chace, and (though now very rare) Frederick Pearce, Ballou & Whitcombe, Sawyer Watch Tool Co., Engineering Appliances and Fenn-Sadler.
Continued below:
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
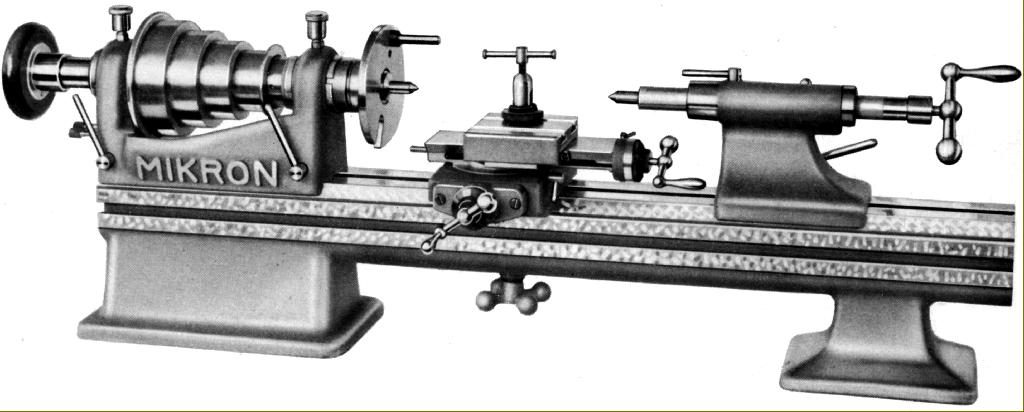
Mikron 90 mm centre height by 400 mm between-centres precision plain-turning lathe arranged for tool-making use with the No. 1 bed, No. 8 headstock, No. 21 slide rest and No. 38 tailstock
|
|
|
|
|
|
|
|
|
Continued:
Bed
Formed with a flat top and bevelled sides, the bed had a full-length T-slot along the top and front surfaces. The headstock, slide-rest assembly and tailstock were aligned by the bevels and locked in place by centrally-mounted bolts - those for the headstock and tailstock being lever operated by cams but that for the slide rest being fitted with a threaded, 4-spoke capstan handwheel.
Headstocks
Reversed in comparison with a conventional lathe, the 4-step headstock pulley of the ordinary headstocks sat with its largest diameter to the left (allowing the front bearing to be surrounded by a greater mass of metal) with drive by a 30 mm-wide flat belt. The cone diameters were 61, 79, 97 and 115 mm with the general speed range running from around 200 to 2000 r.p.m - though this was, of course, greatly affected by the type of drive system and motor employed. The end flange of the largest pulley was provided with two circles of indexing holes - 60 and 8 - with the latter made larger in diameter to allow for their use as a spindle lock. An amazing seventeen varieties of headstock were produced - many for specialist work - with the ordinary version (No. 8) usually fitted with a 17 mm bore spindle, threaded on the end, hardened, ground and then hand lapped to a perfect fit in its parallel-bore bronze bearings. Externally tapered, to allow fine adjustment of clearances by slotted rings, the bearings were lubricated by simple but effective top-mounted wick-feed oilers. A very similar headstock, the 8B, was equipped for heavy-duty work with double-cone bearings and another, the 8C, supplied with a backplate, centre holder and its centre permanently mounted. When the No. 8 headstock was equipped with a quick-action, lever-operated collet closer it was listed as the No. 10. However, it was not necessary to buy the complete unit, a No. 8 being convertible by the addition of the appropriate parts.
Continued below:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Mikron headstock No. 8 - the standard fitting for the toolmakers' lathe
Continued:
Two rather special headstocks stand out: a very rare version (No. 9) built with a 3 : 1 ratio epicyclic reduction gear inside (a model that can be identified by the small locking-pin lever below the left hand bearing) and one fitted with a robust, permanently-mounted thread-chasing apparatus (No. 12) designed for cutting the fine pitches used on microscopes and telescope bodies. 35 mm-long hobs were employed and arranged via gearing so that the ratio between the pitch of the hob and the work was 2 to 1. (i.e. the pitch of the thread-generating screw was twice that of the work produced). Fitted with a lever-action collet closer the No. 12 became the No. 13.
