|
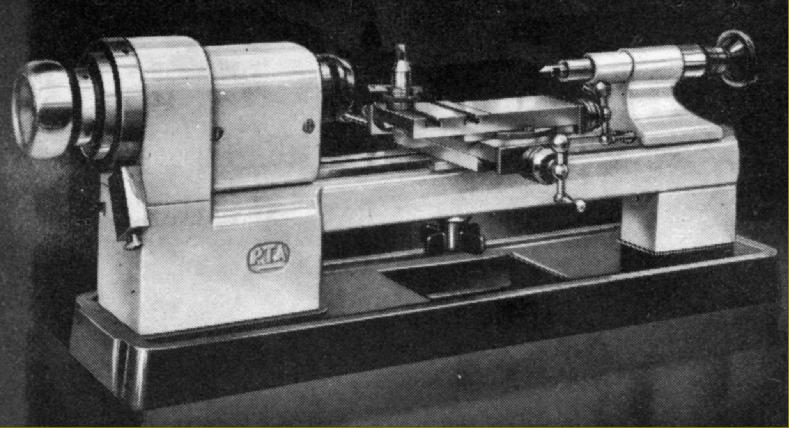
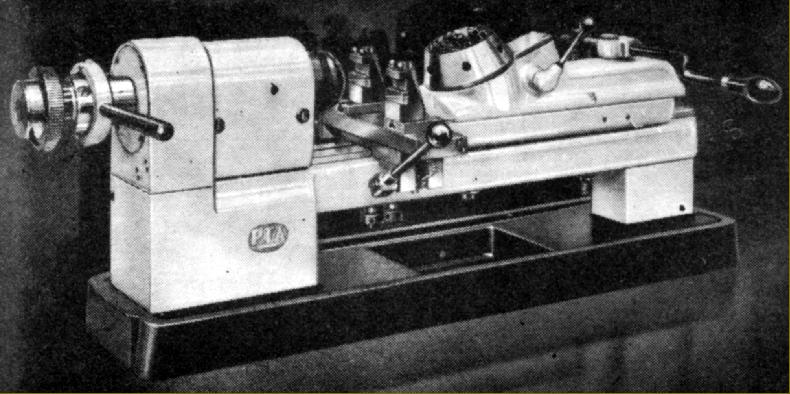
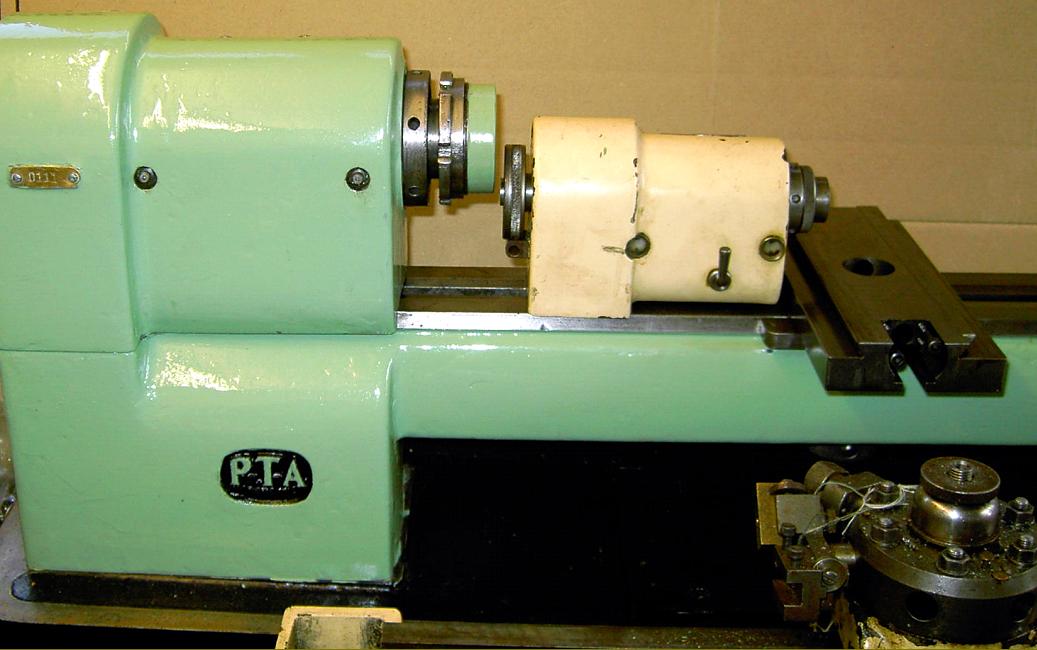
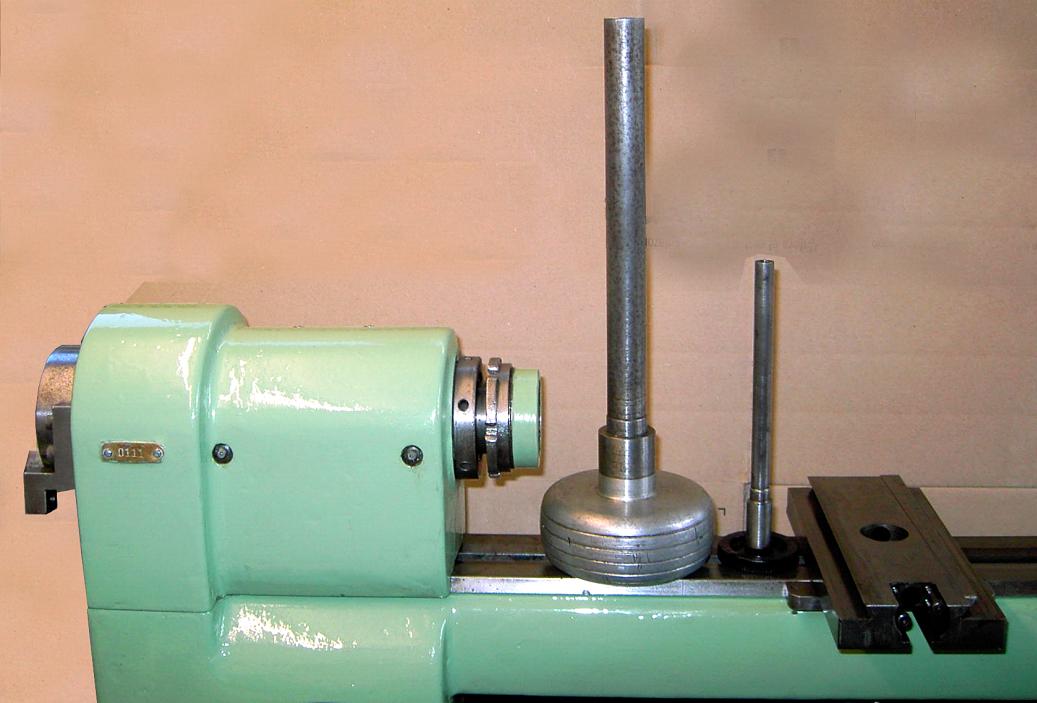
New in Pultra's range for 1947 was the very expensive 90 mm (31/2") centre height Model 15. Marked P.T.A. (the Pultra name did not appear on the machine), this was a very much larger lathe than the slightly later (and much more common) 1750 and 1770 models which, although styled along the same very modern-looking, clean lines, were completely different. However, although not the same mechanically the lathes did share a close general appearance that can make it difficult, when looking at poor quality pictures, to distinguish between them.
