|
Home Machine Tool Archive Machine-tools Sale & Wanted Milling Machines Riva Home Page Riva U.2/O.2 & V.2 Riva U.6/O.6 Riva U.8/O.8 Riva V.6 Riva U.20/O.20 Riva V.20 O.20-BA Riva U.30/O.30 Riva V.0, V.4, S.G.A. & S.G.M. Accessories |
|
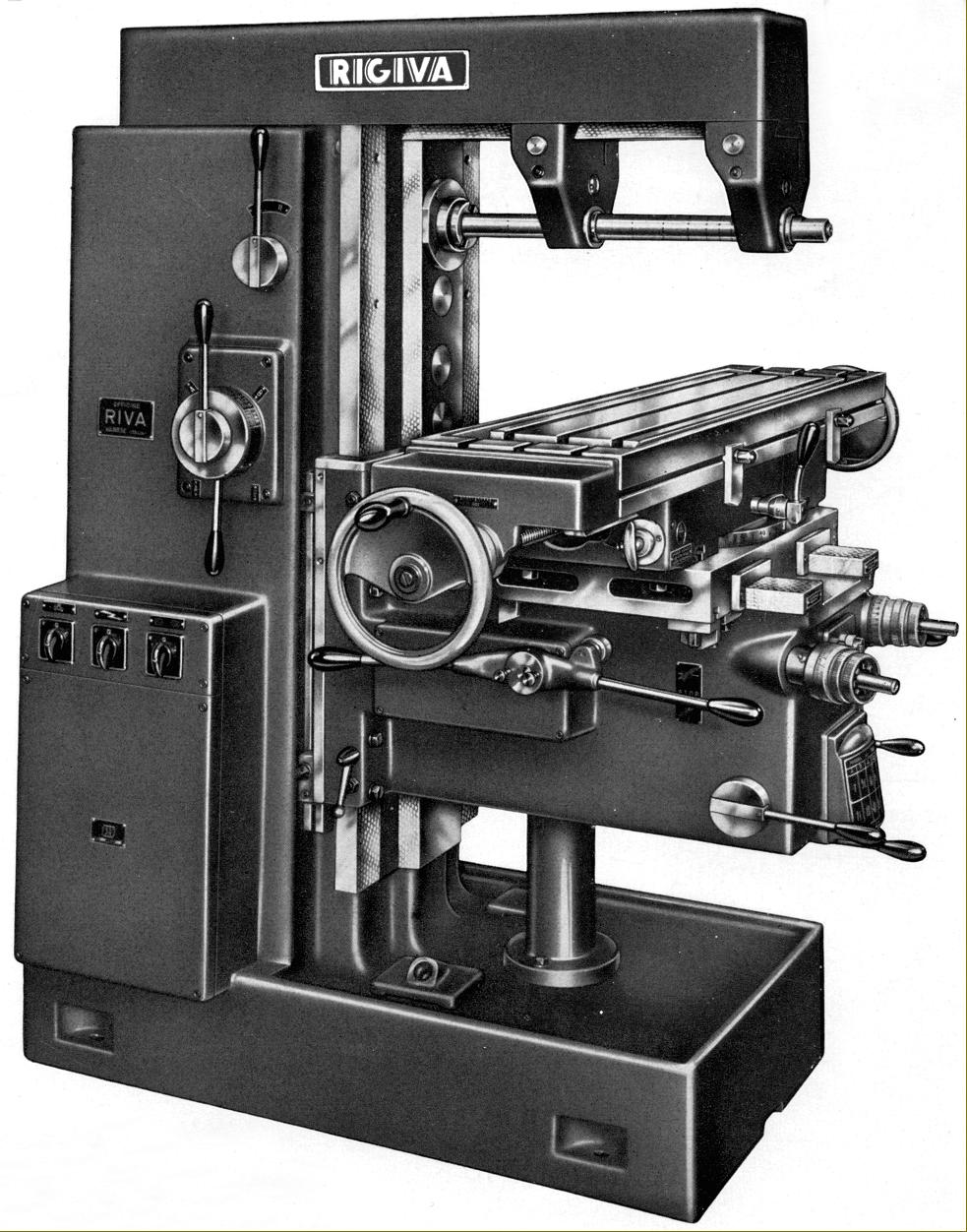
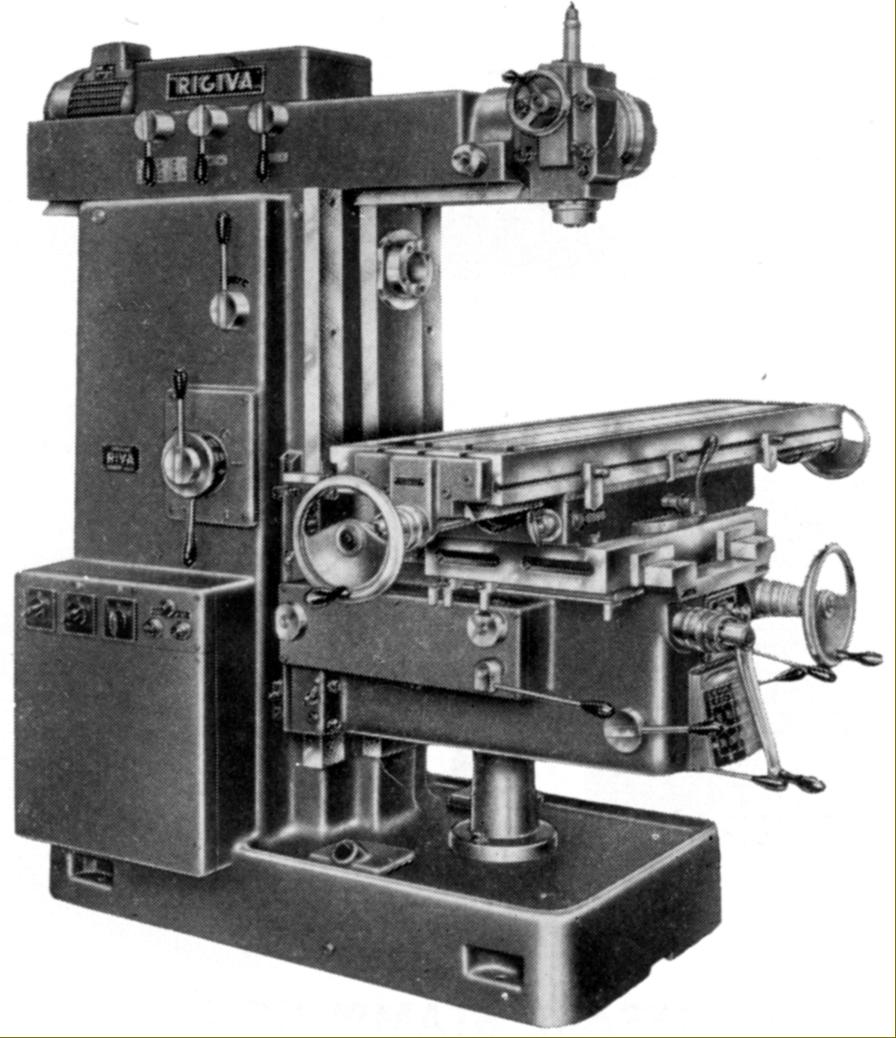
Very much heavier than the 6-Series at 2200 kg (3000 kg for the ram-head O.8-BA) the Riva 8-Series were heavily built with their main column and foot cast as one. Fitted with a 1300 x 300 mm table with three 16 mm T-slots on 80 mm centres. Longitudinal, traverse and vertical movements were, respectively, 1000, 330 and 470 mm with 12 rates of power feed available from 10 to 500 mm/min in both directions horizontally and from 5 to 250 mm vertically Rapids were a standard fit on each axis at a rate longitudinally and across of 2000 