|
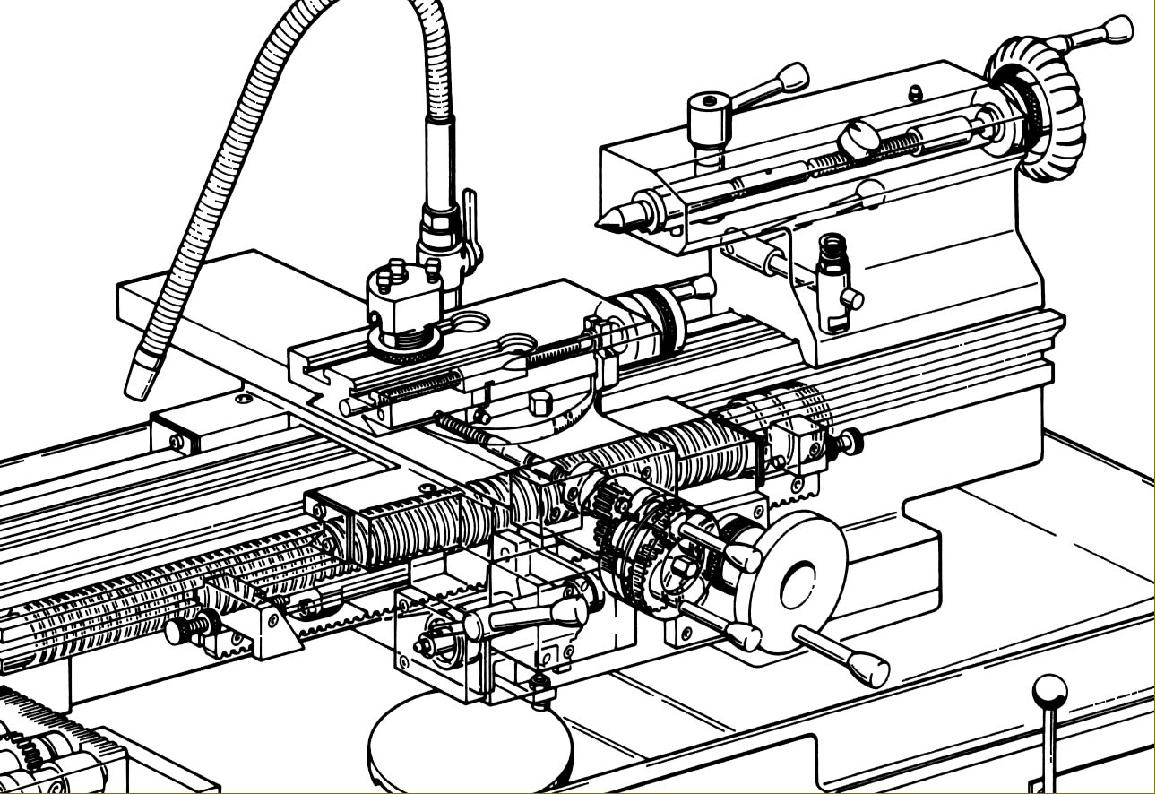
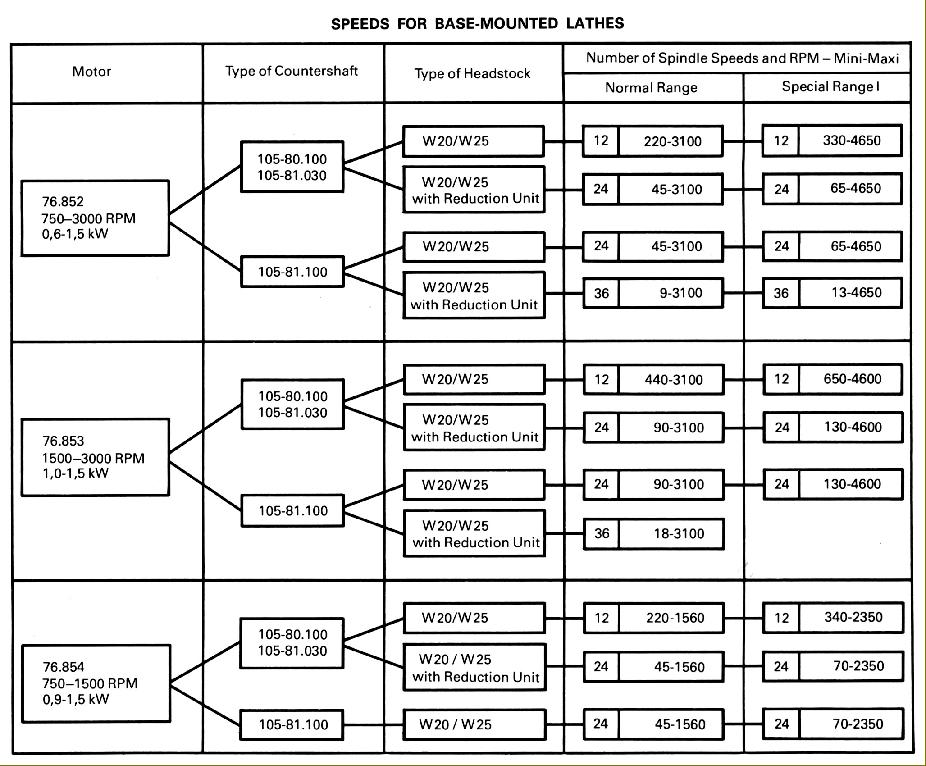
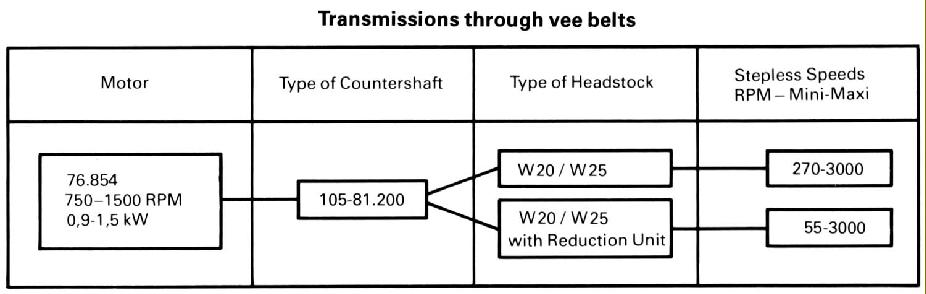
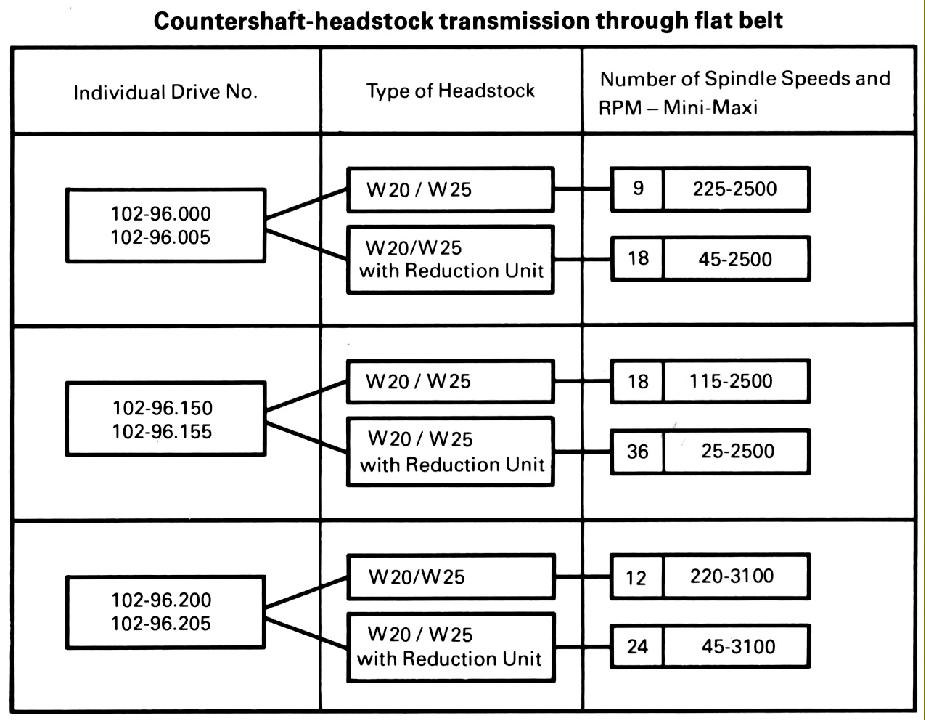
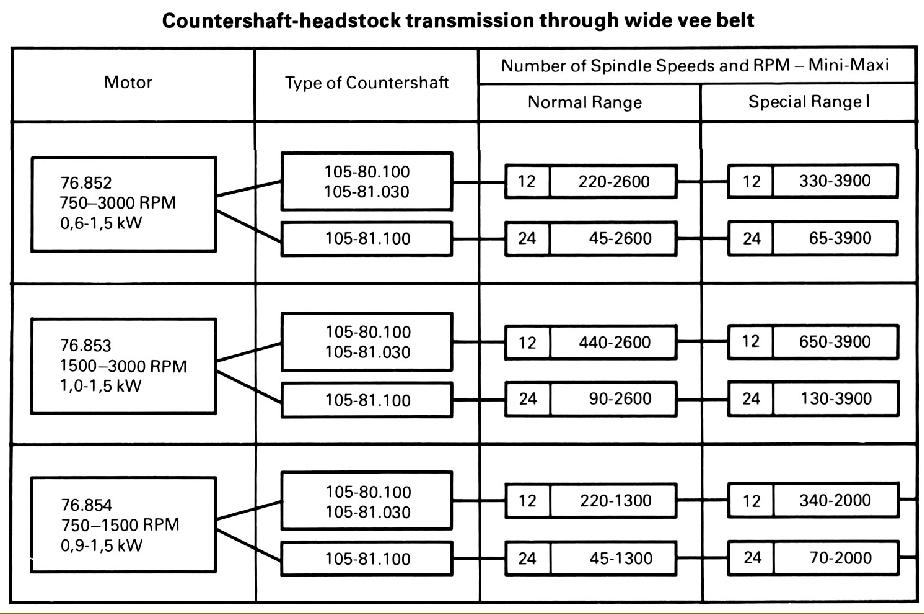
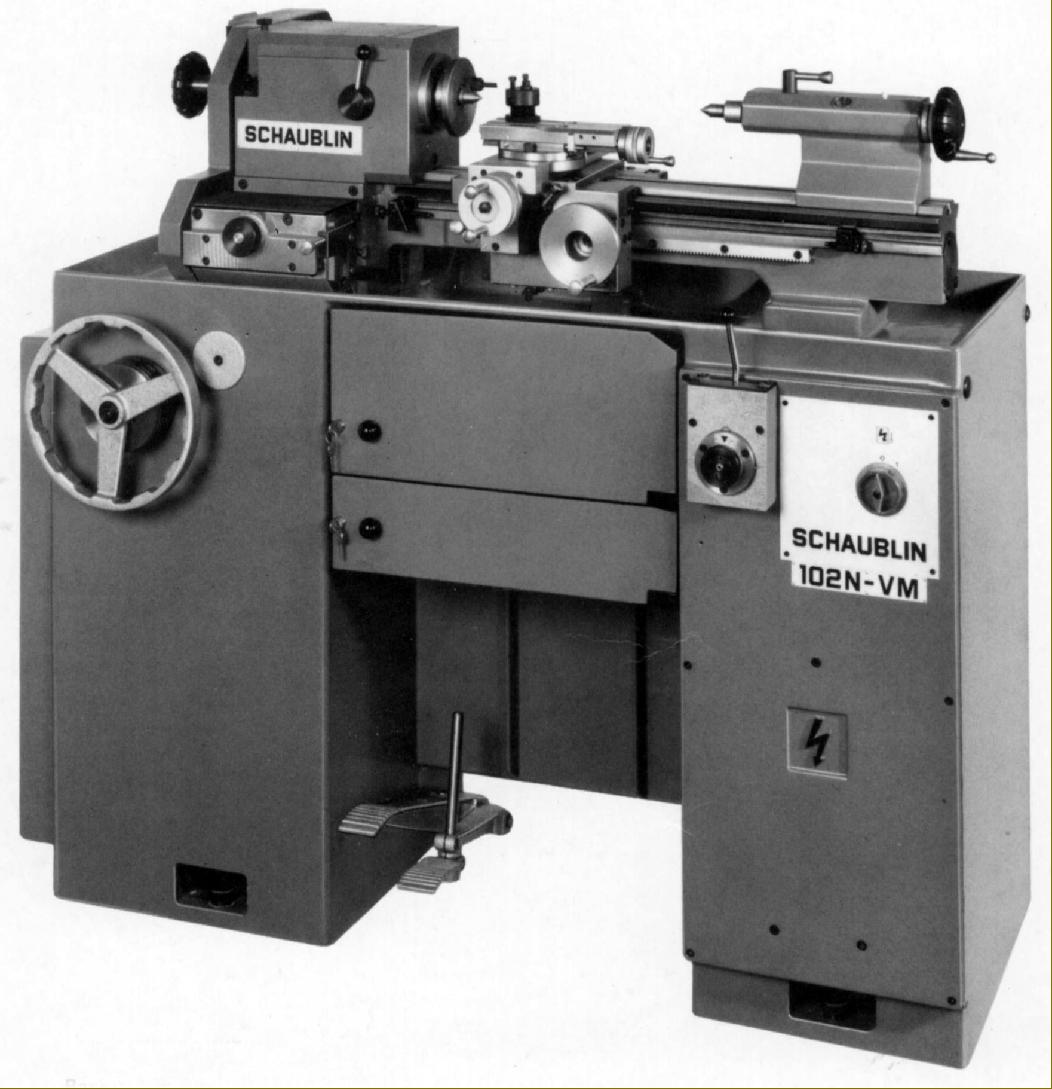
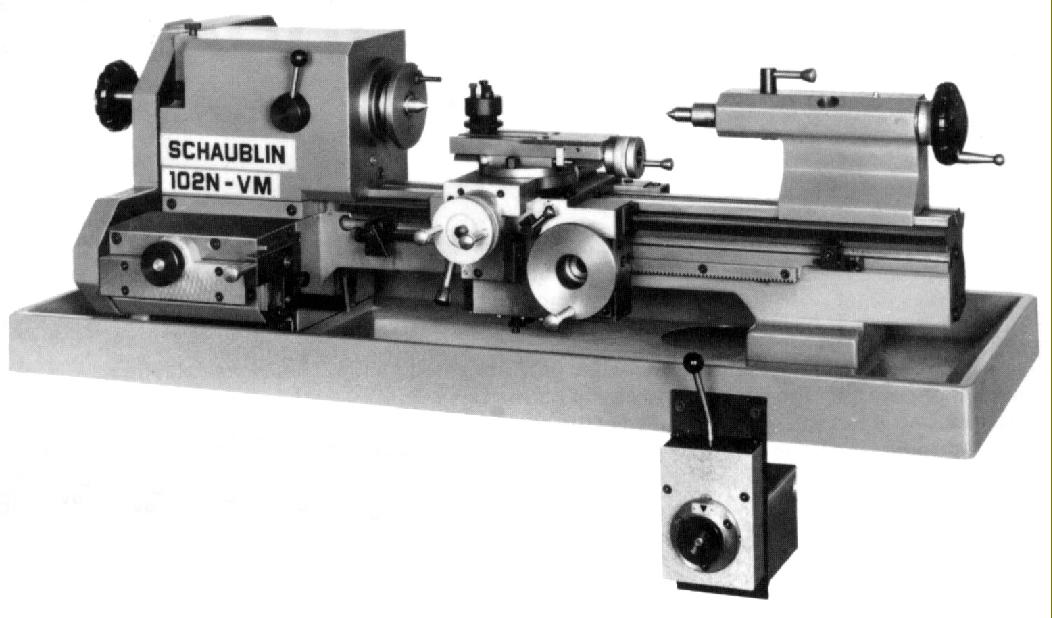
