|
Home Machine Tool Archive Machine-tools Sale & Wanted |
||
|
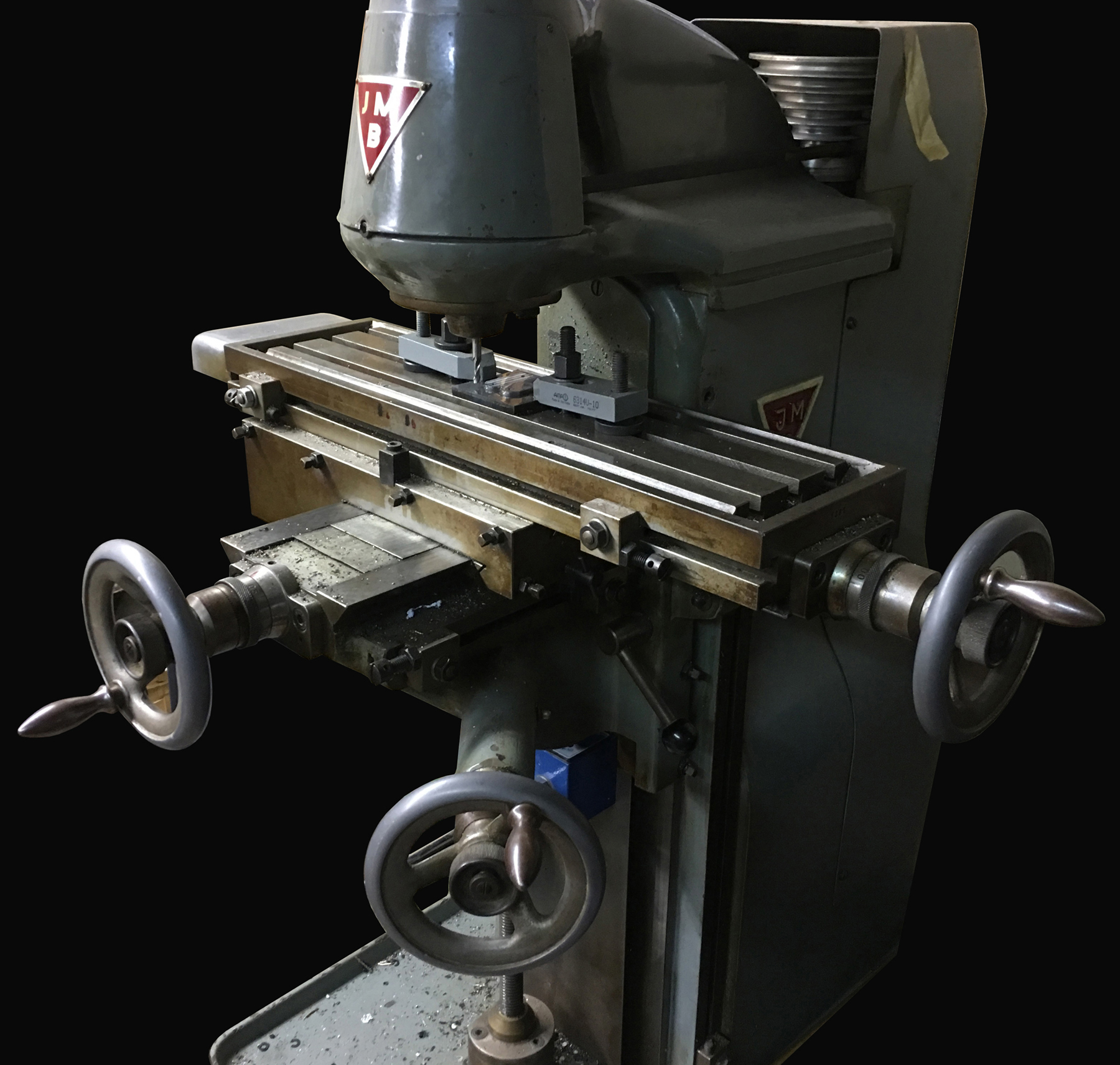
Seldom encountered, the little JMB universal miller was smallest of those made in Germany by Josef Mellert Fabrik für Feinmechanik [the Factory for Precision Mechanics] a company that made built mostly small but very fine milling machines, but unfortunately did not survive. However, the German company Heckler & Koch, which apparently had many of these machines