mm/min and vertically at 1000 mm/min. All feeds passed through a positively lubricated gearbox, that included a multi-plate clutch, and were driven by a take-off from the main spindle motor. By the early 1970s this system had been abandoned and the feeds gearbox fitted with its own 2 h.p. motor. Once running, the operation of the table feeds and rapids was by a number of long handles all of which reached towards the operator and required the minimum of effort to operate. |
|
|
|
|
|
|
|
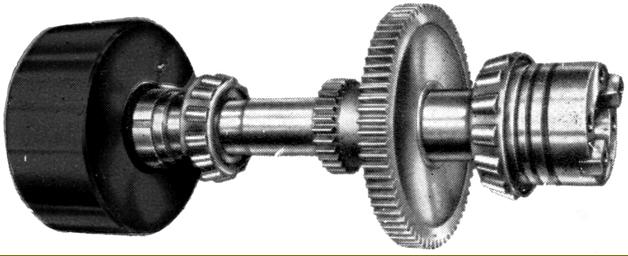
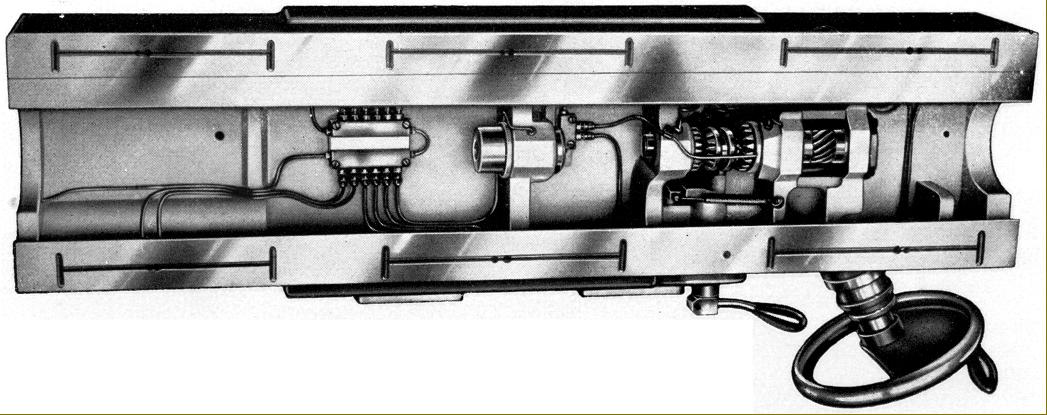
Running in specially selected, high-precision taper roller bearing the spindle incorporated a dynamically flywheel assembly that was claimed to smooth out the drive, provide a reserve of torque for larger jobs and give a better surface finish when using large-diameter cutters. The first models (like the 6-Series models) were equipped with an I.S.A taper, later ones with the more common and useful I.S.0. 