|
Home Machine Tool Archive Machine-tools Sale & Wanted Vertical Milling Machine Riva Home Page Riva U.2/O.2 & V.2 Riva U.6/O.6 Riva U.8/O.8 Riva V.6 Riva U.20/O.20 Riva V.20 O.20-BA Riva U.30/O.30 Riva V.0, V.4, S.G.A. & S.G.M. Accessories An All-models Operation Book is available for Riva Millers |
|
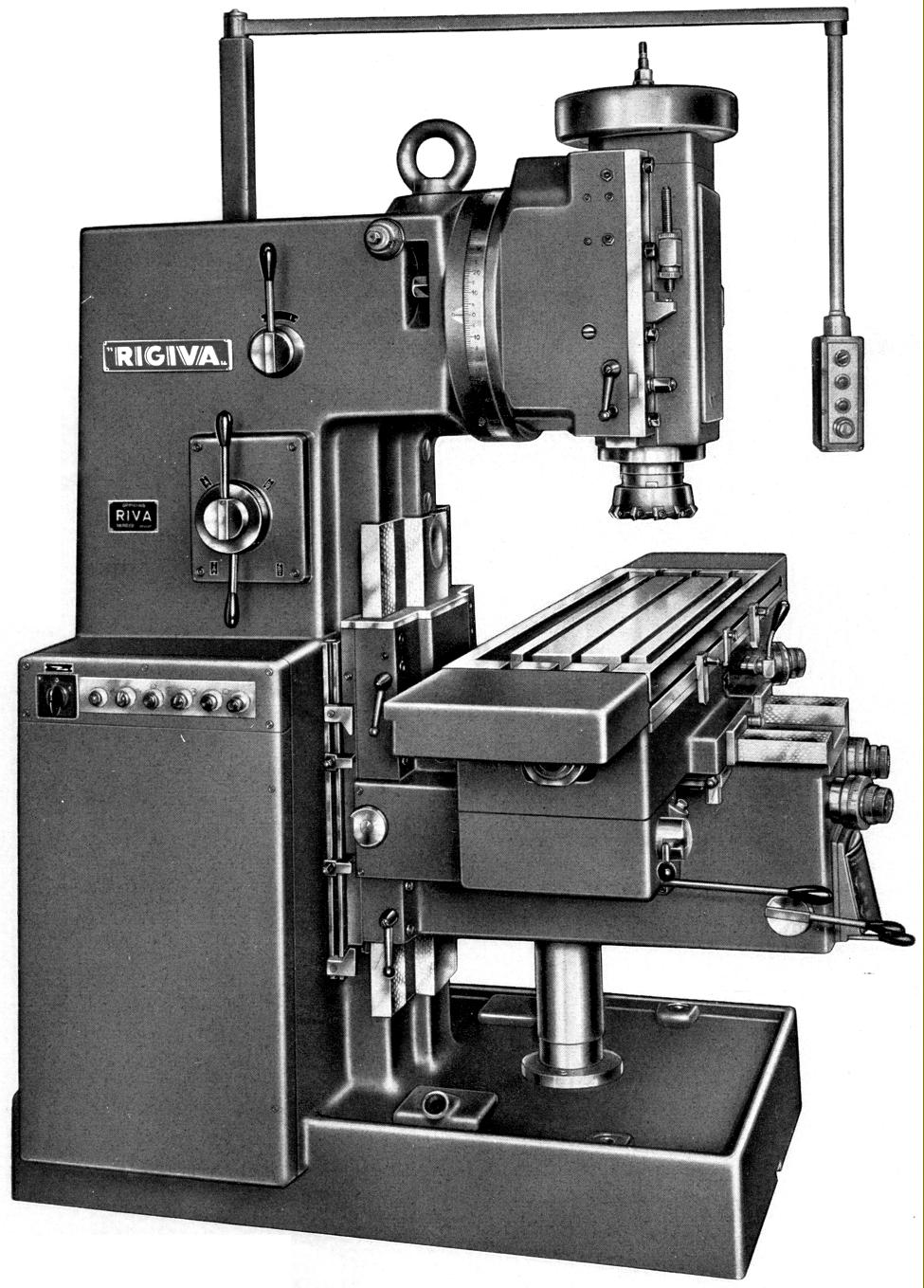
Largest of the Riva vertical milling machines made during the 1960s and 1970s was the V20 - also built as a 3-dimensional hydraulic copy version, the V.20.c. Both versions had a 1500 mm x 350 mm table with three 18 mm T-slots spaced on 80 mm centres. The longitudinal movement