running successfully in their (weapons) production, then continued the production of some of the JMB models for a while. |
{kind=link}

|
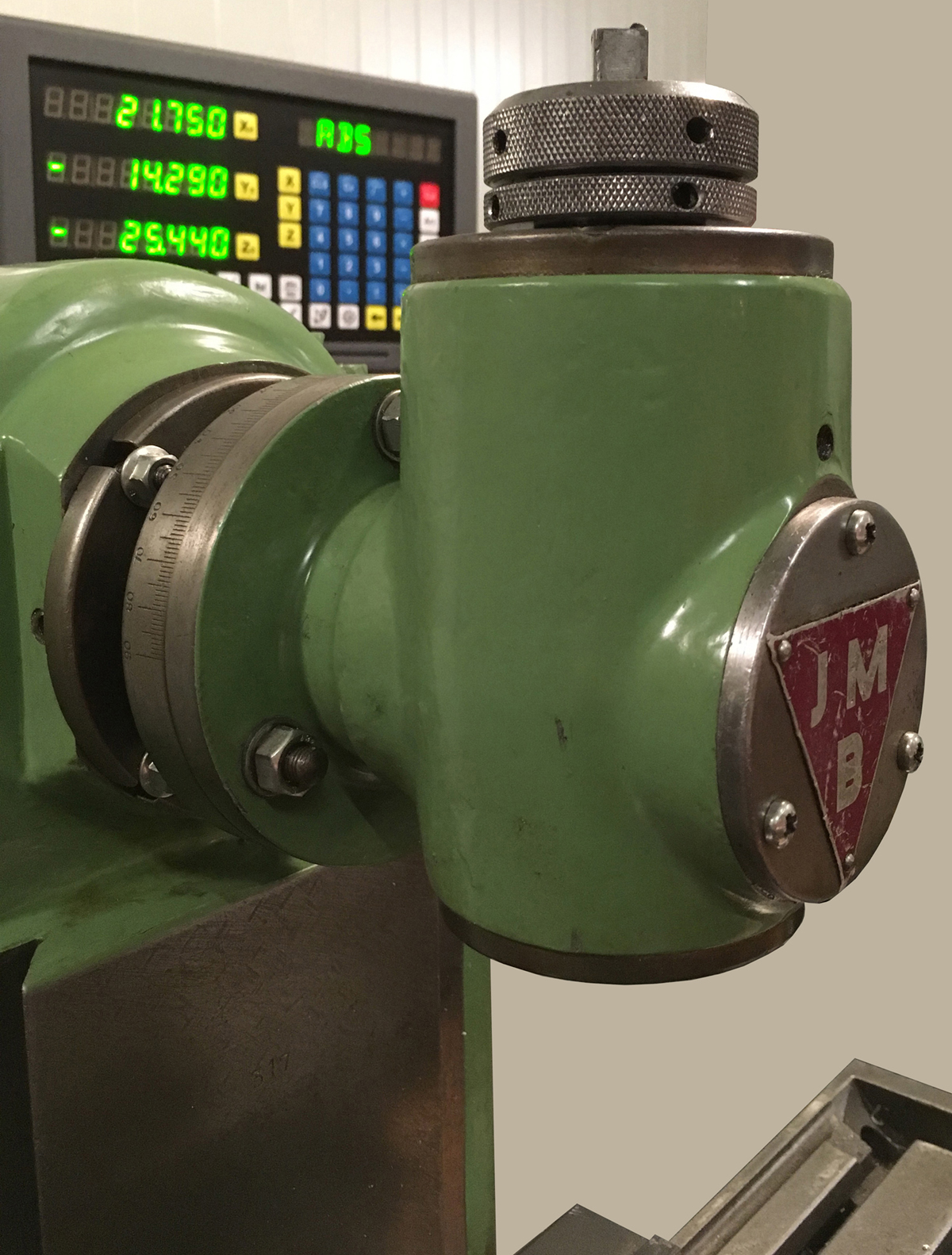
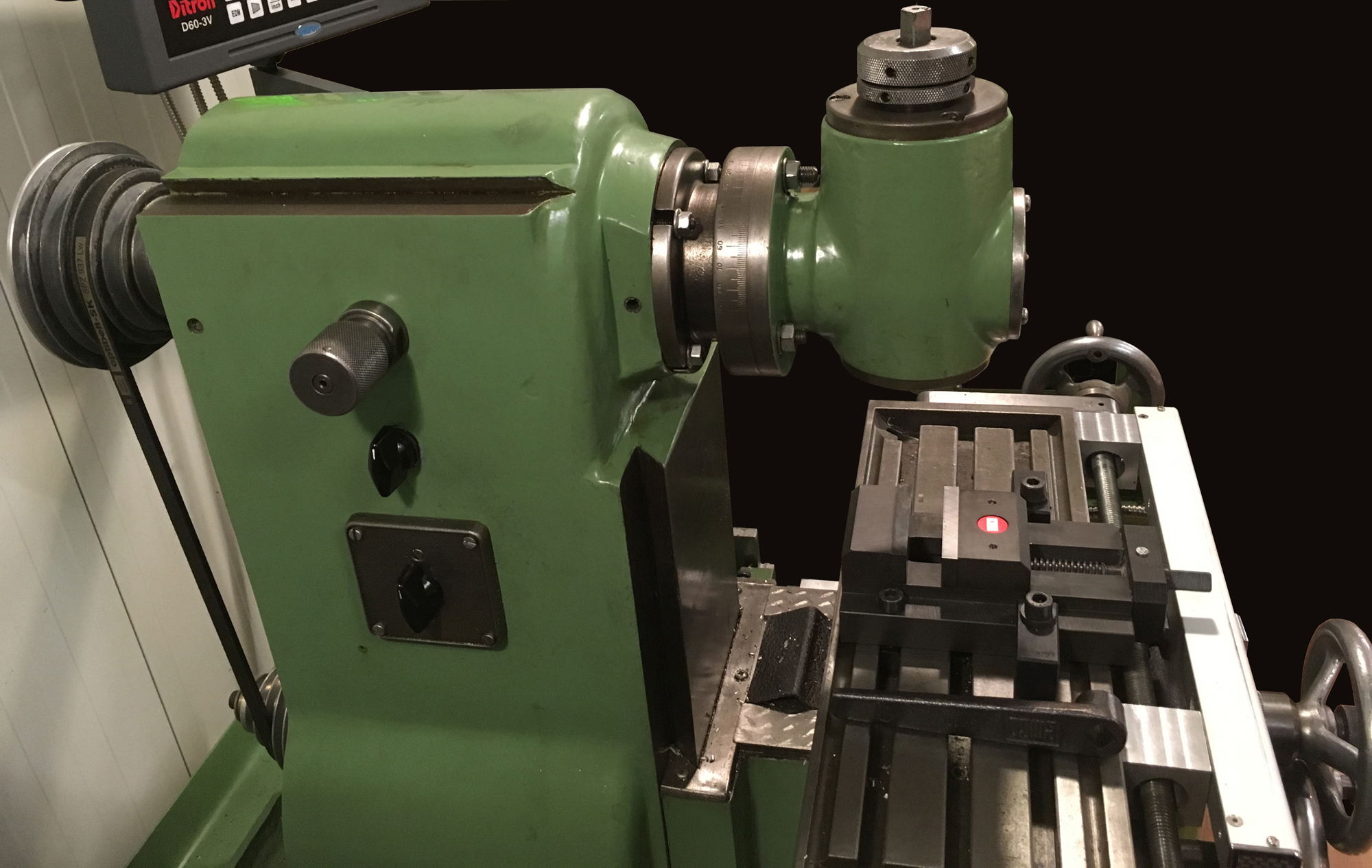
JMB dedicated vertical miller Tyme HF-V, based on the horizontal model, with a 6-speed, non-swivelling vertical head formed as an integral part of the overarm |

|
HF-V Vertical. A relatively simple modification by the makers to arrange a drive