50 |
|
|
|
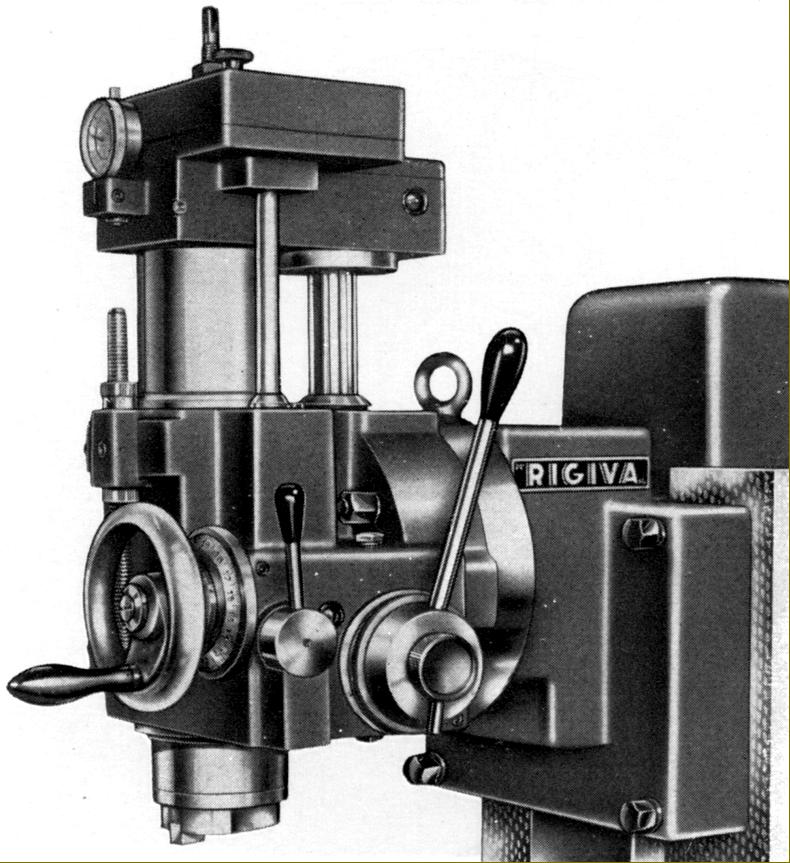
Automatic-feed Boring Head with an I.S.O. 40 taper, 12 spindle speeds from 30 to 1500 r.p.m. and both a lever-action quick feed and a fine feed through worm-and wheel gearing and a handwheel fitted with a very large diameter micrometer dial. The spindle had a travel of 150 mm and the head could be tilted over 45° in each direction from upright. 2 rates of power down-feed were available: 0.05 and 0.1 mm per revolution |
|
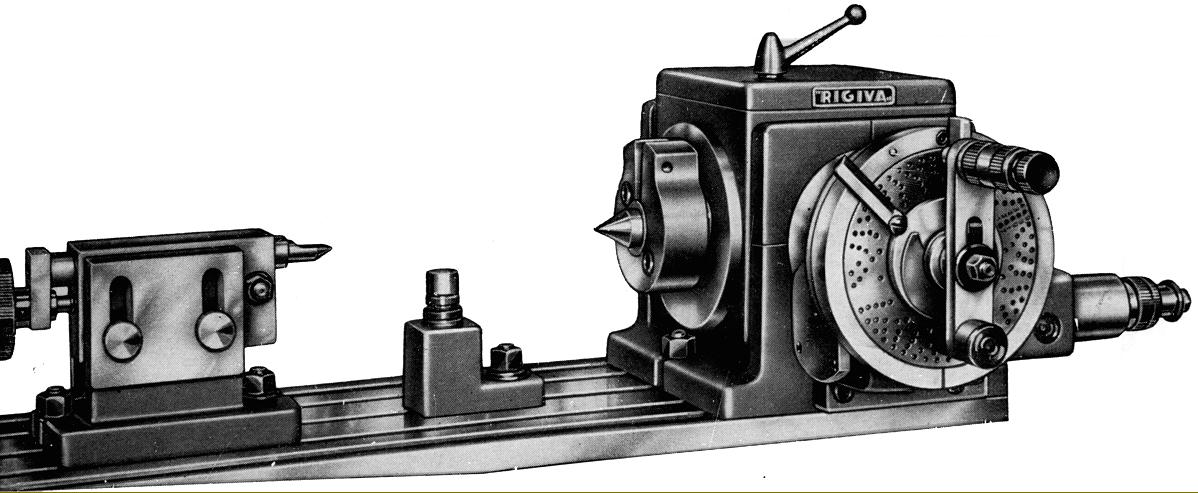
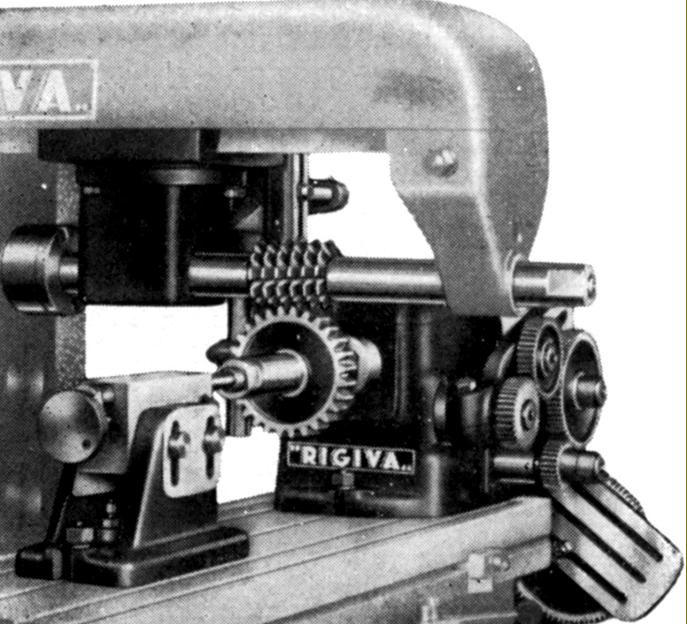
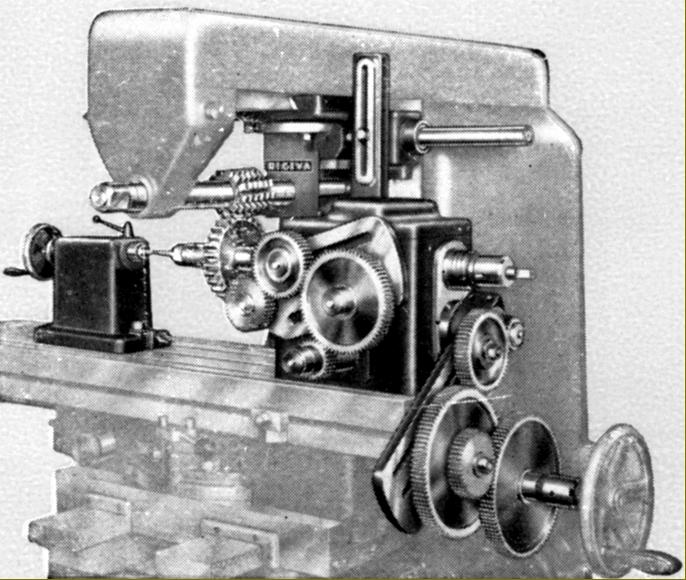
An effective and well-designed 130 mm centre height Universal Dividing and Spiral-milling Head was offered; complete with a