|
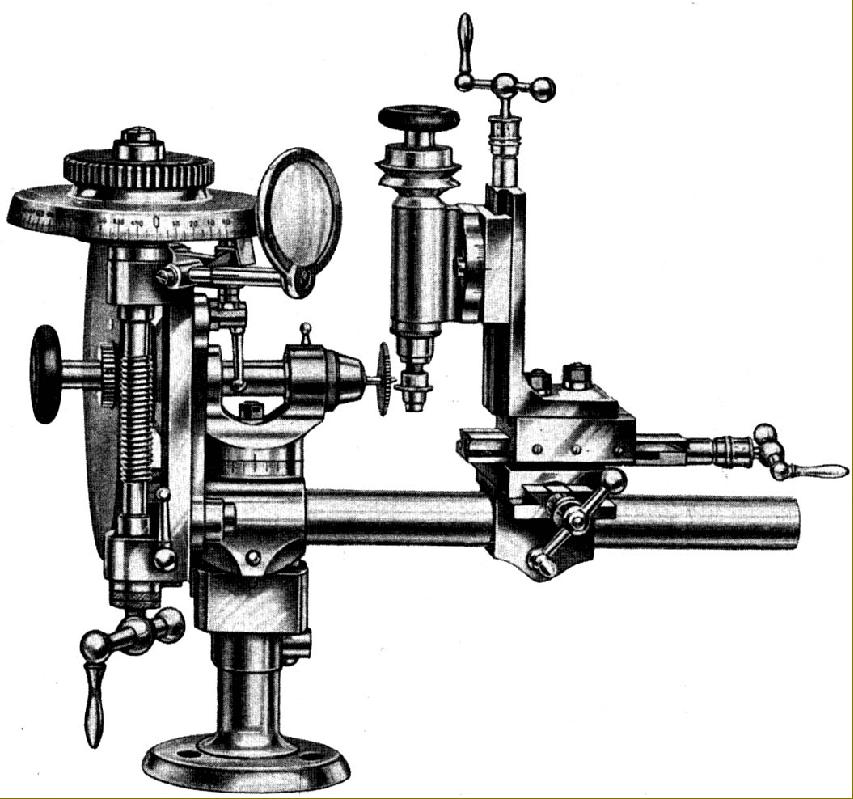
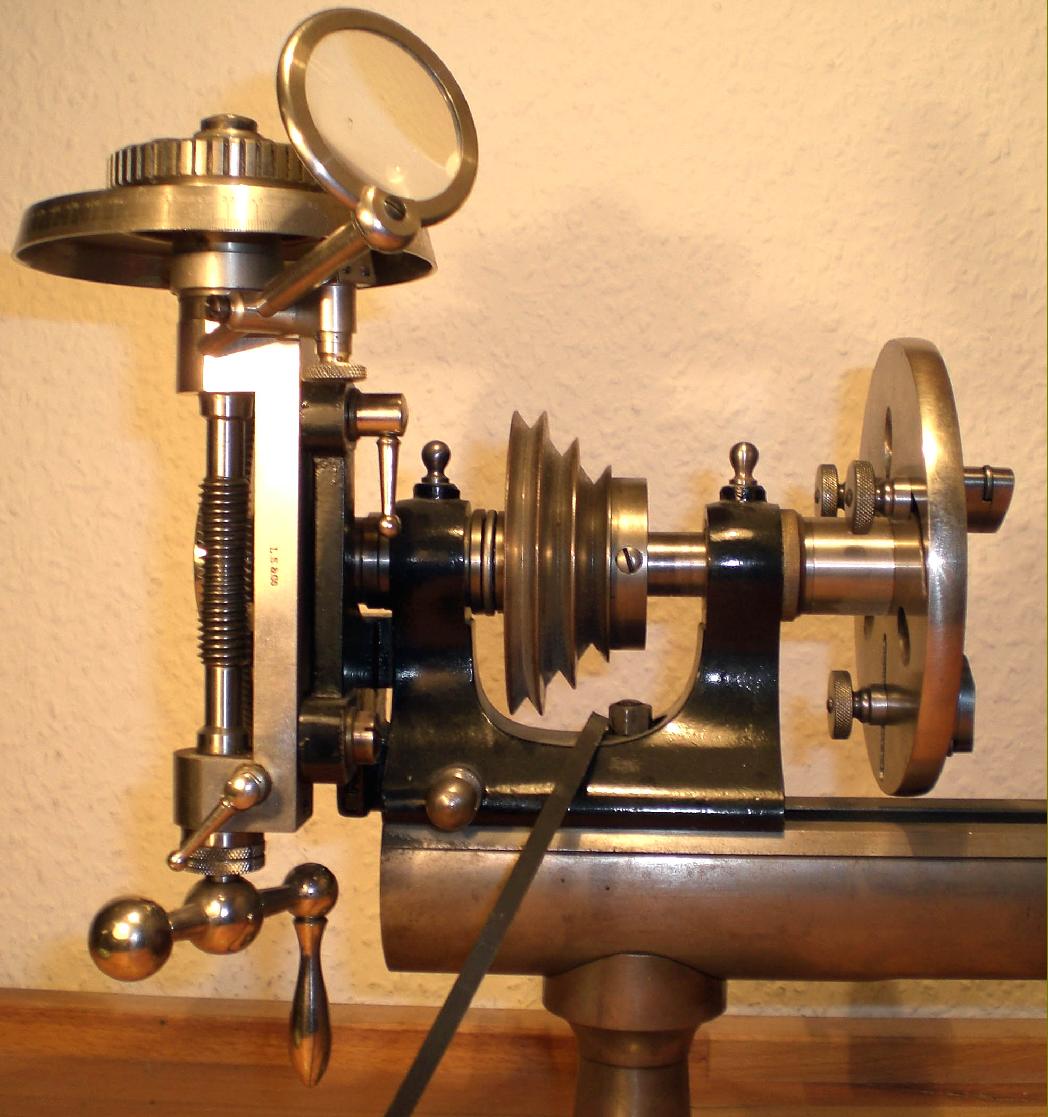
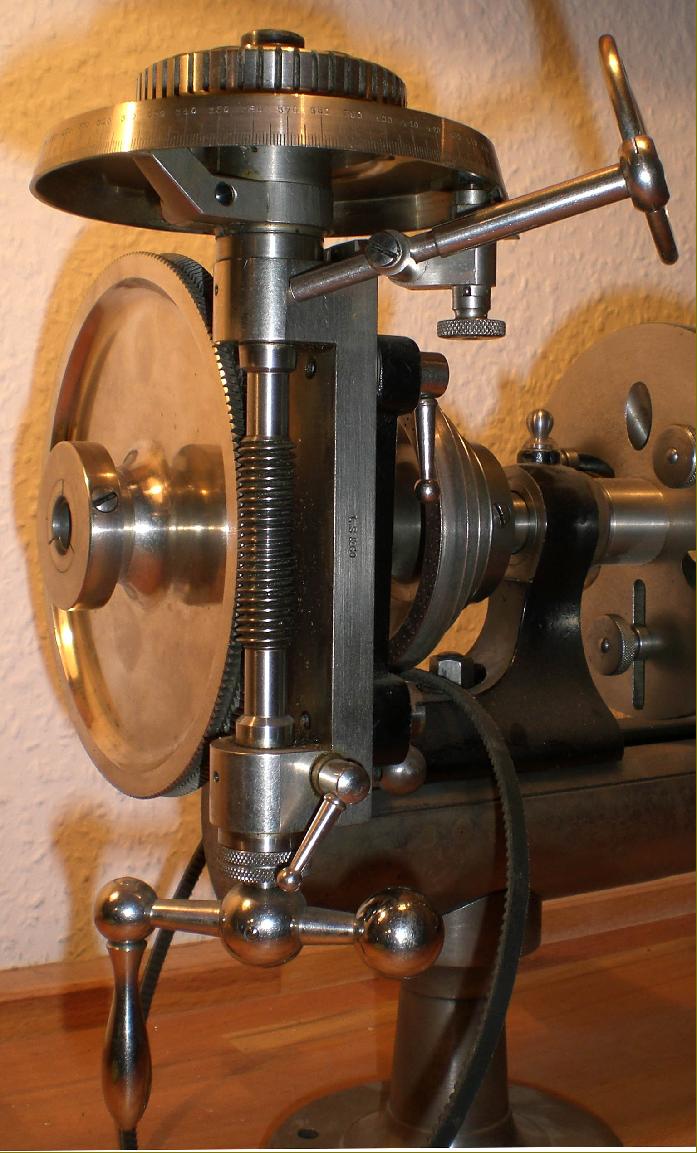
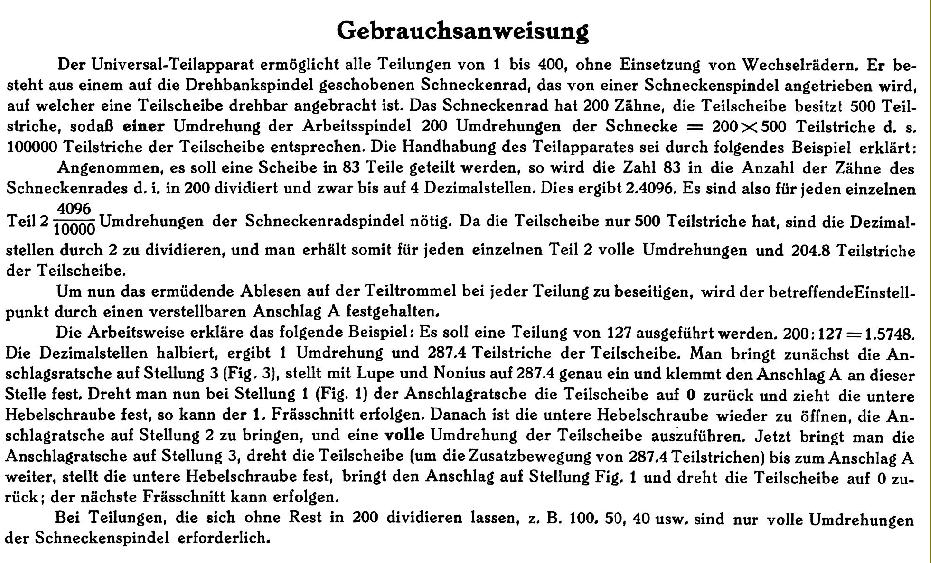
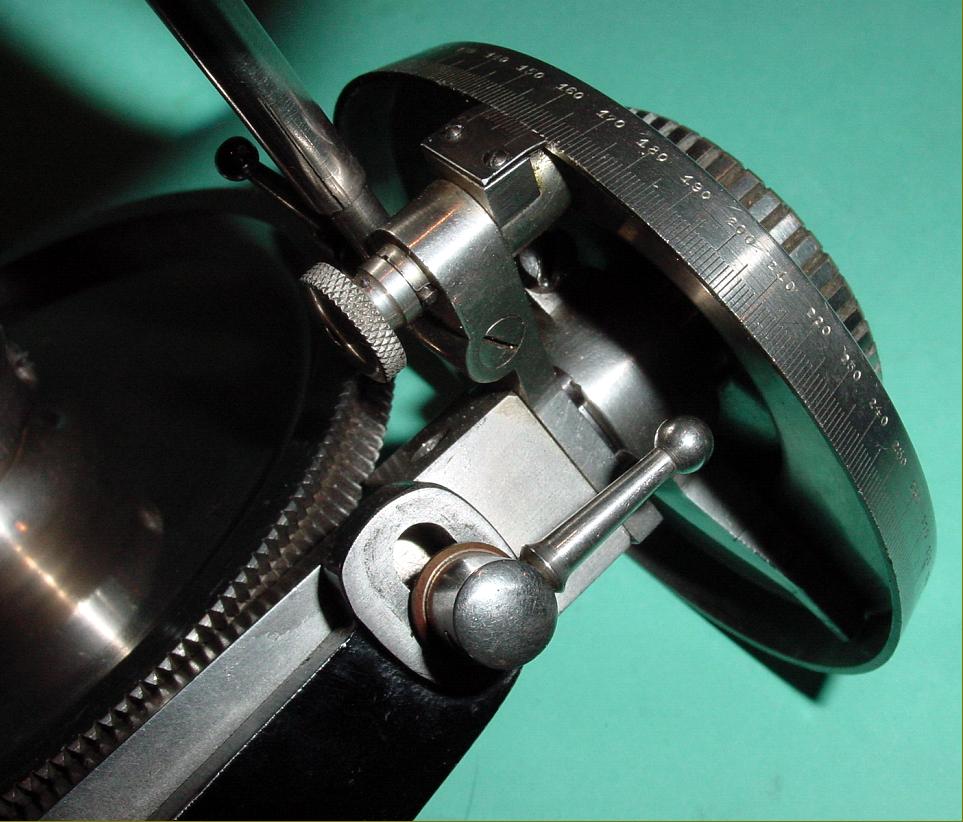
A unique design of dividing head was offered by Lorch for their WW and LL lathes that allowed all divisions from 2 to 400 to be created without the use of changewheels. The special head is shown below mounted on a LL lathe made during the 1920s.
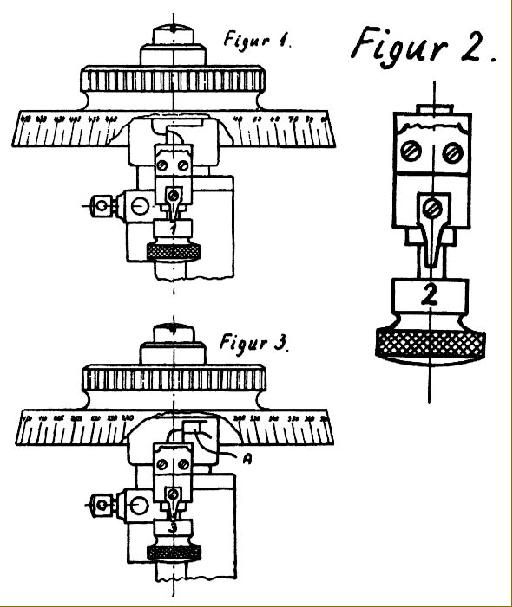
