|
Aciera F Series precision milling machines were eventually to be built in several versions: the first, in the 1930s was the F11 followed, in 1943, by the quite different and super-precision F12; after this, in the late 1940s, came the long-lived and very popular F1 and (rare) F2 - with both designed for clock, watch and instrument work. Larger machines were the more general-purpose F3, F4 and F5 models. In addition, by the early 1970s, a limited number of production variants were also being manufactured designated F1N, F1h, F1NC, F3EC and F5NC.
Beautifully made, every detail of the F3's construction carefully considered - though naturally the machine was expensive and, in the late 1950s, one with a reasonable amount of equipment, a vertical head or two, sets of collets and a selection of tables, was over £1000 - an amount that would, at the time, have bought a reasonably good detached house in the north of England.
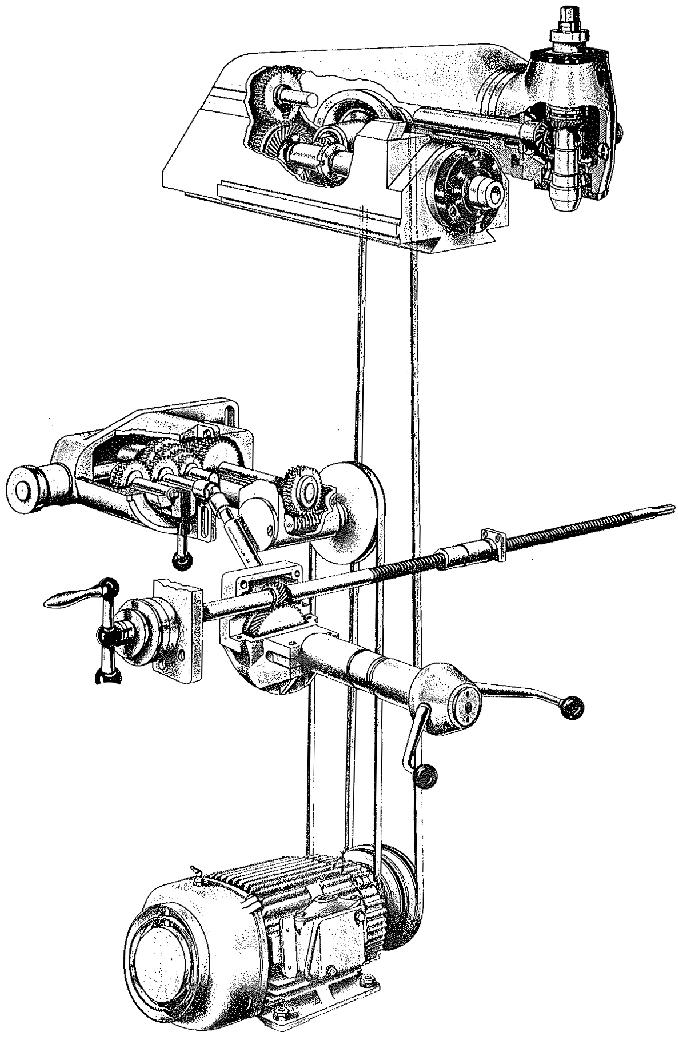
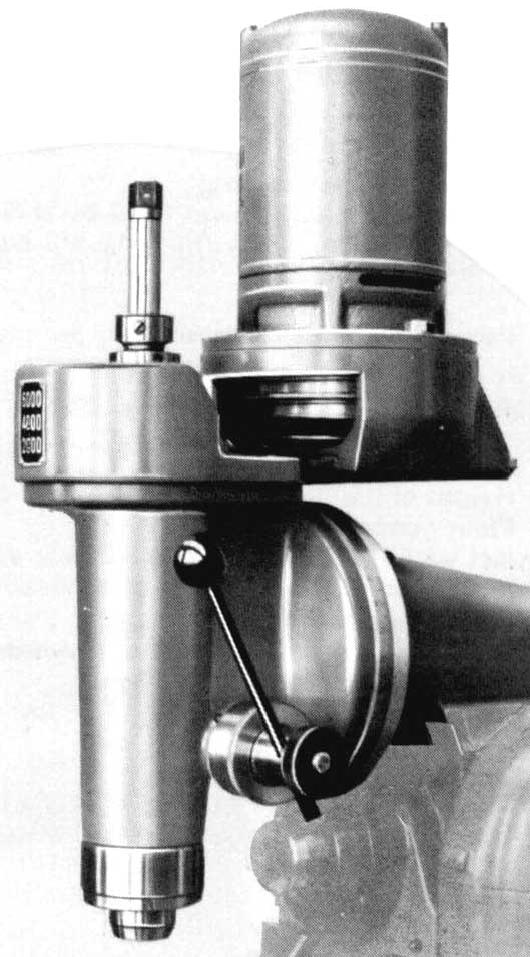