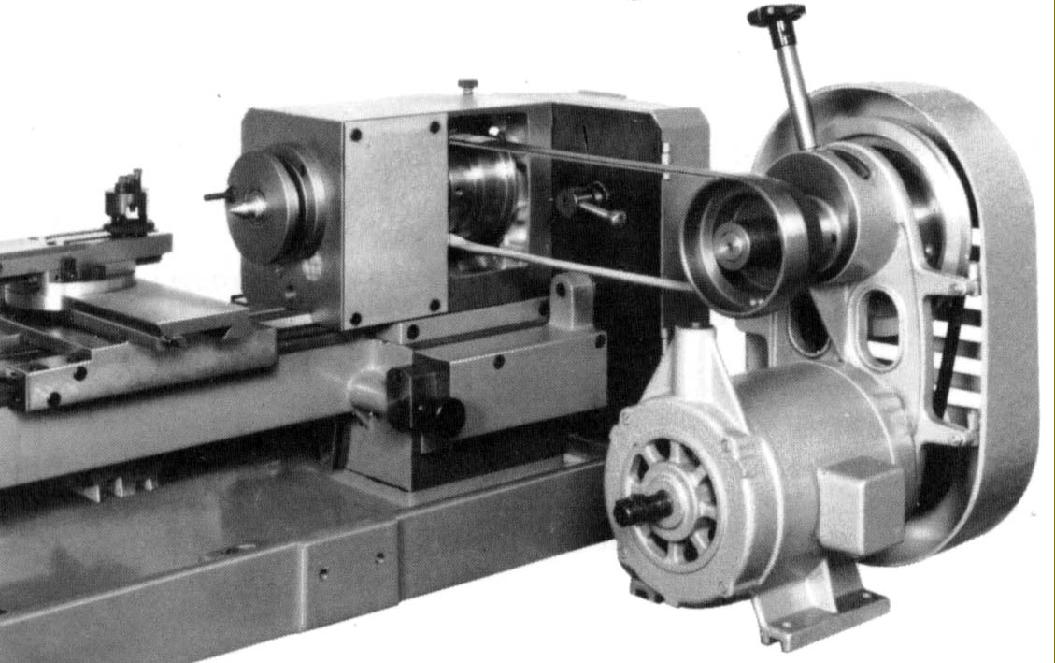
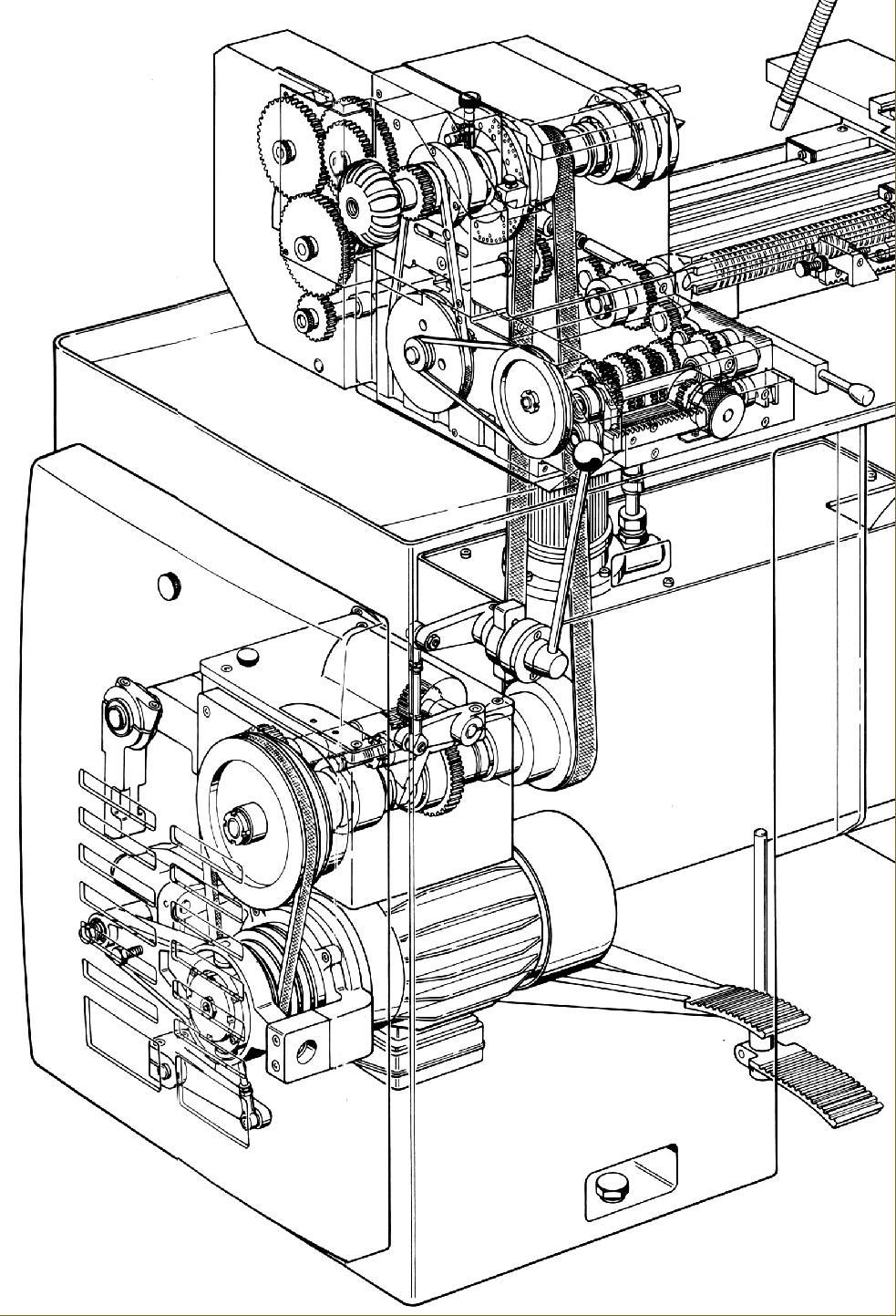
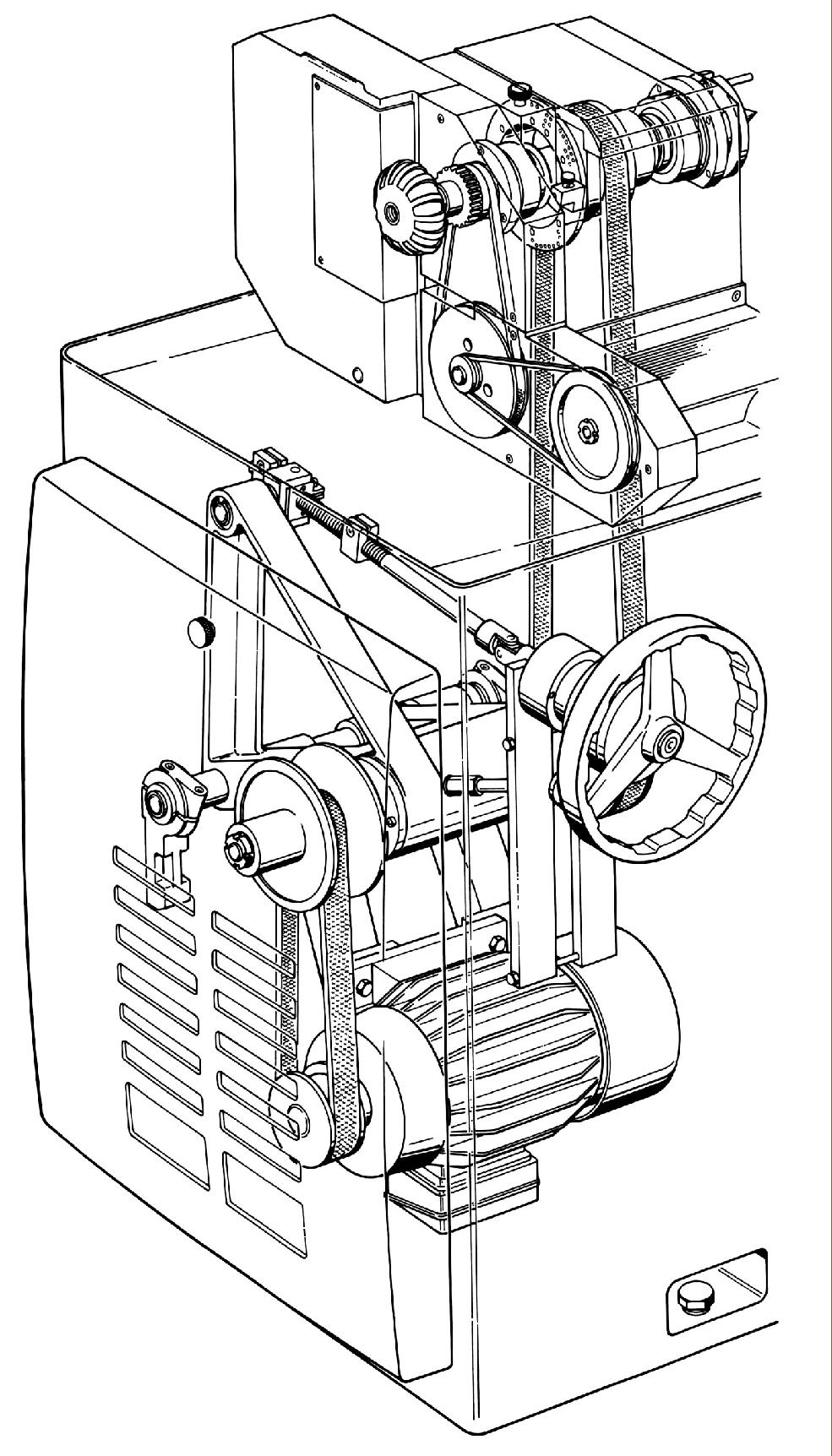
Current from around 1979, the 102N-VM was the last full screwcutting version of the 102 to be made. Superbly made, it had, as standard, a hardened and ground bed and a huge hardened and ground 40 mm