tailstock it was driven from gearing at the right-hand end of the table with its spindle revolving in roller bearings. It was sold complete with 2 indexing plates, an adjustable intermediate rest, two centres, a catchplate, an extension arm to carry gears for differential indexing (13 gears were supplied) and a set of ready-reckoner tables for performing divisions - with 2200 already calculated for spiral pitches. |
|
Lacking a quill feed, but containing gears finished on Gleason machinery and running in an oil bath, the T.V.8 and T.U.8 heads were driven from the horizontal spindle but arranged with step-up gearing to provide a slight increase in speed - the range running from 30 to 15000 r.p.m. While the Type T.V.8 (left) had a single swivelling end, the T.U.8 (right) had a double |

|
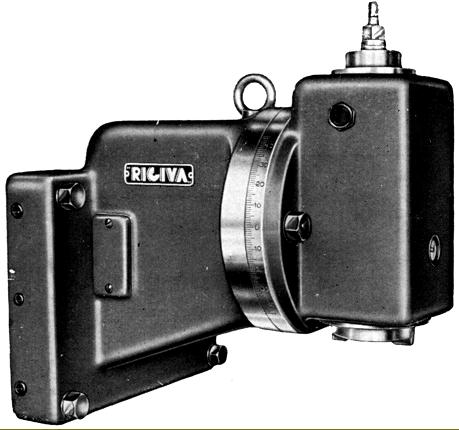