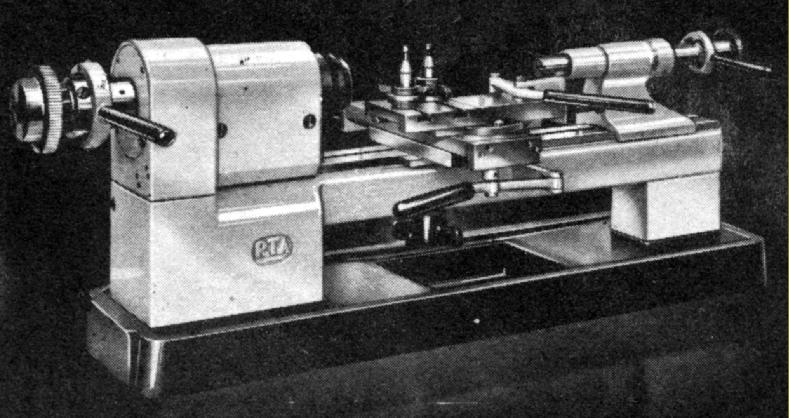
Offered in four basic forms, each version of the 1590 was convertible to the others by the simple expedient of swapping over equipment from bed to bed - exactly in the manner as practised by Schaublin with their long established Types, 65, 70 and 102. Fitted with a screw-feed compound slide rest assembly (Ref. R.207) the 1590M was listed as the General Purpose model; as a Thread-Chasing lathe the 1590J was equipped with a particularly well-built threading unit that could withstand the rigors of production work; with the mounting of all-lever operated collet closer, slide rest (Ref. R.208) and tailstock, the 1590P was designated the Production Lathe (intended for short production runs of tiny parts) and, when fitted with a 6-station bed-mounted capstan (Ref. V5/9) and cut-ff slide (Ref. R.210 