to the vertical head. The Bowex Type "Junior" semi-flexible coupling has been used on a variety of machine-tool drives |
|
|
|
|

|
|


|
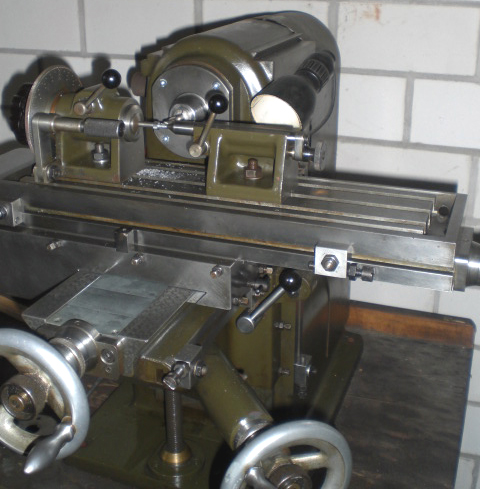
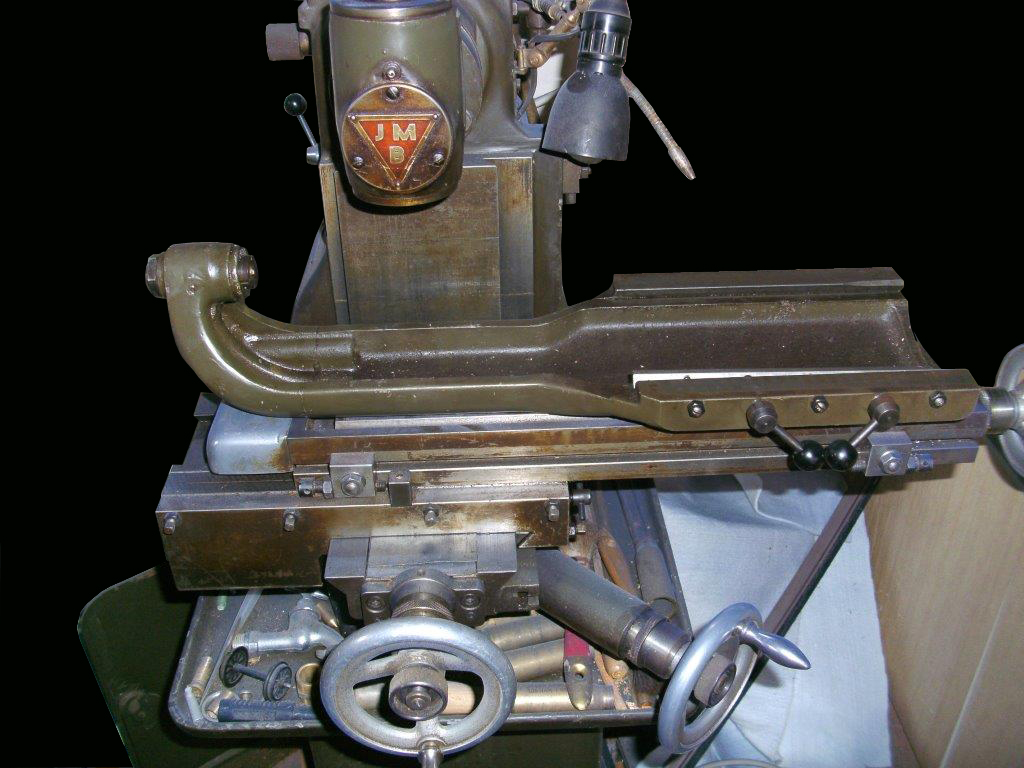
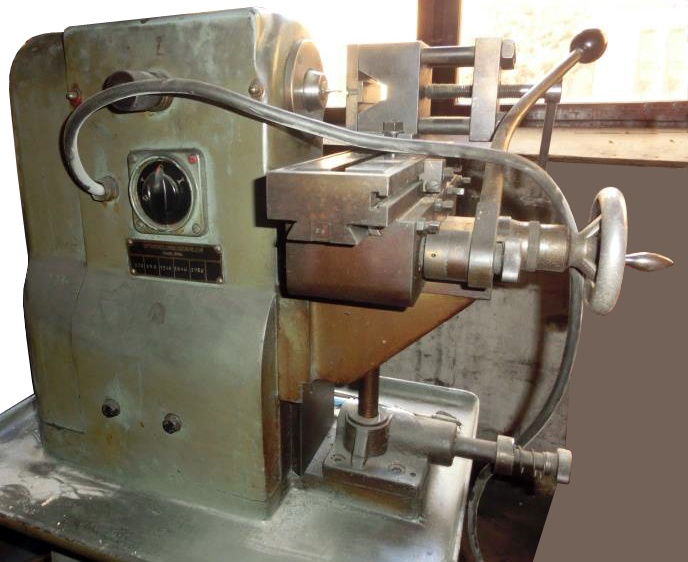
Instead of a conventional overarm with a detachable drop bracket on the end to hold the end of the cutter arbor, the JMB had a one-piece affair, very wide at the back but narrowing towards the front where