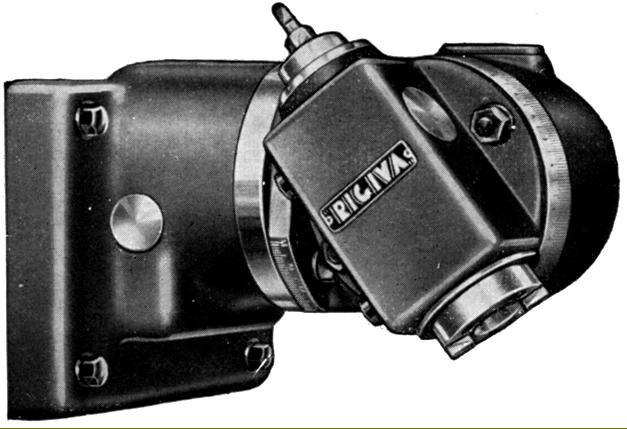
Universal High-speed Head Type T.V.U. This had a lever-action quill with the spindle driven by its own 2-speed, 0.6/0.4 h.p. motor that gave, via V-belts, speeds of 500, 750, 1000, 1500, 2000 and 4000 r.p.m. The same unit was used on all Riva Milling machines |
|
|
|
|
|
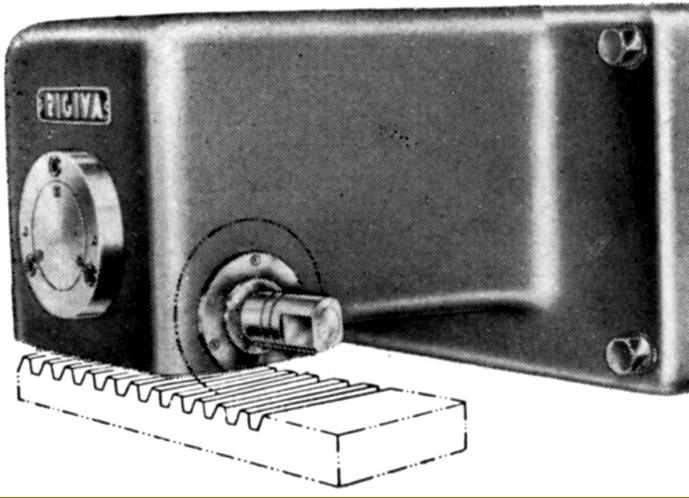
A rather special attachment, designed exclusively for rack and worm milling, was the Fixed Vertical Head. Type C.R.8 This could handle Modular gears from 0.5 to 8 and DP equivalents and was available with a special holding attachment to fit on the Universal Dividing Head. |
|
|
|
Riva V.6 Riva U.20/O.20 Riva V.20 O.20-BA Riva U.30/O.30 Riva V.0, V.4, S.G.A. & S.G.M. Accessories An all-models Operation Book is available for these Riva Millers Milling Machines Home Machine Tool Archive Machine-tools Sale & Wanted |
||