|
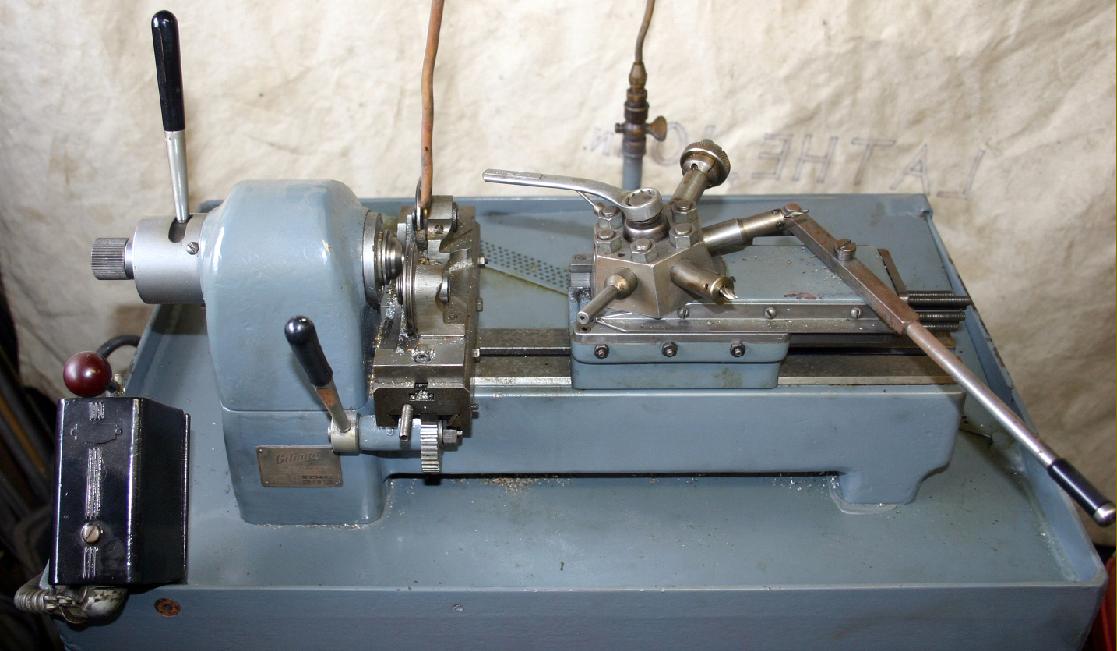
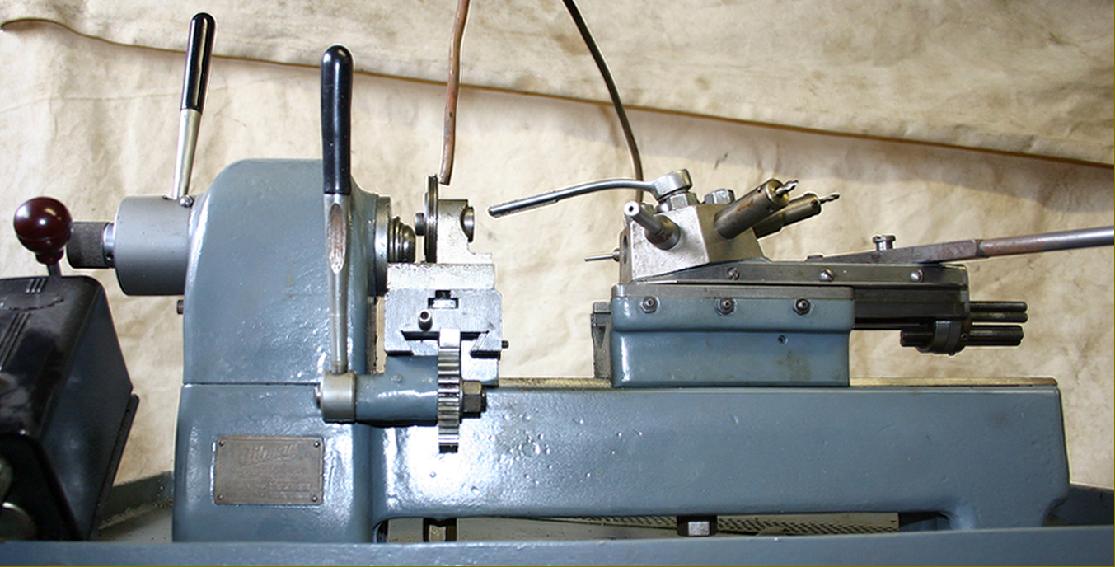
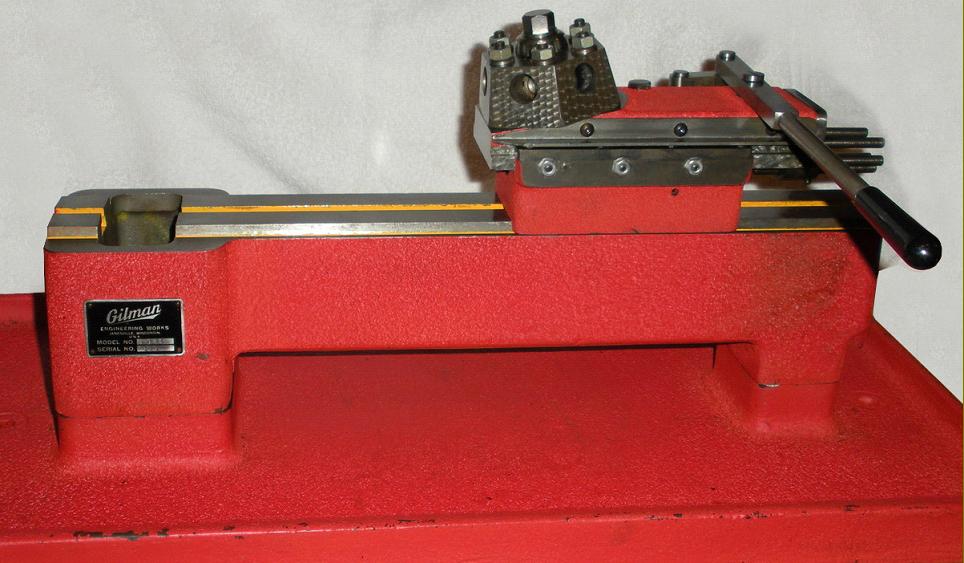
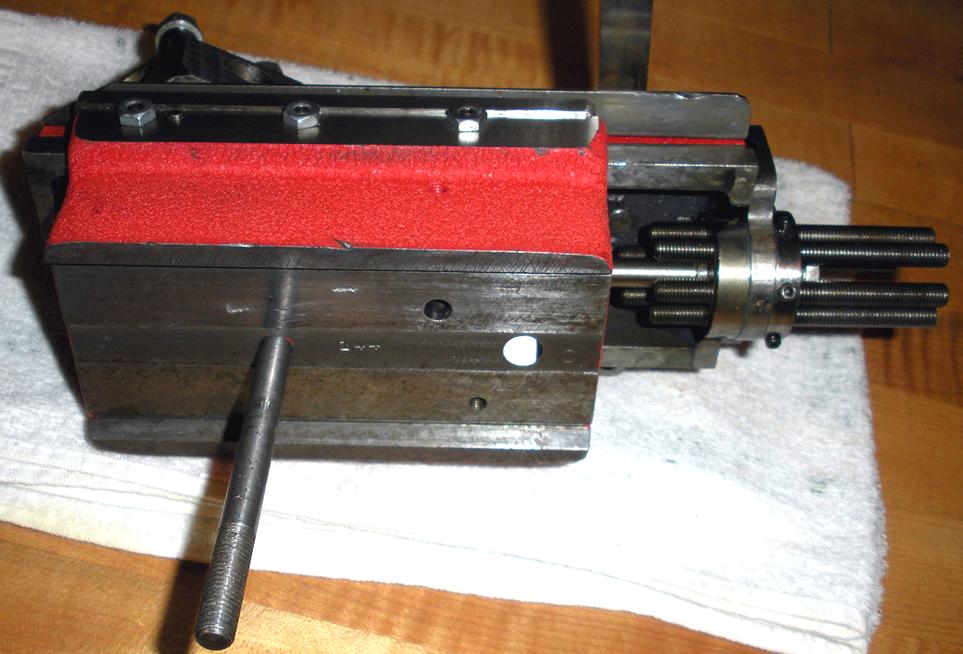
Gilman, a precision engineering Company based in Jamesville Wisconsin, was known for two machine tools, a small precision lathe and a rather wonderful, very compact "Four-in-One" built for an American Government contract during WW2 and intended for use on board small navel ships and shore stations. The machine combined several functions: a screwcutting lathe, drill press-cum-light-duty vertical miller with both fine and rapid feeds to the quill, horizontal miller and borer. With its drive system contained in the heavy cast-iron base, the lathe featured a flat, English-type bed with narrow vertical side guides, a twin-tumbler screwcutting gearbox that was built (to help make the machine as compact as possible), into the support foot, power sliding and surfacing (it appears that a feed gearbox was positioned at the right-hand end of the bed) and a headstock whose casting was extended rearwards to provide a mounting for the horizontal milling machine's round overarm.