An interesting headstock was the No. 11, a version with a lever-action closer that that moved over the collet and pressed it inwards instead of pulling - the aim being to increase consistency of positioning by maintaining the relative position of the collet to the spindle regardless of slight variations in stock diameter. This arrangement was intended for consistently of tolerances in a production environment, better ultimate accuracy being afforded by the conventional pull-type closer.
For production use only, headstock No. 14 had a spindle bored to take bar up to 26 mm in diameter and to accept standard brown and Sharpe collets. Drive was by a two-step cone pulley (90 and 110 mm) with drive by a 40 mm wide flat belt. A draw-tube closer could not be fitted and the nose, being unthreaded, was unable to mount chucks or backplates.
Two headstocks, the No. 15 and 15, were sold with adjustable roller bearings, suitable for speeds up to 6,000 r.p.m. - the former fitted with a lever-operated collet closer, the latter with a draw-tube. Both had maximum collet capacities of 14.65 and 16 mm respectively and carried a single 65 mm diameter cone pulley for a 35 mm-wide flat belt. Even slotting was catered for (see accessories Nos. 36 and 37) with headstock No. 16 being specially constructed for the purpose. This had the usual 90 mm centre height and was mounted on a swivel base able to be turned 45° in each direction from zero. The nose was bored to accept draw-in collets of 14.5 or 16 mm capacity and provided with a thread to mount the usual chucks and faceplates.
Four versions of a very large spindle-bore headstock were also listed: No. 17, 18, 19 and 20. These resembled the ordinary No. 8 - with the hardened, ground and lapped spindle running in parallel-bore, externally tapered bearings tapered on their outside - but with a giant 40 mm hole. A 3-step cone pulley was fitted (diameters 104, 122 and 140 mm) with drive by a 35 mm-wide belt. The No. 17 used a draw-tube to retain collets (fitted with a ball-thrust race) while the No 18 was identical, but with a lever-action closer. Using the same basic casting and other parts, the Nos. 19 and 20 were intended for optical work on brass and mild steel tubing and came equipped with a built-in thread-chasing attachment. The screwcutting arrangement was identical to that supplied for the No. 12 with 35 mm long hobs and 2 : 1 gearing. The No. 18 used a collet draw-tube and the No. 20 a lever-operated closer.
Continued below:
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
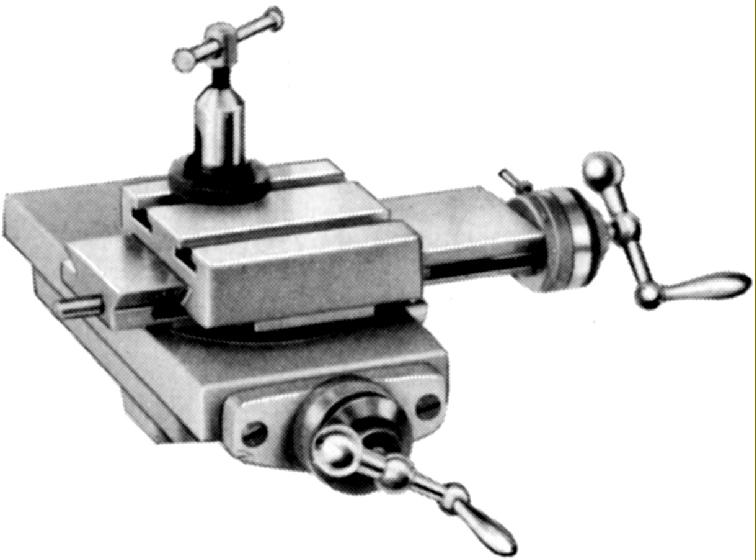
Accessory No. 20 the standard screw-feed slide rest
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Continued:
Slide Rests
Eleven versions of the slide rest were offered to cover the needs of both tool making and production. For ordinary turning a traditional screw-feed rest (No. 20) was recommended with both top and cross slides having 90 mm of travel. If a covered top slide was required (to protect the screw and ways from turning dust and swarf) the rest could be ordered as No. 21a--though this did involve a reduction in travel to 75 mm. On both slides the feed screws ran though backlash-adjustable bronze nuts, friction micrometer dials were fitted (calibrated in either 0.001" or 0.001 mm increments) and the top slide (which carried two T-slots) could be swivelled through 90° each side of zero. The standard toolpost was a simple "American" type, but adjustable in height by means of a screwed ring - exactly as introduced during the first decade of the 20th century by the American Derbyshire Company on their Webster-Whitcombe type watchmakers' lathes
For heavy-duty work Mikron offered a strengthened slide rest (No. 22) with larger-diameter, coarse-pitch feed screws and an exposed, non-slotted top slide that was limited to a swivel of 45° each side of the centre mark. The slide was supplied as standard with a heavier, claw-type toolpost (designed to accommodate 10 mm tools) metric-pitch feed-screws and smaller-diameter micrometer dials marked in 0.02 mm intervals.