Manufactured in two models, early and lathe, with the older easily recognised by its rounded, 1950s styling and the later by its very angular appearance, the F3 was intended to compete with the Deckel FP1--and machines of a similar layout from a number of other European makers*. Fitted with variable speed drive by expanding and contacting pulleys, the F3 is usually found with a 2-speed 0.75/2 h.p. (0.6/1.5 kW) motor that gave horizontal spindle speeds from 95 to 1500 r.p.m. on early models and up to 2000 r.p.m. on later versions; the standard, direct-fit vertical head (powered from the same drive as the horizontal spindle), turned at up to 2500 r.p.m. - all these speeds being on 50 cycle motors with 60 cycles giving an increase of around 20% .
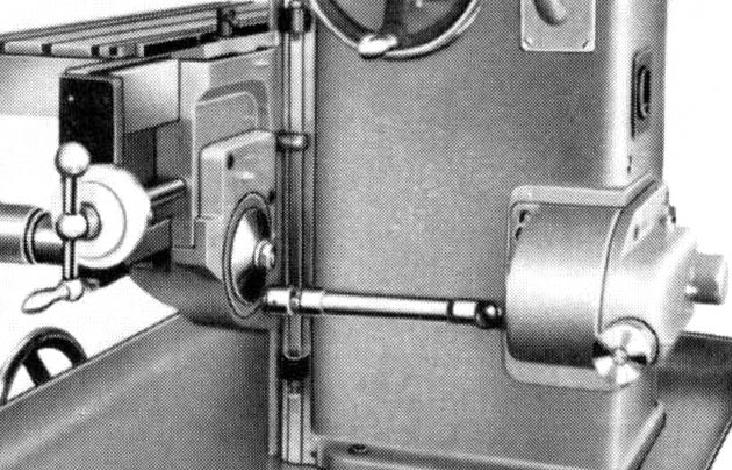
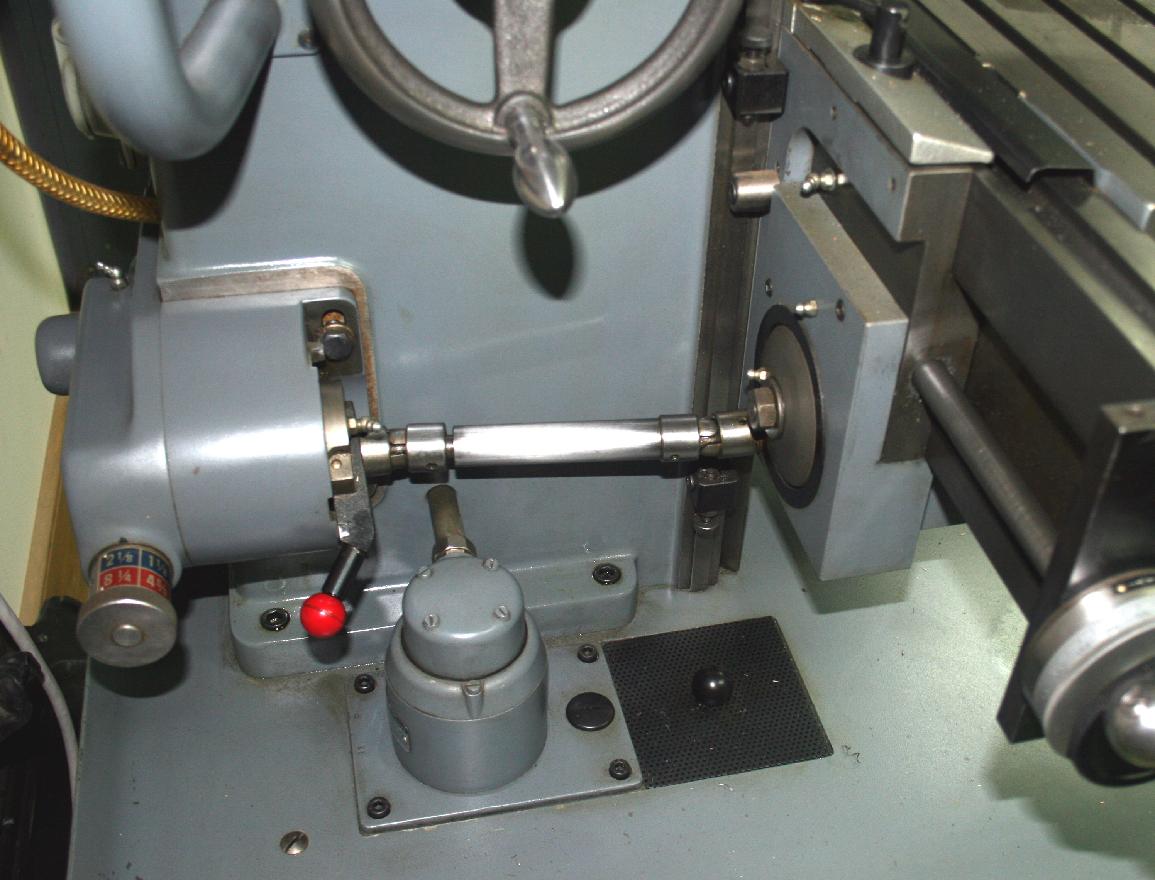
As used on ordinary millers, there was no fixed horizontal table; instead, a choice of three tables was offered. The tables were: a fixed horizontal type; one able to be tilted left to right and the essential, fully tilting and swivelling universal. While the latter table allowed the machine to be used to the limits of its considerable versatility, the many faces between the job being machined and the main column meant that cuts had to be lighter than normal - though on complex work this was seldom a disadvantage. The knee was driven by the main 2-speed motor through a V-belt to a separate gearbox, control being by a simple rotary dial coded blue and red for the high/low ranges. An additional lever control, tipped by a red ball, selected forwards, neutral and reverse. Most tables on the early "rounded-style" (even the "universal"), were sized at 23 5/8 " x 71/8" (600 x 180 mm) while those on later "angular-style" machines were a little wider at 8 inches (205 mm). Table travel longitudinal and vertically on all types was 12 inches (300 mm) and the head - which provided in in-and-out feed - a travel of 5..25 inches (135 mm). The longitudinal hand travel was by both screw and through a quick-action lever using rack-and-pinion gearing with all feeds screws - longitudinally, vertically and horizontally - were in a hardened and ground steel. The large, beautifully engraved micrometer dials were finished in non-glare satin chrome and engraved at intervals of either 0.05 mm or 0.001".