screw-feed and Ref. R.209 lever operation) the lathe became the 1590R Capstan, a machine intended for longer production cycles..
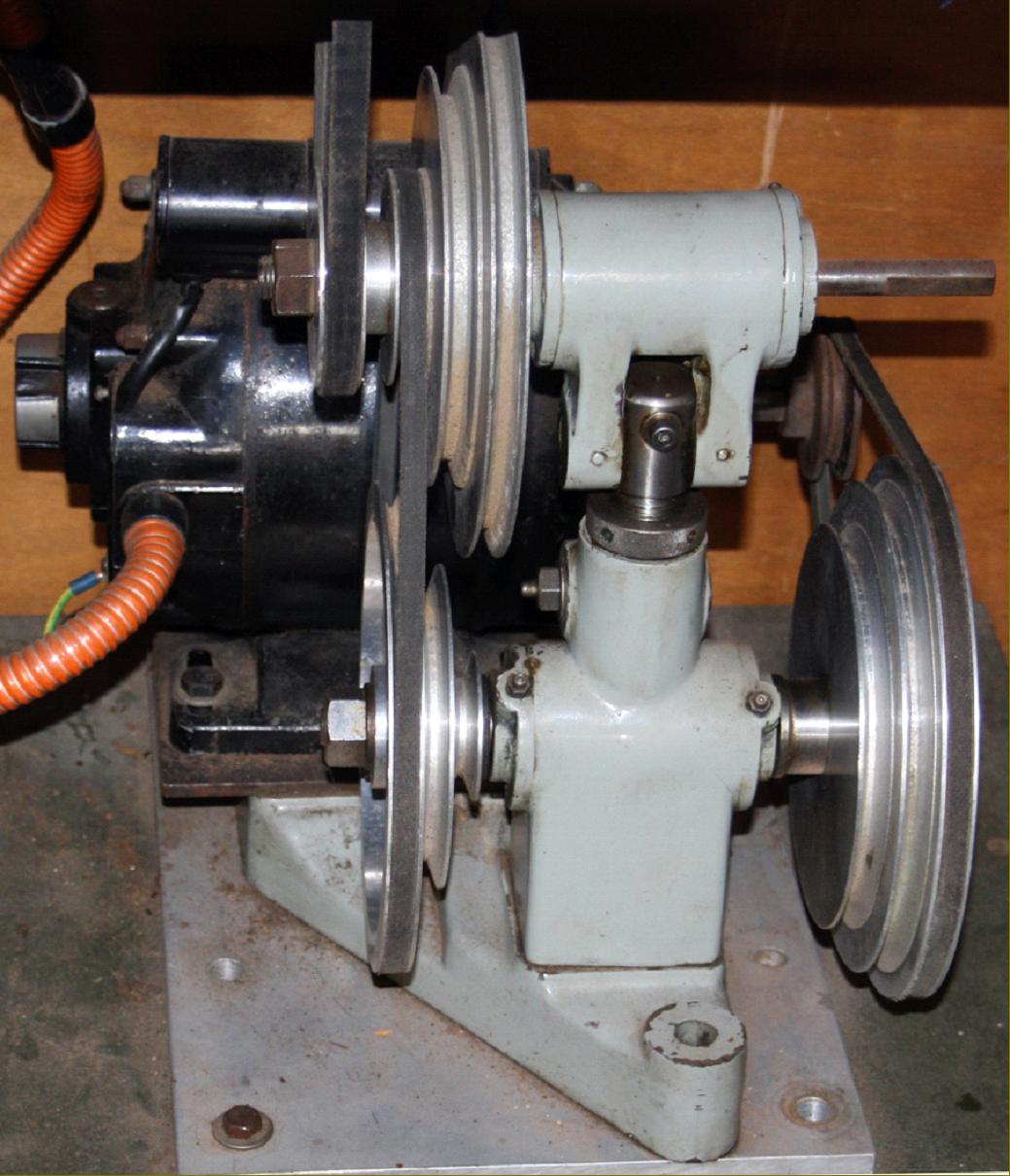
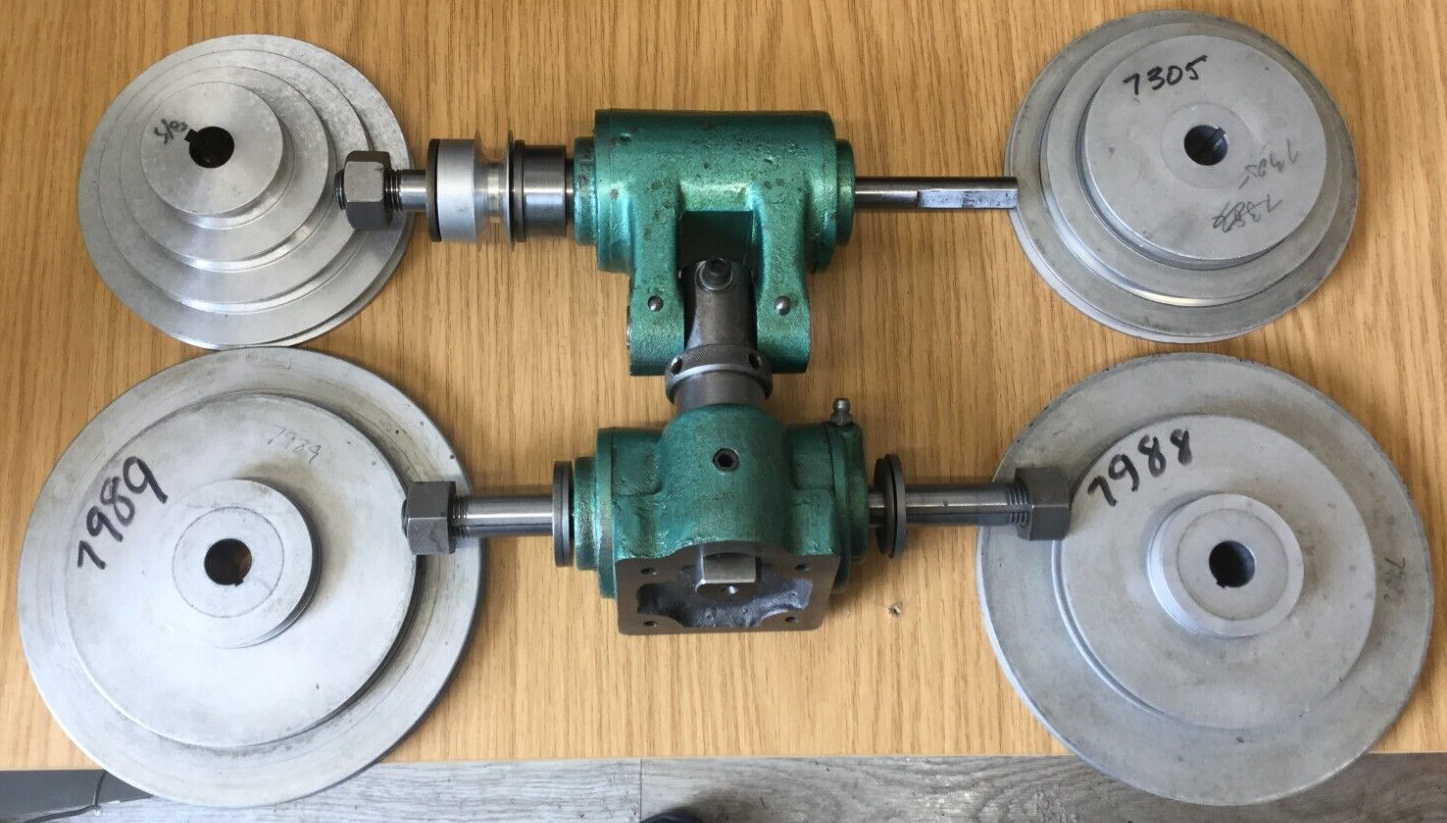
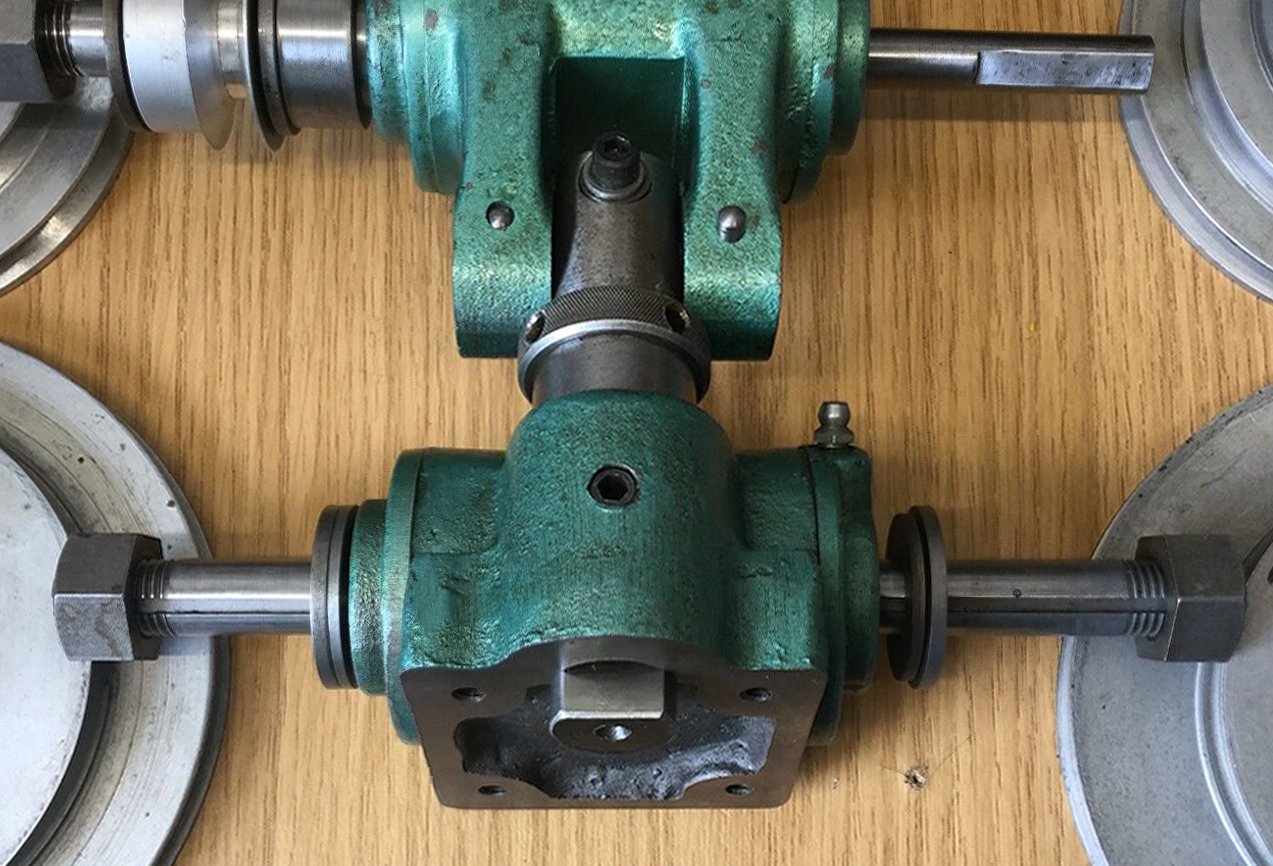
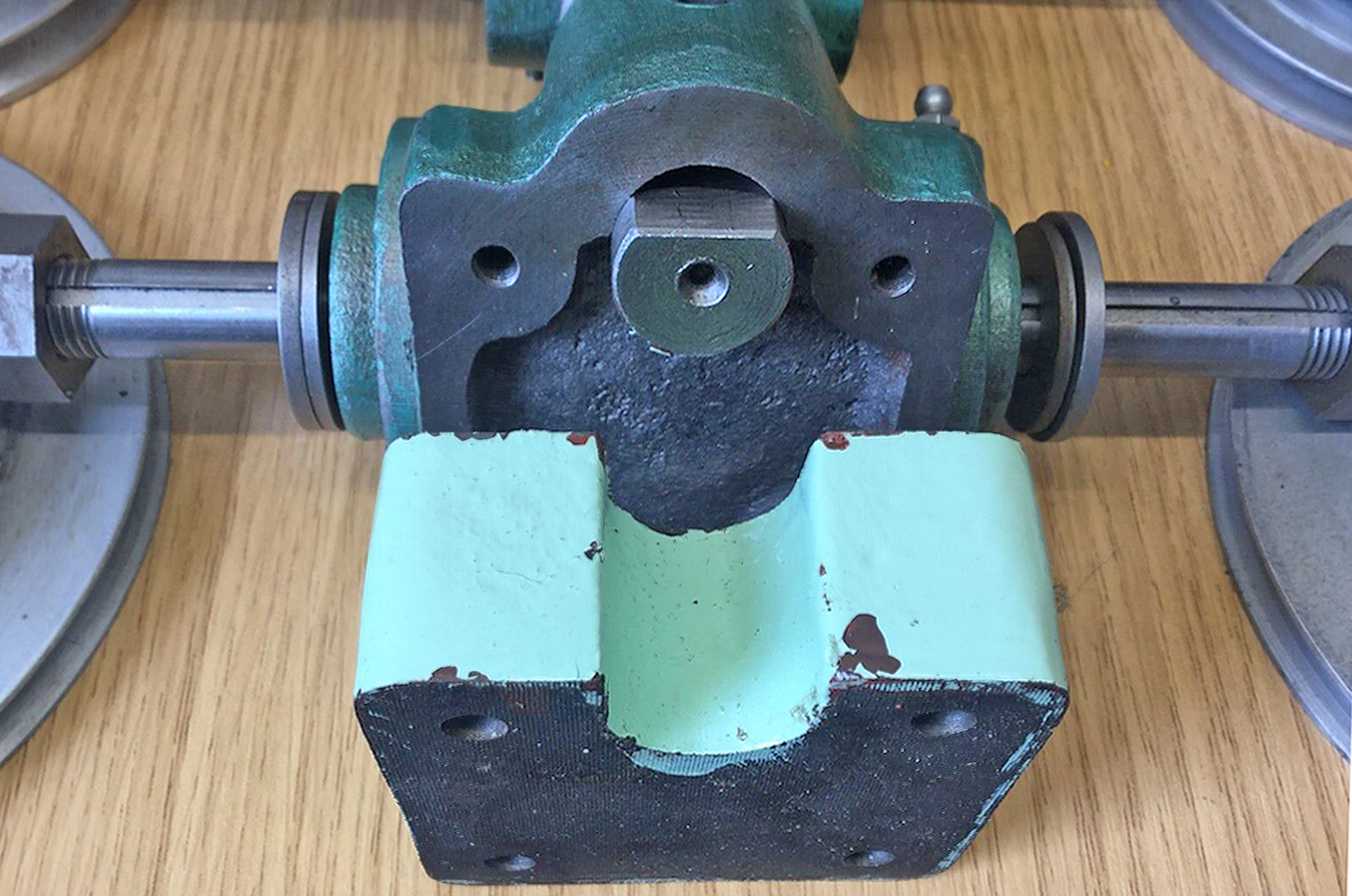
With a 20 mm bore, the headstock spindle of the 15/90 accepted collets with a Pultra reference of CJ.1 (20 mm shank, maximum through bore of 14 mm) whilst the grinding and milling attachments took the Type CE.1 collet with an 8 mm shank (maximum through bore of 4.7 mm). Three different headstocks were available, all based on a common unit but categorised as "Standard (H.191D), "Special Toolroom" with "Locking Attachment" (H.191.A) and "Production" (H.204D) - with, naturally enough, a lever-operated collet closer fitted as standard (though a