Production work was catered for by a number of slides, including the popular No. 23, a screw-feed, cut-off type with coarse-pitch feed-screws (some may have been fitted with double-start threads) that mounted front and rear toolposts and screw-adjustable stops for both forward and backward motions. Three toolposts were provided: two standard and one to take parting-off tools. If a quick-action slide was required the unit could be ordered as No. 24, with lever operation by rack-and-pinion gearing.
For more complex machining operations slide No. 25 could be ordered - a compound type with lever feeds to both motions and a rear toolpost on the cross slide. Each axis was fitted with an adjustable 3-position rotating stop and the extra-heavy top slide with its wide, bevelled ways could be swung - but only through a total of 30°. If greater flexibility in turning was required - perhaps a mixture of repetition and hand-finishing work - the slide could be supplied as the No. 26 with a screw-feed top slide - though this meant a reduction in the number of stops to just one per axis. If screw feeds were need in both directions the slide could be fitted with a cross-feed screw of quick-travel, coarse pitch, a fine-feed top-slide and ordered under part No. 27.
Grinding - either cylindrical or surface - could be accomplished by using slide No. 28 with its top slide able to be rotated through 360° and a travel of 100 mm of travel. The top was specially machined to mount the high-speed grinding and milling spindle No. 66.
One very special slide, the No. 29, was produced for spherical (ball) turning and incorporated a top slide rotated by worm-and-wheel gearing. It was able to generate spheres of up to 60 mm in diameter with its centre of rotation moveable from 0 to 40 mm. Tools up to 9 mm in diameter could be fitted and the unit could be rotated through 360°.
Adapted from watchmakers' lathe practice, the slide No. 30 was intended solely for use in pivot polishing (burnishing). The unit was mounted on a swivelling base - which could be swung through 45° in either direction - and both slides were fitted with micrometer-adjustable stop screws. The top slide had 15 mm of travel - more than adequate for the jobs likely to be encountered - with the largest diameter of pivot that could be ground being 2 mm. A special tailstock, No. 46 with a swing-action centre, was produced to accompany this fitting.
With many special tools being required in the manufacture of mechanical watches, clocks and instrumentation the need for one-off or modified cutters was a frequent occurrence. To assist with their production slide No. 31 was offered, a relieving unit that could accommodate material up to 60 mm in diameter. The slide travel, of up to 25 mm, was driven directly by a cam that imparted an oscillating motion. A bracket, which bolted into the bed's front T-slot, carried the drive part of the unit and included a set of changewheels with 7, 8, 9, 10, 11, 12, 14, 15, 16, 18, 20, 22 and 24 teeth.
In addition to the various slide rests a vertical milling slide, with 80 mm of travel, was also listed. This was catalogued as No. 32 when fitted either the 60-hole indexing unit (to accept collets No. 55, or the special indexing attachment No. 106. When equipped with the high-speed milling quill No. 112 - designed for collets No. 56 - the slide became accessory No. 33.