diameter leadscrew running down the centre line of the bed where it was completely protected from dirt and swarf. It was available in seven different versions for mounting either on the maker's traditional and robust underdrive (cast-iron) stand or fitted out in such a way that the customer could use his own bench with either rear drive (with an open back to the headstock) or an under-drive countershaft. Fitted with super-precision, sealed-for-life angular-contact bearings, the headstock could be specified with or without a backgear speed-reduction unit (a lever on the front of the headstock betrays its presence) and with either a 20 or 25 mm bore. In the former case W20 collets were supplied (with a maximum through bore 14.5 mm) and in the latter with W25 (maximum bore 19 mm). A huge variety of spindle-speed options was available with, for example, a basic and less-expensive model having twelve speeds from 20 to 3100 r.p.m. whilst a more highly specified one, at extra cost, could have up to thirty-six from 13 to 4650 r.p.m. Whilst 2-speed motors were common to all types the option was offered of either a two-stage, infinitely-variable speed drive by wide Kinematic" V-belts or a conventional countershaft unit. The latter had the initial drive from the motor by V-belt and the final drive by a choice of another V-belt, a "Kinematic" wide V-belt or a smooth-running flat. Speed ranges and the number of speeds varied with the type of mounting chosen, either bench or the maker's stand. |
|
|
||
|
|
|
|
|
|
||
|
|