was 1200 mm, across 400 mm and vertically 600 mm (using a telescopic protection sleeve) with 18 rates of power feed from a separate 2.5 h.p. motor and gearbox unit. Rates for both horizontal travels ran from 12 to 620 mm/min and vertically from 3 to 155 mm/min. rapids were fitted to each axis: horizontally in both directions at 2000 mm/min and vertically at 500 mm/min. All the table feeds and rapids were controlled through electromagnetic clutches (built as-one with the positively-lubricated feeds-gearbox) and switched by pendant-mounted push-buttons. To aid coarse settings, both horizontal movements were fitted with finely engraved rulers (in addition to the usual micrometer dials) and the longitudinal screw equipped with a backlash eliminator to take out snatch when climb milling. Because the table was comparatively long, in order that the operator could stand and observe the cut, the table's longitudinal feed handle was set not at the end, but to the right of the knee where it protruded, at an angle, from the table-support casting. |
|
|
|
|
|
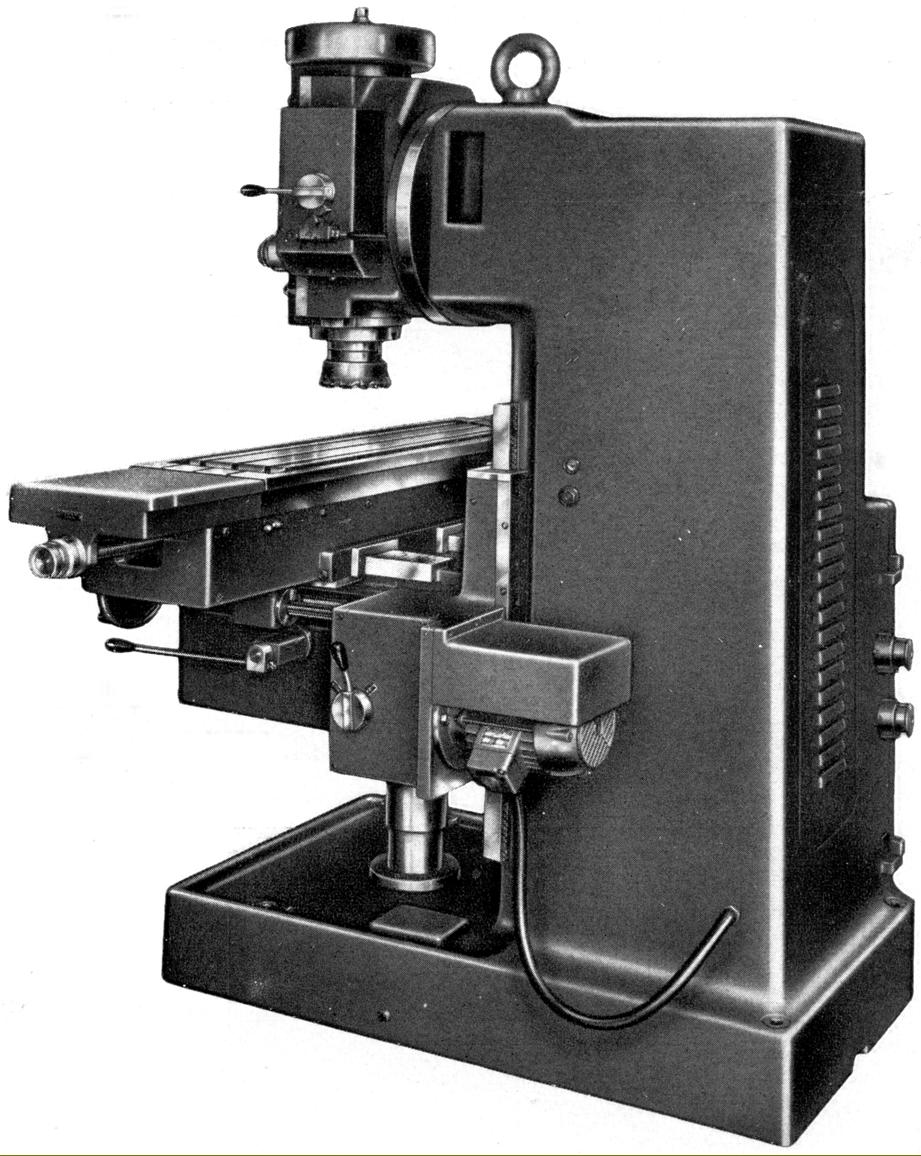
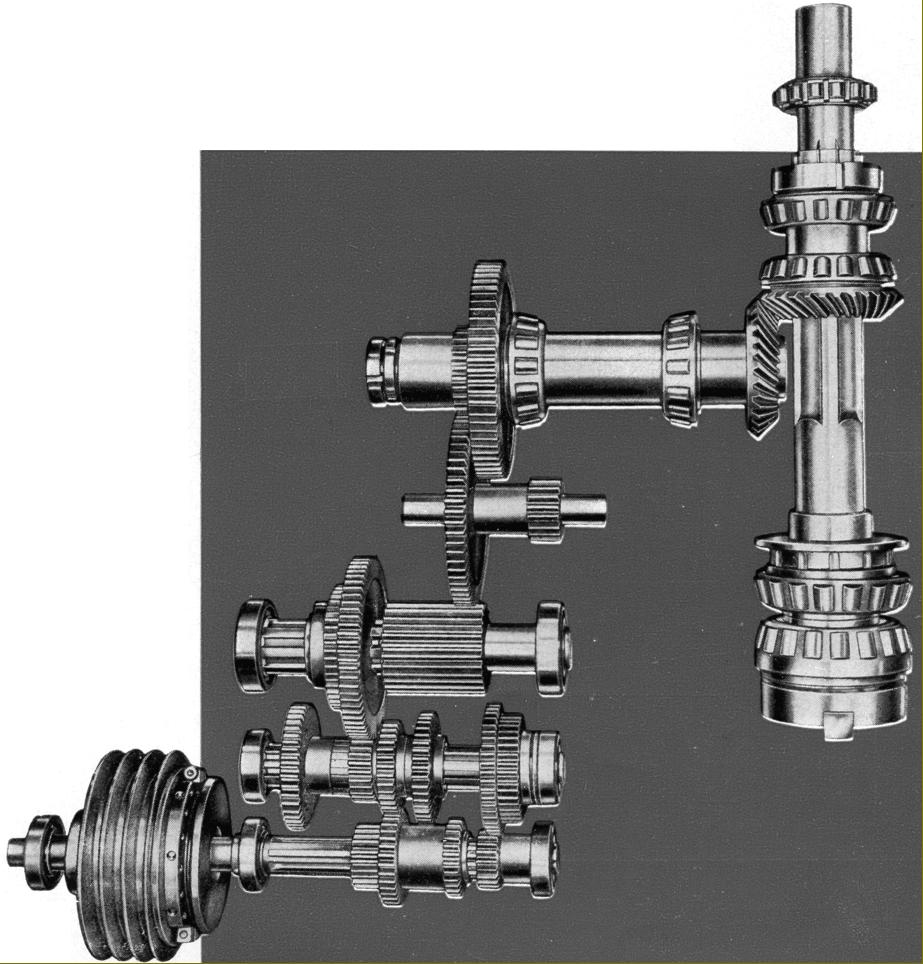
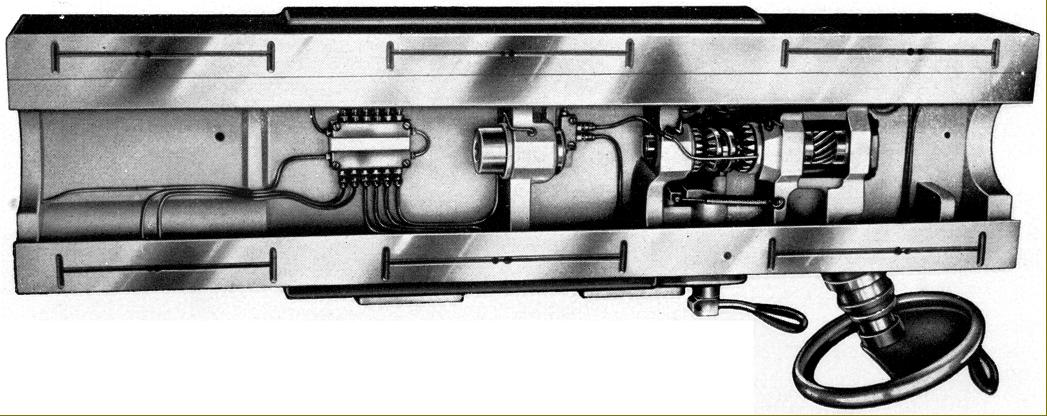