it was curved downwards through 90° to provide a bearing housing. The wide rear section was formed with V-edged sides, complete with a gib strip and adjuster screws, that slid into matching ways machined into each side of the column's top face. A clever and economical way of providing a rigid support for the cutter arbor, the overarm was locked in place by two ball-tipped levers. |
||



|
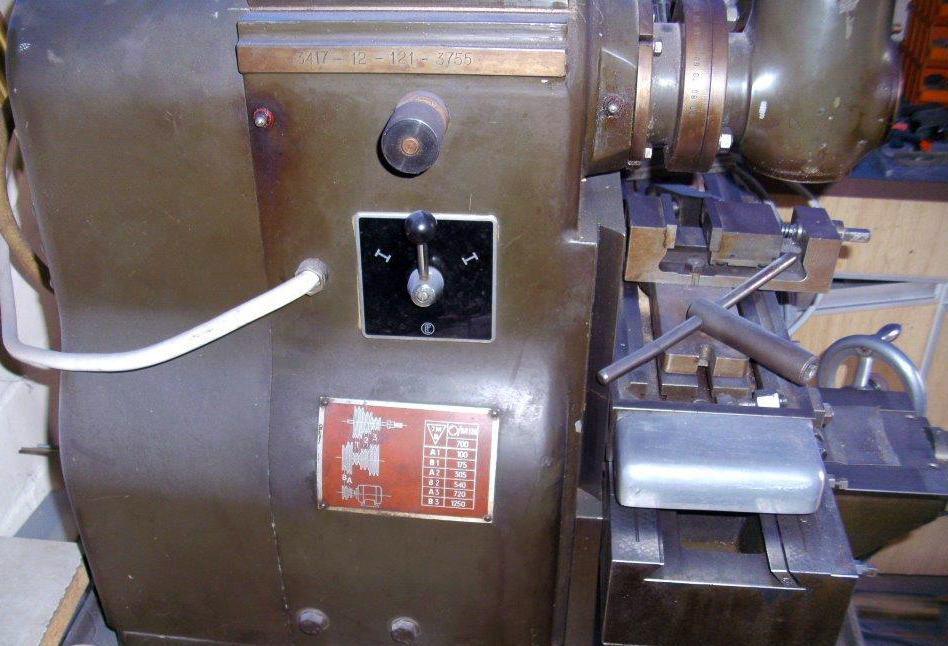
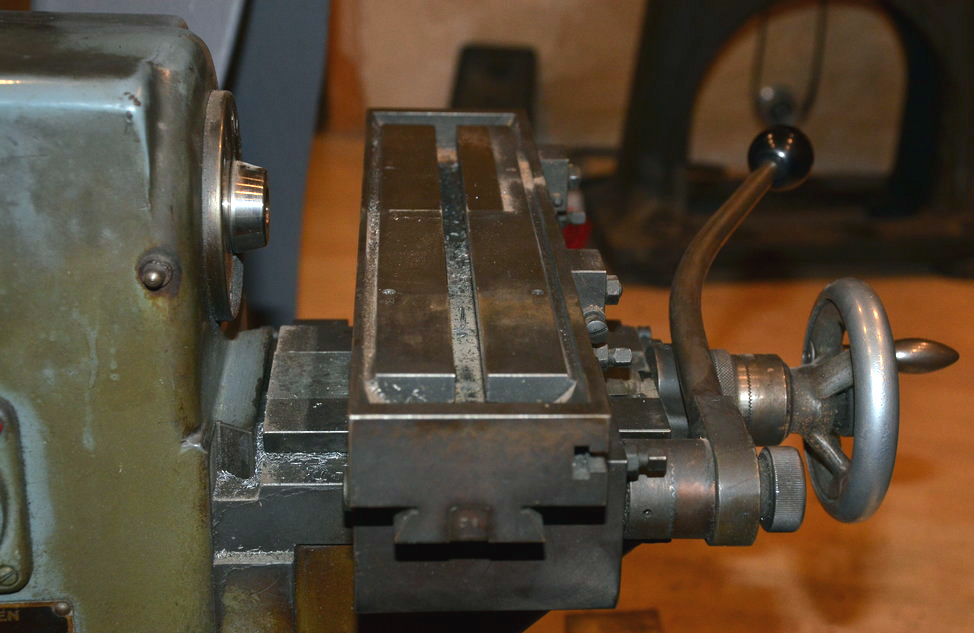