It is likely that the standard, fully machined cross slide would have been replaced by a T-slotted boring table when used the machine was to be used as a horizontal borer. The only known surviving example is held in the superb American Precision Museum in Vermont, a site well worth an extended visit or viewed on-line. However, what Gilman eventually became best known for was the manufacture of special machines for handling small parts. The founder, one George Gilman, began work in his garage during 1936 to produce small lathes - but then moved on to specialise in the designing and building of automatic, semi-automatic and one-off machines for special applications to a customer's special requirements. In 1946 the Company took the name Gilman Engineering and Manufacturing Co. and in 1948 was purchased by the Parker Pen Company to design and build for them special automatic assembly systems. In 1963, still retaining its specialist skills in the design and manufacture of assembly systems, Gisholt (of Madison) bought the concern to become a division of Giddings and Lewis of Fond du Lac. Today Gilman is aligned with Johann A. Krause Maschinenfabrik GmbH a Thyseen production systems company based in Bremen, Germany.
According to sources at Derbyshire (well-known makers of miniature precision lathes) during 1940 Gilman approached them with a proposal to manufacturer a small, dedicated turret lathe; however, Derbyshire was not interested, war production was beginning and, small parts being needed for fuses and suchlike, Derbyshire were working on their ultimately very successful Micromill. Having been rebuffed, Gilman went ahead and, with products that resembled those of Derbyshire (and taking Derbyshire Magnus-Elect collets), went ahead with the design and manufacture of their own machines.
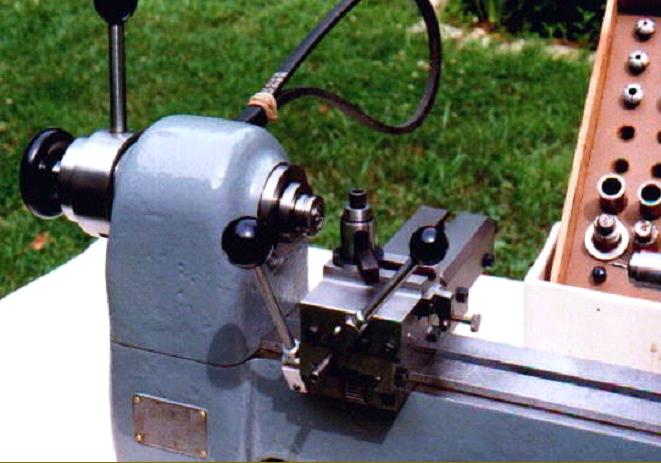
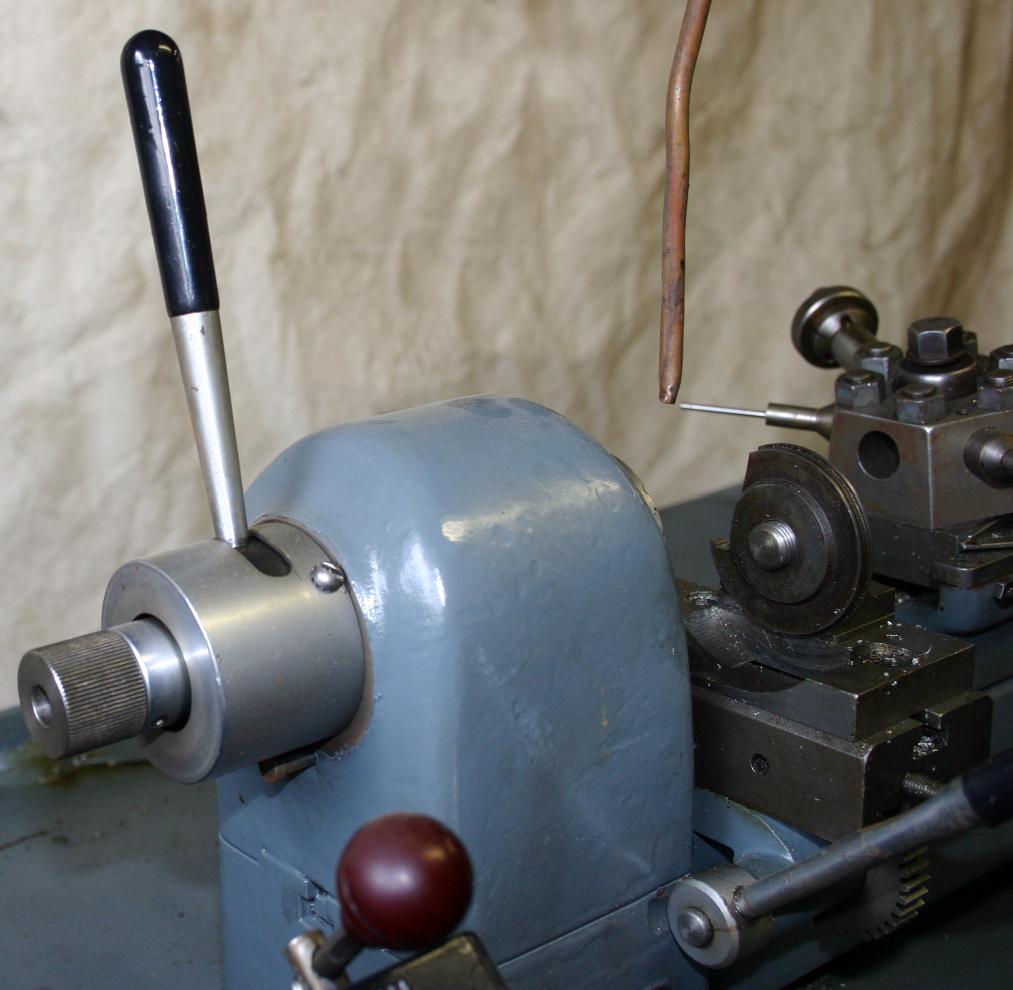
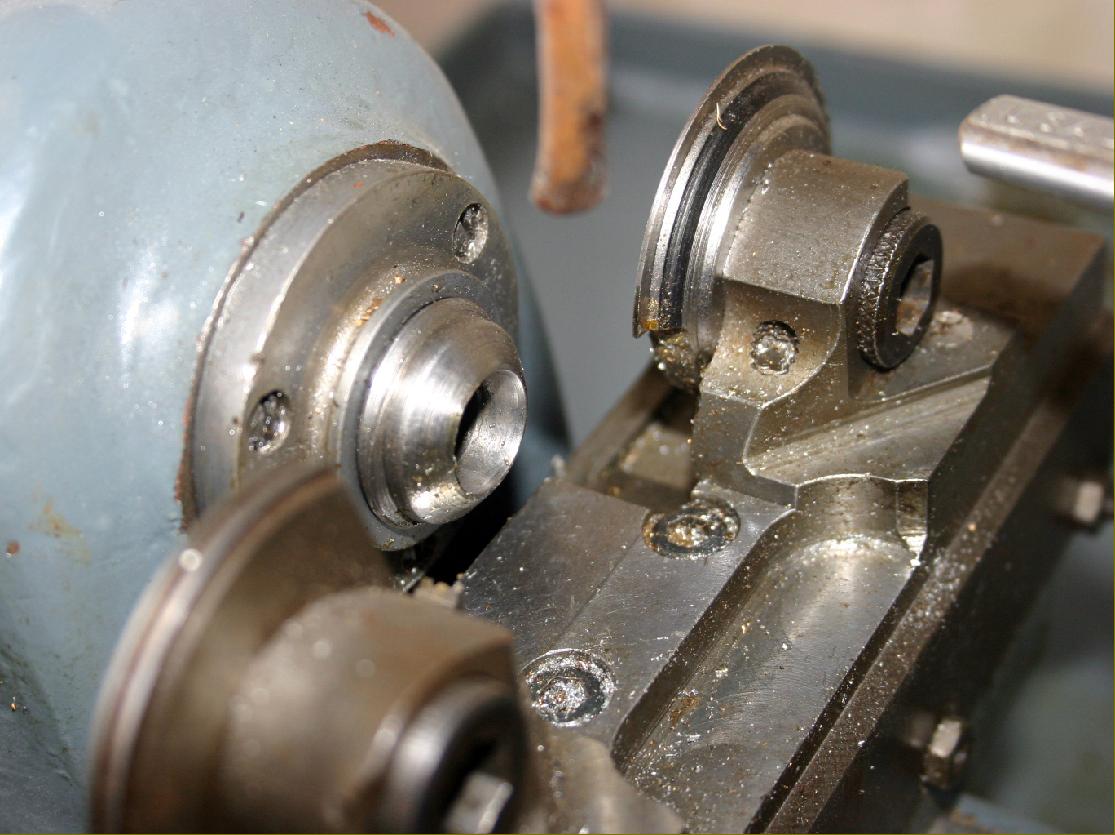
With quality uppermost in the mind of the designer, the alloy-steel, heat-treated and balanced spindle ran in pre-loaded, Class Five, sealed-for-life ball-bearings with a double row at the spindle nose and a single row at each side of the collet closer mechanism. Instead of multiple V-pulleys (and problems connected with slight differences in belt tension between speeds causing vibration), a variable-speed drive unit was employed that, driving by a single V-belt (that could be arranged to pass downwards to an under-bench drive or to the rear through a slot in the headstock casting), gave a range of speeds from 600 to 5000 r.p.m.