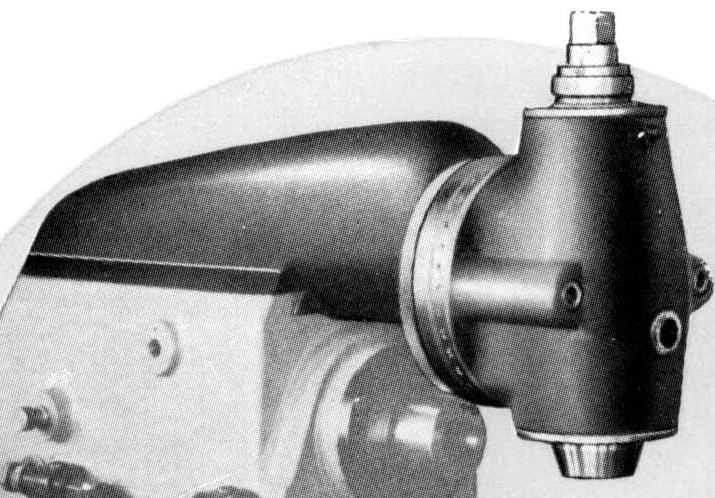
Able to mount a number of different heads - horizontal, standard vertical, high-speed vertical and slotting in combination with a variety of tables (plain, plain-tilting and compound swivelling) and other accessories the F3 could be set up in an astonishing variety of ways. All the heads were arranged to be driven backwards and forwards across the top of the main column by a handwheel working through reduction gearing, to provide an in-out feed. By juggling the choice of heads and tables, and utilising the many other accessories available, a skilled technician was seldom defeated in his attempts to produce the most complex of milled and drilled components - and all to a very high standard of accuracy.
When fitted with the ordinary vertical head, an F3 stood 57 inches (1450 mm) high and required a floor space of 47 inches wide by 39 inches deep (1200 x 1000 mm). The weight, in standard form without ancillary equipment, was 620 kg.
*Proof of the type's success - the genus Precision Universal Milling Machine - is evident from the number of similar machines made in various countries including:
Austria:
Emco Model F3
Belgium: S.A.B.C.A. Model JRC-2
Czechoslovakia: TOS FN Models
England: Alexander "Master Toolmaker" and the Ajax "00", an import of uncertain origin.
Germany: Hahn & Kolb with their pre-WW2 Variomat model
Wilhelm Grupp Universal- Fräsmaschine Type UF 20 N/120
Hermle Models UWF-700 and UWF-700-PH
Leinen Super Precision Micro Mill
Macmon Models M-100 & M-200 (though these were actually manufactured by Prvomajska); Maho (many models over several decades)
Ruhla
Rumag Models RW-416 and RW-416-VG
SHW (Schwabische Huttenwerke) Models UF1, UF2 and UF3
Thiel Models 58, 158 and 159
Wemas Type WMS
Italy: C.B.Ferrari Models M1R & M2R
Bandini Model FA-1/CB and badged as Fragola (agents, who also sold a version of the Spanish Meteba).
Japan: Riken Models RTM2 and RTM3
Poland: "Avia" and "Polamco" Models FNC25, FND-25 and FND-32 by Fabryka Obrabiarek Precyzyinych
Russia: "Stankoimport 676"
Spain: Metba Models MB-0, MB-1, MB-2, MB-3 and MB-4
Switzerland: Aciera Models F1, F2, F3, F4 and F5
Christen and Perrin Types U-O and U-1 (Perrin Frères SA, Moutier)
Hispano-Suiza S.A. Model HSS-143
Mikron Models WF2/3S, WF3S, WF-3-DCM & WF-2/3-DCM
Perrin Type U-1
Schaublin Model 13
United States:
Brown & Sharpe "Omniversal"
(The former) Yugoslavia: Prvomajska (in Zagreb with Models ALG-100 and ALG200)
Sinn Models MS2D & MS4D
"Comet" Model X8130, imported to the UK in the 1970s by TI Comet.
Sloane & Chace in the USA produced a miniature bench version and at least five Chinese-built models have also been made, including one from the Beijing Instrument Machine Tool Works. A number of the "clones" merely followed the general Thiel/Maho/Deckel concept whilst others, like Bandini and Christen, borrowed heavily from Deckel and even had parts that were interchangeable. Should you come across any of these makes and models all will provide "The Deckel Experience" - though you must bear in mind that spares are unlikely to be available and, being complex, finely-made mechanisms, they can be difficult and expensive to repair..
|
|