Powered by a 10 h.p. motor held in the bottom of the main column, the drive passed upwards by three V-belts to a 5-shaft speed-change gearbox holding hardened and ground chrome-nickel steel gears lubricated by a pressure pump. Control of the drive was by a single-disc electro-magnetic clutch and a single-disc brake - both claimed to be maintenance and adjustment free. |
|
|
|
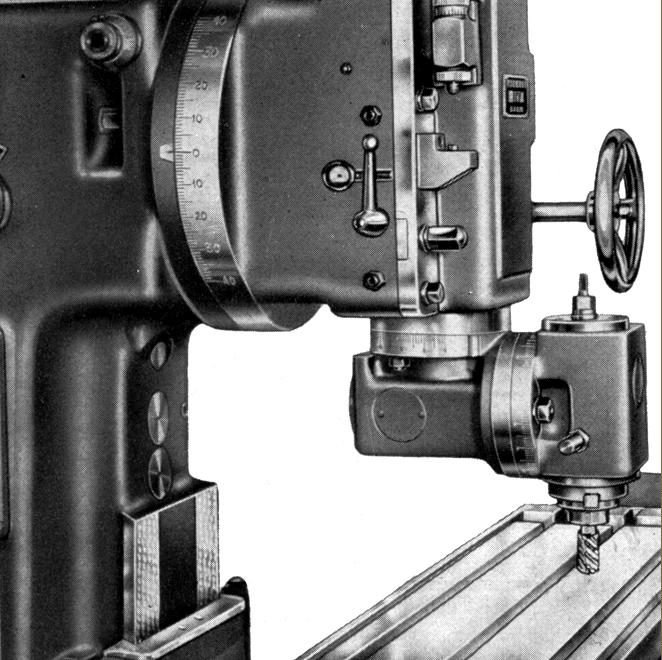
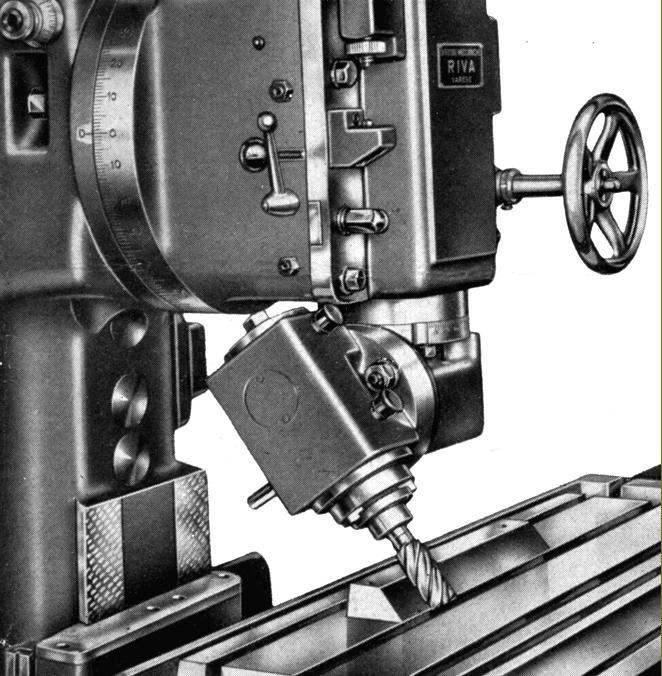
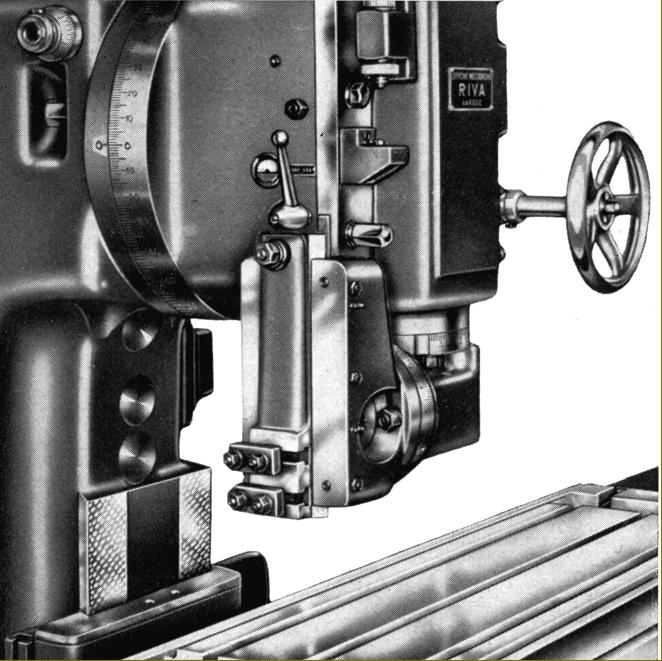
A useful accessory: Vertical Head Extended Projection. This extended 375 to 525 mm - and consisted of a small right-angle gearbox that clamped around the end of the spindle flange with