simple screwed draw-tube type was an option). Because the single drive pulley was overhung on the left-hand end of the spindle (though covered with a neat guard that made the headstock look bigger than it actually was) the belt could be changed on all versions without having to disturb the setting of the super-precision plain headstock bearings. Driven from the recommended 3-phase, 1425 rpm, 0.9 hp motor with a 3-step pulley on its shaft (and via either rear or stand-contained countershafts of the most beautiful construction) the 9 spindle speeds were generally set to give: 135, 208, 350, 410, 633, 1068, 1258, 1936 and 3265 r.p.m. Although the 17/50 and 17/70 Models had headstock spindles that accepted only collet-mounted accessories the Model 15/90 used a captive screwed ring behind the spindle-nose flange that resembled a miniature version of the American L Series long-taper key fitting employed on industrial-size, general-engineering lathes.
With a cross slide had a travel of 4" inches (100 mm) and a top slide of 3" inches (75 mm) both had considerable more movement than the 17/8" (48 mm) and 13/4" (45 mm) of the 17/50 and 17/70 models.
3313/16" (860 mm) long, the bed had a shear length of 31" (790 mm) and could accommodate 15" between centres (7" or 178 mm for the 17/50 and 17/70). On its optional (but essential) cast-iron base plate the total length was 353/4". Some, but not all beds, had a T-slot down the back to mount the maker's thread-chase screwcutting attachment.
A choice of two tailstocks was offered: both had a 13/16" diameter spindle, with the same 2.25-inches of travel, but with the Ref. T.192 having screw feed and the Ref. T.193 lever feed and a plain 20 mm bore to take the same CJ.1 collet fitting as the headstock. A micrometer-graduated collar was fitted to the spindle handwheel, marked in divisions of 0.02 mm
A full range of optional equipment was available for the lathe including a 6-station bed-mounted capstan turret, cut-off slides, a bar-feed unit, coolant pump and distributor, thread-chasing equipment, a screwcutting attachment with changewheels (that also gave power feed to the top slide), a vertical slide, miniature saw table, lever-action collet closers, lever-action tailstock, milling and grinding heads to fit the toolpost and vertical slide, a small precision machine vice, fixed and travelling steadies, headstock dividing unit with a selection of plates, plain, tapped and T-slotted faceplates and a choice of single "block-type", 4-way and rear toolposts..
|
|