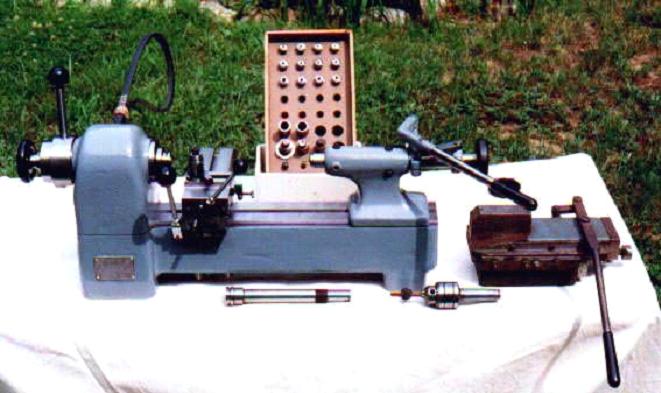
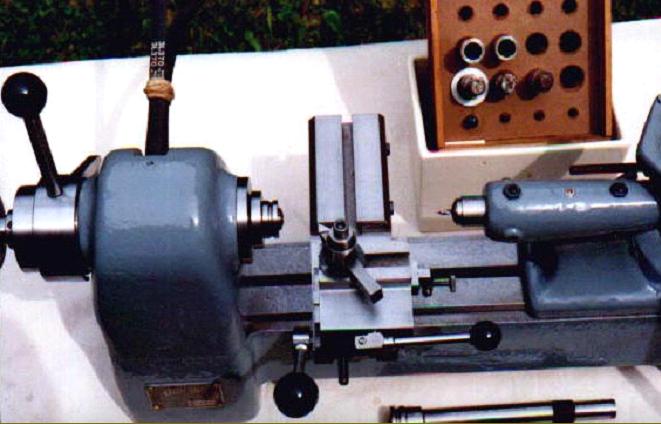
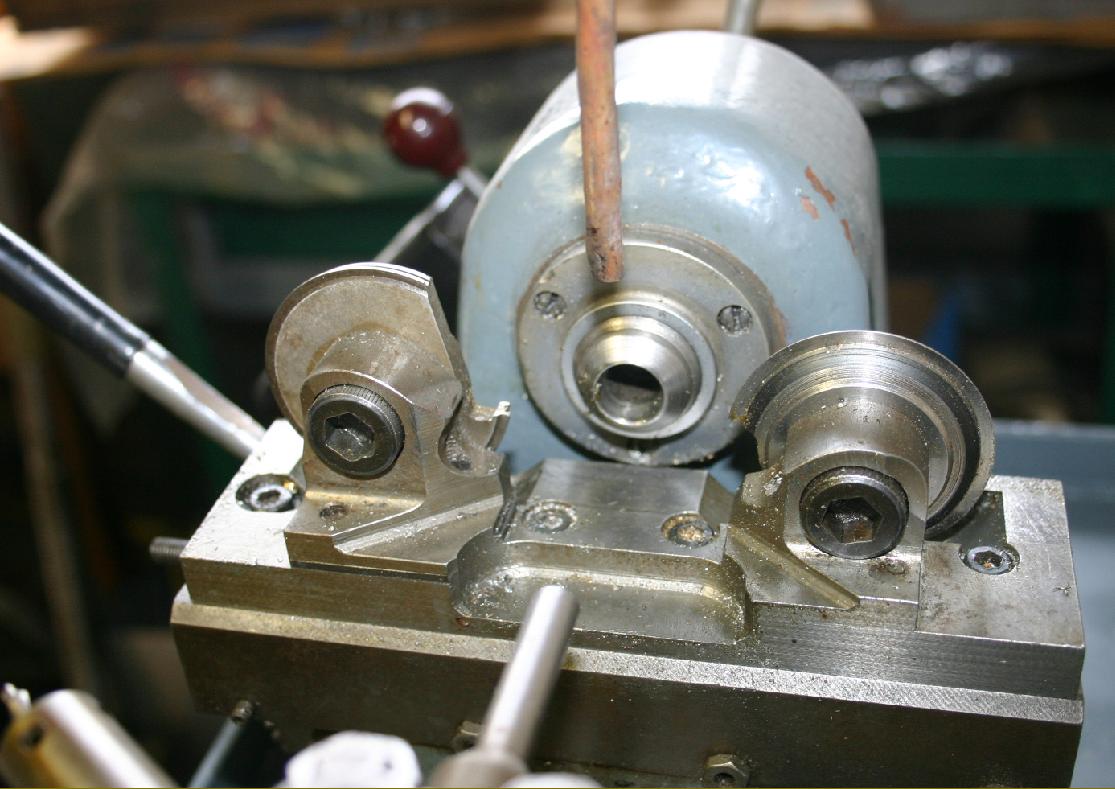
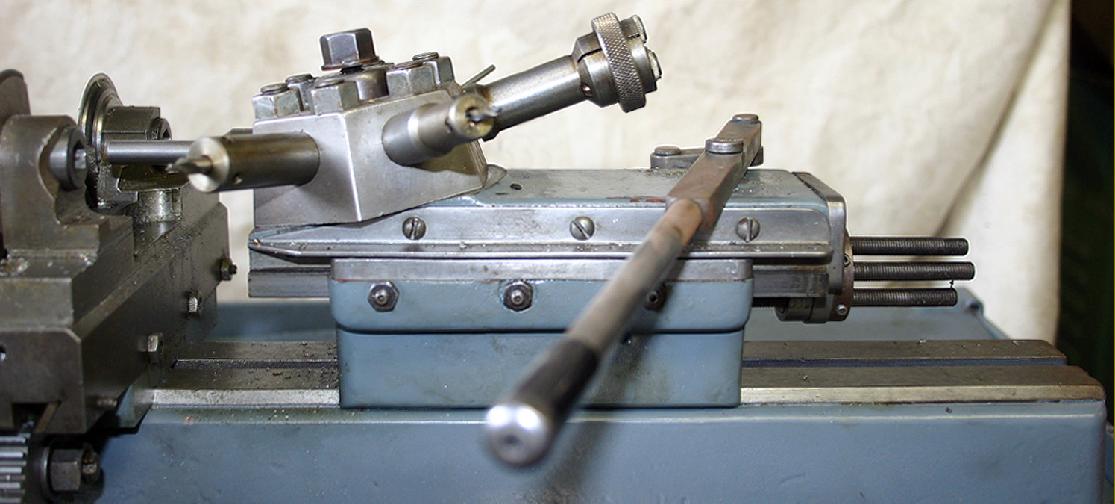
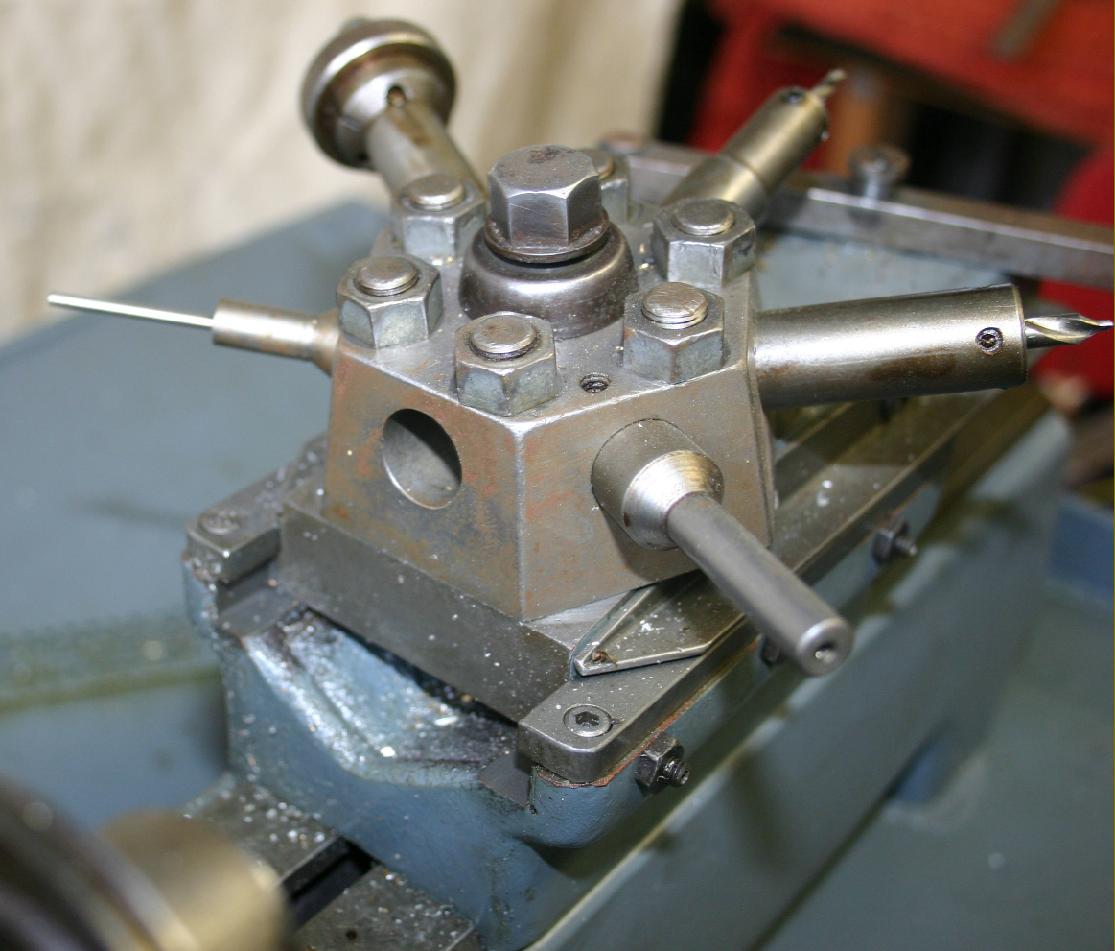
Instead of just a capstan lathe, the Gilman was offered in the usual range of three models common to most other makers* of the type: toolmaker (screw-feed compound slide rest and tailstock), second-operation (generally with lever-feed controls) and production (with turret and cut-off slide). All shared a common centre height of 3.125" and accepted collets with a maximum through capacity of 0.315".
An important component of the Toolmaker's lathe was, of course, the compound slide rest - and this unit appears to have been an indigenous Gilman design, its appearance