sets of bevel gears to turn the drive through two right-angles. To add to its usefulness', the assembly could be rotated in each plane through a full 360° |
|
|
|
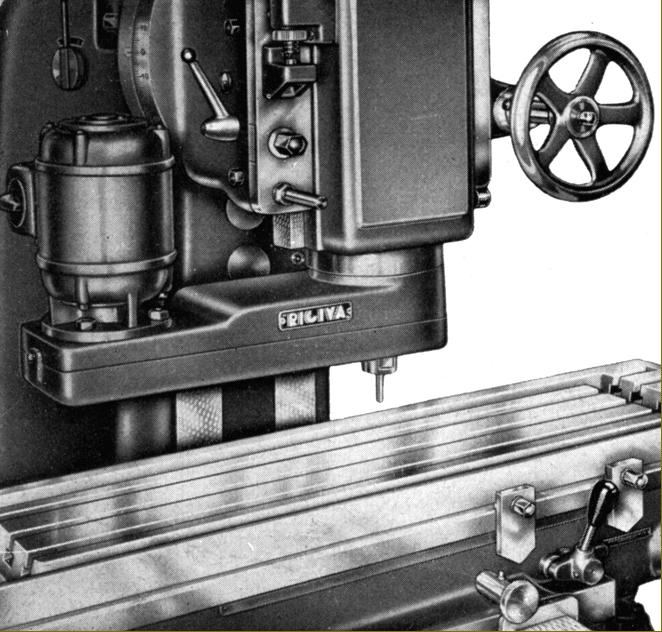
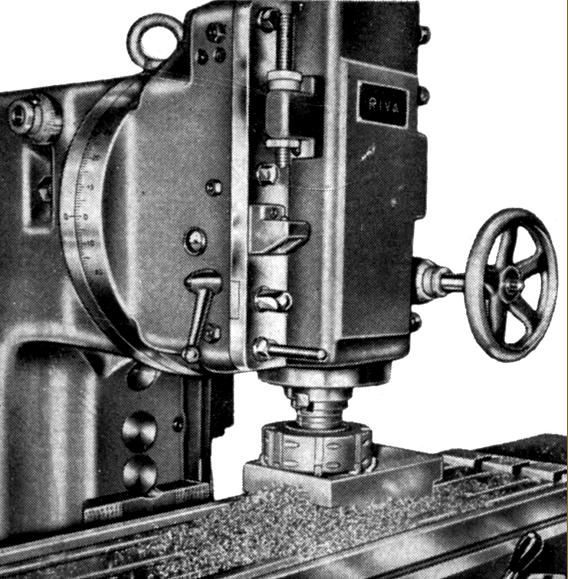
Coxial High-speed Head: an accessory driven by it's own 2-speed, 0.4/0.6 h.p. motor that gave speeds from 2500 to 5000 r.p.m. motor. Obviously intended only for delicate work using very small cutters, this device allowed the miller to be used for such jobs as die sinking and pattern cutting. |
|
|
|
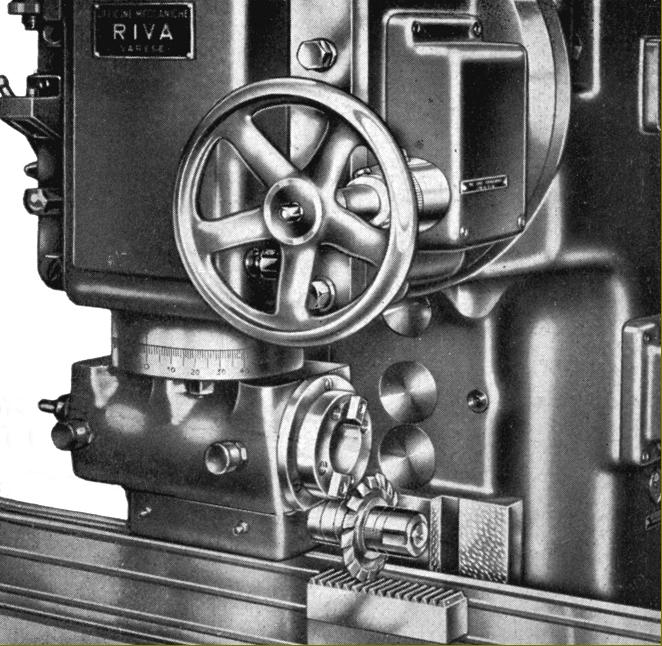
Horizontal milling was cater for by the Horizontal Milling Attachment, a bevel-gear driven accessory carried on the spindle end. A most unusual addition was offered for this unit - a second parallel spindle that bolted to the underside and allowed milling cutters of up to 50 mm diameter to be mounted - the device being intended to mill racks and slots. |
|
Home Machine Tool Archive Machine-tools Sale & Wanted Vertical Milling Machine Riva Home Page Riva U.2/O.2 & V.2 Riva U.6/O.6 Riva U.8/O.8 Riva V.6 Riva U.20/O.20 Riva V.20 O.20-BA Riva U.30/O.30 Riva V.0, V.4, S.G.A. & S.G.M. Accessories An All-models Operation Book is available for Riva Millers |
||