Home Machine Tool Archive Machine-tools Sale & Wanted
Denford Viceroy Lathes
Also labelled: "Enterprise"
Handbooks and Parts Manuals are available for Viceroy Metal Lathes,
other Viceroy Publications
"Denford Small Tools" was founded in Brighouse by (so far as is known) Horace Denford in the years before World War Two and is still trading today. Original products included a range of engineering inspection and measuring equipment and tool holders together with, no doubt, sub-contract work for the many local machine-tool companies. It is believed that Denford moved at least part of their operation to Box Tree Mills in Wheatley, Halifax, in the closing years of WW2 - the building having been occupied between 1942 and 1944 by a manufacturer of ships' telephone equipment, Arthur Graham & Son, who had been bombed out of their Woolwich premises. Having set up in the Box Mill plant a new company "Denford Machine Tools" was created and manufacture started of two small precision bench lathes branded "Box-Ford". These machine, for which there must have been a limited market at a suggested price of £175 (when a backgeared and screwcutting ML7 was around £60) nevertheless had a production run hinted by the factory to be in excess of 400 units. This early effort was quickly followed by an improved copy of the American South Bend "9-inch" lathe, also called the Box-Ford", a model that was to make the company so well known. In 1952 Denford sold out to Harrison and moved his operation (commonly known by the initials D.S.T.) to the Brighouse site the company occupies today. Having given up control to Harrison, Denford must have set out to sell in the same (and growing) market segments - education and training. With an accelerating program of building during the late 1940s and 1950s, England's secondary and further education service was being re-housed in purpose-built premises, most with fully-equipped workshops, and the "Viceroy" was obviously aimed at this market segment. The lathe was carefully designed to address the shortcomings that limited the appeal of a Boxford as a training lathe: not only was it more robustly built but, more importantly, concentrated on safety and incorporated features that ensured there was as little chance as possible of young fingers getting involved with drive belts, changewheels or the inside of screwcutting gearboxes. Boxford was, of course, forced to follow suit and, to meet the challenge, introduced their UD (underdrive) series of lathes and then a Mk. 2 version with a number of minor improvements including a single-lever-operated, electrically-interlocked backgear.
Continued below:
|
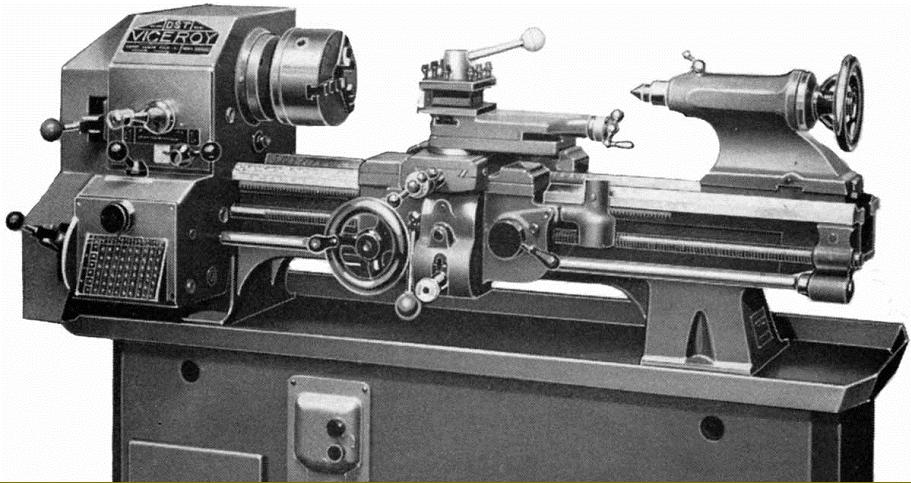
Mk. 1 Viceroy T.D.S .1/1-G.B. lathe of the early 1950s fitted with a full screwcutting gearbox and a separate power-shaft for sliding and surfacing feeds. This lathe, with its safely enclosed drives and full guarding, was designed for the educational and training market |
|
Continued: |
|
|
||
|
|
||
|
Mk. 2 Viceroy T.D.S.1/1 5.5" x 24" This distinctive machine was Viceroy's final conventional lathe which, although styled in an up-to-date fashion (and of an improved detailed specification including an automatic knock-off for the carriage sliding feed), closely followed the mechanical details of previous designs with many parts being interchangeable. Various specifications were |
|
A rear view of the headstock showing the "single-lever" backgear mechanism, the drive out to the changewheels and the micro-switch (top) that stopped the lathe if the changewheel cover was opened - though most schools took the additional precaution of bolting them closed - just in case). |
|
|
|
|
||
Besides the usual range of accessories including chucks, metric conversion gears, fixed and travelling steadies, toolposts, large faceplates, toolpost grinders, boring tables, and collets, etc., the Viceroy was also available with the rather unusual taper turning and copy unit illustrated below.