Continued below:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
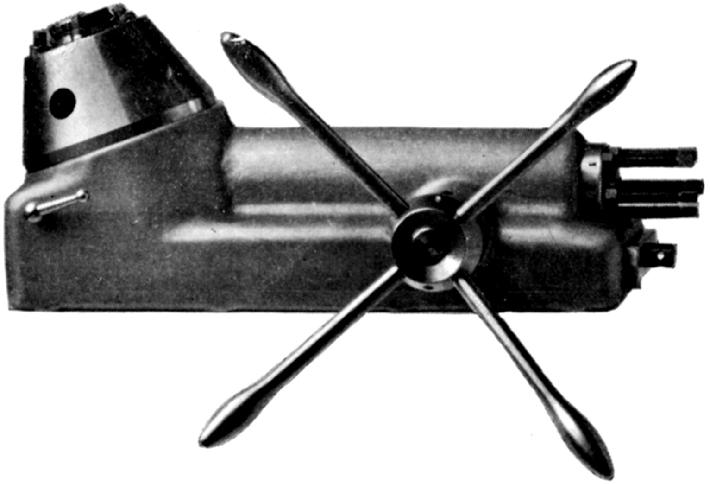
Bed-mounted capstan unit No. 24
Continued:
Capstan and other bed-mounted Slides
For serious production work a 5-station indexing turret was available under accessory No. 34. This had a slide travel of 100 mm by rack-and-pinion gearing operated by a 4-spoke capstan handwheel. Bored to accept 18 mm tools the turret was automatically indexed on the return stroke. However, for occasions when the turret needed to be spun round, a small release lever was provided to disengage the pawl. For more complex work, and the use of unusual tools and toolholders, the 80 mm travel, 6-station turret No. 35 was listed. This unit had the rotating head mounted on a 40 mm travel cross slide (operated by a handwheel and coarse, quick-action thread) together with a six-position rotary stop. Instead of being rotated by the longitudinal sliding action the turret (bored for 18 mm tools) was indexed by a lever on top that simultaneously unlocked and turned it.
If a hand-operated slotting action was required Mikron supplied attachment No. 36, a bed-mounted longitudinal slide operated by a capstan handwheel and fitted with a vertical slide on its end that could also be moved sideways. Travel of the bed slide was 90 mm and movements of the compound slide on the slotting head 40 mm across and 30 mm vertically (the latter two with 0.01 mm micrometer dials on their feed screws). All movements were limited by adjustable stops. The attachment was also offered fitted to a special lathe that used the No. 2a short bed and the No. 16 indexing and swivelling headstock. For serious production use a powered version of the slide was available under accessory No. 37. This had 40 mm of longitudinal travel, operated by a cam, and a cross travel of 20 mm. Both units were fitted with swing tool holders bored for 9 mm round bits.
Tailstocks and Drilling Attachments
On this class of lathe, as the tailstock assumes an importance almost as great as the slide rests and capstan units, Mikron went to great trouble to ensure that a suitably wide choice was available. The basic unit, No. 38, was locked to the bed by a powerful cam action arm, with a permanently fitted operating lever, and carried a screw-feed barrel. Fully supported within the casting, no matter how far extended, the barrel had 80 mm of travel, was engraved with ruler calibrations and driven by a 1. 5 mm pitch feed screw that also served to automatically eject the No. 1 Morse or (similar sized) Jarno centre. Available fittings included the usual full and half-centres in tool-steel or solid carbide; precision revolving, large centre revolving, an unusual eccentric V (30 mm diameter, 90° angle with the pad cut away 3 mm short on one side); standard V-pad, plain pad, a micrometer offset type, several standard key-operated chucks and two precision keyless chucks. An unusual "spring-actuated" type was also offered, the No. 39, with a horizontal lever to withdraw the spindle. This version had a reduced barrel travel of 70 mm - but the operating arm could be adjusted to a convenient operating position and an adjustable stop collar was fitted. If a really heavy-duty tailstock was required the makers recommended the No. 40, a lever-operated model with 100 mm of barrel travel and able to carry draw-in collets of 14.5 or 16 mm bore.
In order to provide a tailstock with a vertical operating handle the makers produced the No. 41, a type with a different casting but of otherwise identical specification to the No. 40. Both No. 40 and 41 could be fitted with a draw-tube-held 4-station indexing turret head (No. 90) for light repetition work and, when so equipped, were listed respectively as the No. 42 and No. 42a. The inclined head was bored to take 18 mm tools but had to be unlocked by hand, indexed and then locked again by using a small lever to release the pawl.