The unit consisted of a wormwheel located on the lathe spindle with its division plate over a friction clutch. The wormwheel had 200 teeth and the scale ring 500 marks - hence one turn of the lathe's spindle gave 200 revolutions of the worm and so (200 x 500=10000) 10000 marks on the division ring. As an example, to cut an 83 tooth wheel it was necessary to calculate a ratio of 200/83 with an accuracy of 4 decimal places, to give 2.4096. This was 2 full turns plus 4096/10000 turn. As the division ring had only 500 division marks it was necessary to divide the decimal fraction by 2 . Now you had 2 full turns and 204.8 marks on the scale ring. To aid repetitive resetting, an adjustable stop was provided under the division ring. An example: to cut a gear with 127 teeth: 200/127 = 1.5748. The decimal-place numbers were halved to give one full turn and 287.4 marks on the division plate. First the stop-ratchet was set in position 3 and adjusted with a magnifying glass to exactly 287.4 - and the stop locked. Next, in position 1 of the stop-ratchet, the division plate was set to zero, the fixing screw of the worm spindle locked and the first cut taken. The fixing screw was then loosened, the stop ratchet brought into position 2 and the worm spindle turned once. The stop-ratchet was then brought into position 3, the worm spindle turned (for the additional 287,4 marks) to the stop, the fixing screw locked to bring the stop into position 1, the dividing plate turned back to zero - and the next cut made. For divisions without decimal fractions only full turns of worm spindle were needed. Priced in 1937 at 175 Reichsmark - when a complete Lorch LL lathe with a compound slide rest was 170 Reichsmark - very few of these units were sold and are consequently rare.
|
|