The taper turning part worked in the normal manner and for copying, a master of the item to be reproduced was substituted for the swivelling taper plate. Copying was limited to a "climb" angle of 32 degrees inclusive. This is the same as moving from zero diameter to 613/16" diameter per foot.
|
The main motor drove a small suds pump in the back of the cabinet and up to an intermediate countershaft held in an ingeniously-simple yet adjustable housing. The final drive was by link belting. |
||
|
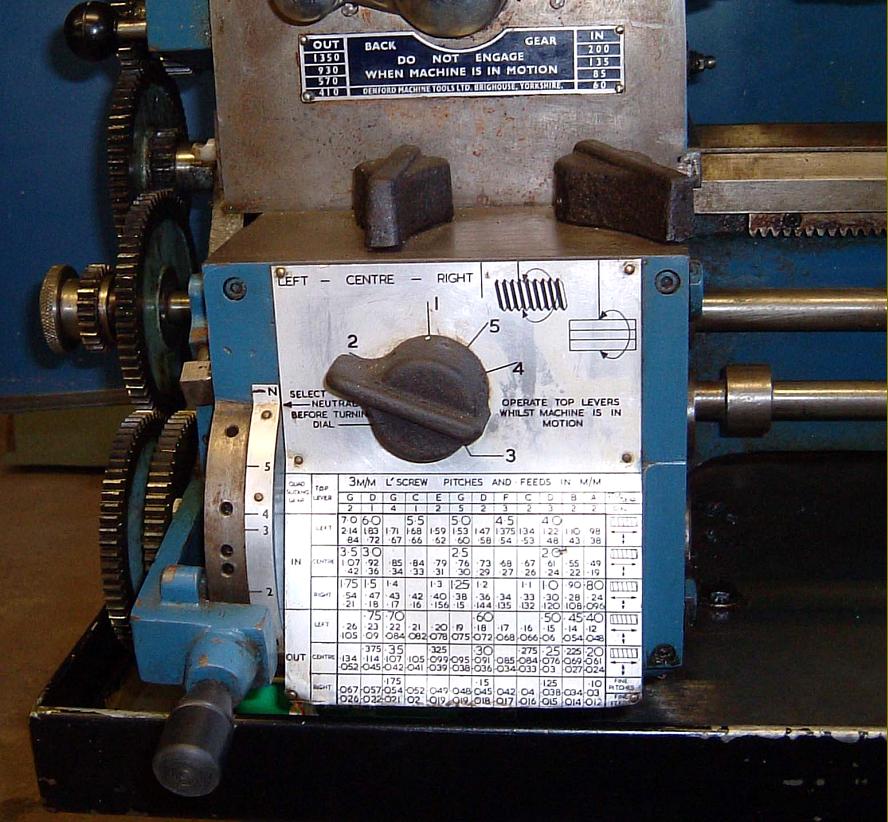
Mk. 2 Viceroy T.D.S. lathe showing the neat storage for the extra changewheels, an important part of the gearbox screwcutting arrangements, and vital to extend the threading range. The 14DP gears were stamped: A = 16t, B = 18t, C = 22t, D = 24t, E = 26t, F = 27t and G = 35t. |
||
|
|
||
|
Tumble-reverse mechanism with the usual Denford safety feature of a release pin that could only be reached when the changewheel cover, with a microswitch-operated electrical stop, was opened |





|
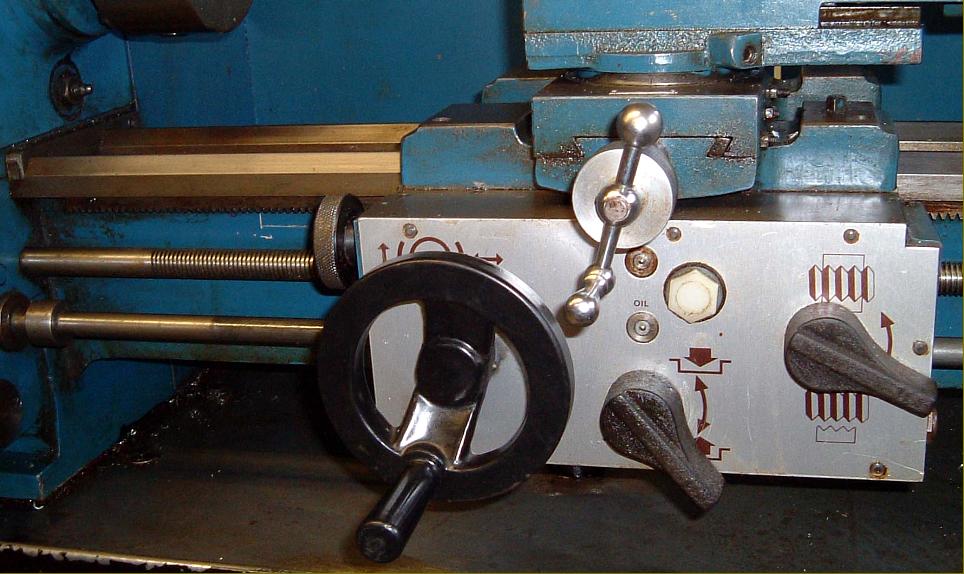
An unusual version of the Mk.1 T.D.S. 1/1-G.B. with a different apron, delivered new to Shoreditch College, (now Brunel University). The front of the apron is made as a flat rectangle with a raised boss in the centre to hold a rotating handle to select the power sliding and surfacing feeds. The mechanism for the latter must have been the same as for the Mk.2 lathes. |
||

|
other Viceroy Publications Also labelled: "Enterprise" Home Machine Tool Archive Machine-tools Sale & Wanted |
||