Other "tailstocks" were more complex - and should really be described as powered drilling attachments. No. 43 (above) was a substantial unit with a 6,000 r.p.m. plain-bearing spindle moved through its 80 mm of travel by lever action and rack-and-pinion gearing. The end of the spindle was bored to accept collets up to 6 mm capacity (No. 43a) and a single 50 mm diameter by 20 mm wide pulley was fitted that, to avoid the transmission of belt pull, ran in its own ball bearings - a peg on the inside of the pulley driving the spindle. Drilling tailstock No. 44 was an especially massive affair with an 80 mm travel spindle bored to accept 14.5 and 16 mm capacity collets. A 2-step drive pulley was fitted (with cones 80 and 105 mm in diameter and 30 mm wide) running in its own ball bearings. The 3,000 r.p.m. plain-bearing spindle was moved by a 4-spoke capstan handwheel through rack-and-pinion gearing with an adjustable stop ring for repetition work.
An interesting high-speed (2,500 r.p.m.) high-speed tapping attachment (No. 45) was offered, fitted with fast-and-loose pulleys and a very sensitive depth stop. The spindle end accepted both tap and die holders and was designed for work up to 6 mm in steel and 8 mm in brass with a maximum work length of 40 mm.
A special tailstock, No. 46, with a swing-action centre, was produced to accompany the No. 30 pivot-polishing slide..
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
Mikron T90 precision plain-turning lathe as produced from the 1930 until the 1960s. This model has the rare (No. 9) epicyclic headstock and changewheel-driven screwcutting and power feed to the top slide
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Accessory No. 20 the standard screw-feed slide rest
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
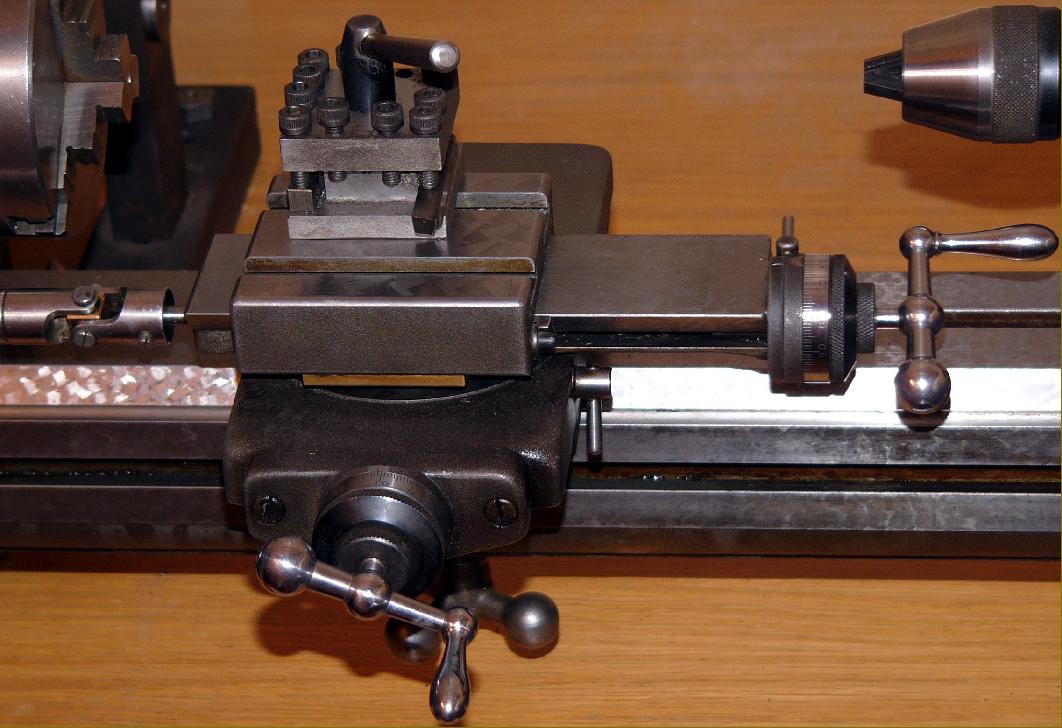