quite at odds with those from established makers. Fitted with fully shielded and ground feeds screws in an alloy steel, the cross-feed travel was 1 .75" and the top slide 2" - both rather small but quite in keeping with the lathe's intended function. Although inch screws were fitted as standard, with the micrometer dials graduated at intervals of 0.001", metric ones could be fitted as an option when the dials were calibrated to show 0.01 mm.
After WW2 Gilman abandoned lathe manufacture and are reported to have shipped their leftover product range and plans to Derbyshire - who then adapted some of the Gilman designs as their own. In Derbyshire catalogues of the time conventional and lever-collet closers and another items can be seen that are identical or closely based on Gilman items with, in addition, two distinct types of capstan turret head displayed, one of which is obviously a Gilman copy while both the Derbyshire "A" and "750" enclosed headstocks lathes looks suspiciously Gilman-like.
Should any reader have a Gilman machine tool, or literature, the writer would be pleased to hear from you.
* In America these included: Levin, Bottum, American Watch Tool Company, B.C.Ames, Cataract, Crystal Lakes, Derbyshire, Elgin, Hardinge, Hjorth, W.H.Nichols, Potter, Pratt & Whitney, Remington, Rivett, Sloan & Chace, Wade, Waltham Machine Works, and (though now very rare) , Frederick Pearce, Ballou & Whitcombe, Sawyer Watch Tool Co., Engineering Appliances, Fenn-Sadler, "Cosa Corporation of New York", UND - and possibly Bausch & Lomb..
|
|