Above and below: the superb finish of the Mikron castings is clearly evident
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
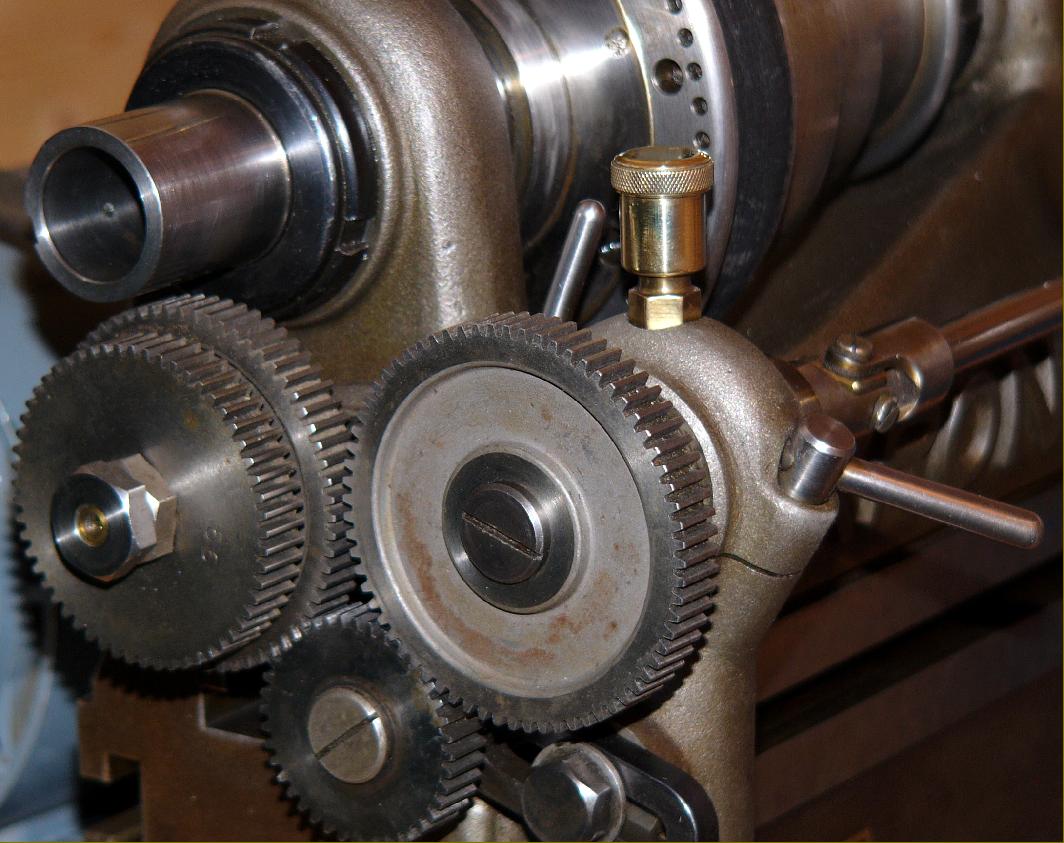
The two lower levers on the face of the headstock were used to lock it to the bed while the third, at the left-hand side and partially hidden behind the power-feed support bracket, was the locking-pin lever for the speed-reducing epicyclic gear mechanism
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
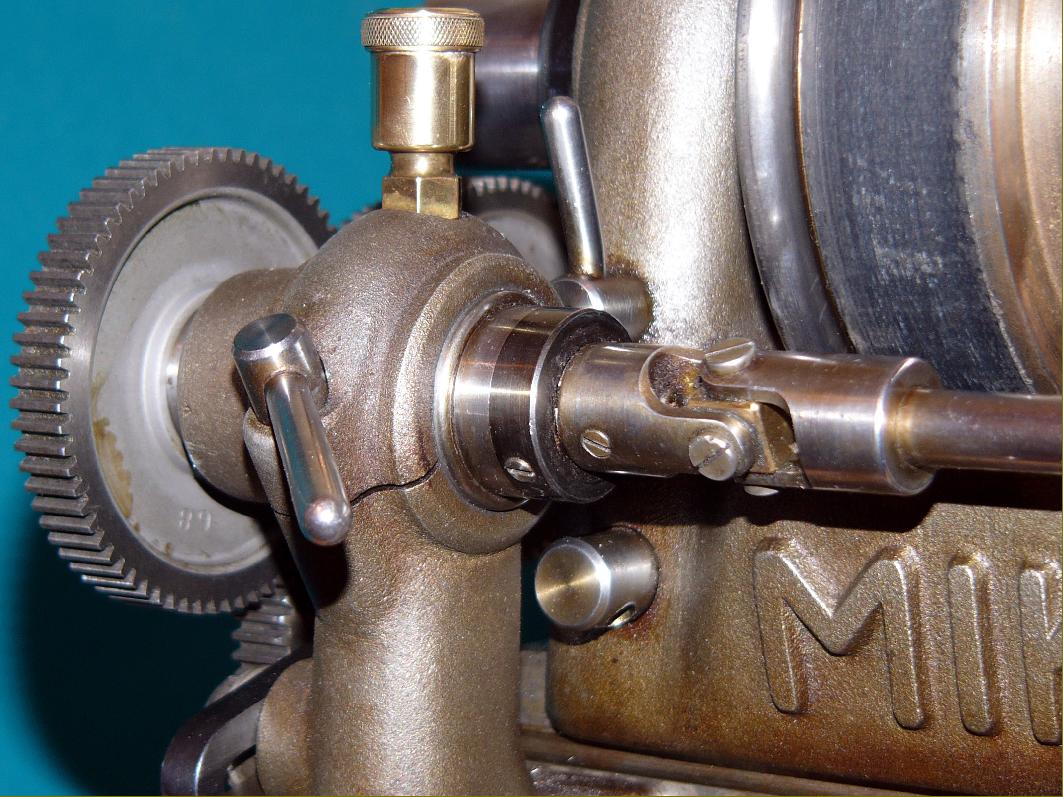
Detail of the changewheel drive to the screwcutting mechanism. The headstock spindle gear is not fitted
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
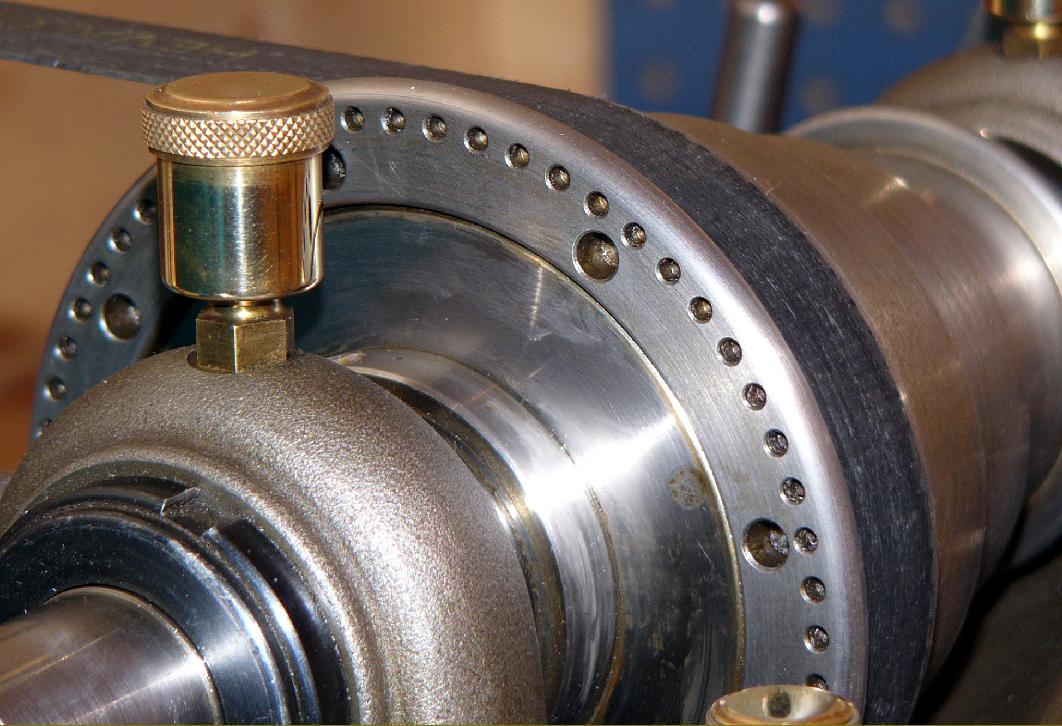
The end flange of the largest pulley was provided with two circles of indexing
holes - 60 and 8 - with the latter made larger in diameter to allow for their use as a spindle lock
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|