JMB Type HF-3K "stub miller" i,e, a simple machine for basic production work that lacked the facility to mount an overarm and fitted with lever feed to the table's longitudinal travel. This miller would have used with a direct-fitting collet to hold cutters - often of the end-mill or slotting kind - or a collet chuck. The table would have been equipped with fixtures designed to hold the workpiece - these often allowing jobs to be inserted and removed quickly - and a bored operator employed to operated the table controls whose travels would have been limited by adjustable stops. The type of small work that could be accommodated was almost endless and would have included parts for a wide variety of industries including sewing machines, guns, mechanical calculators, fitting for machine tools, printers, automobile components, etc, etc. |
||

|
|
||





|
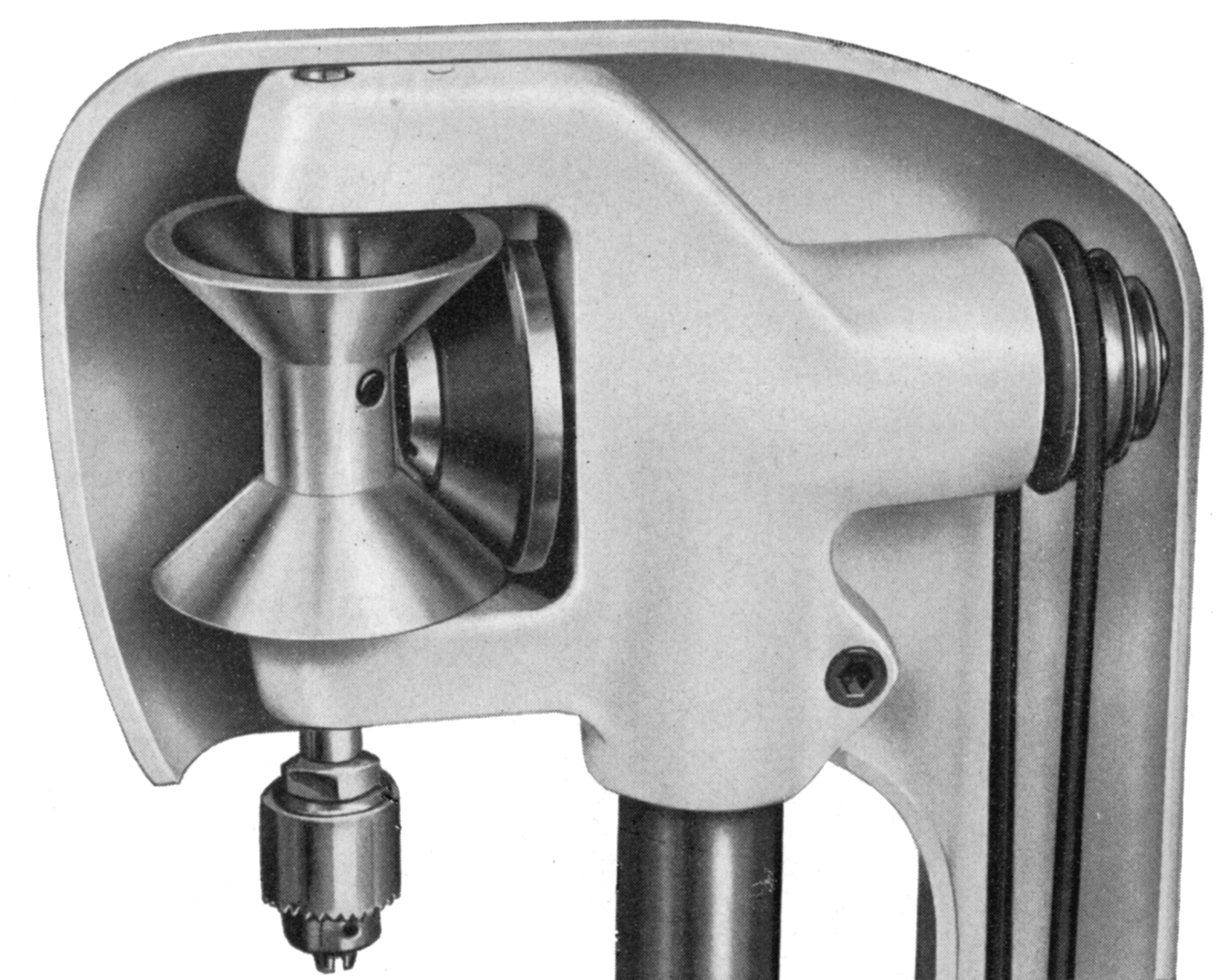
JMB also made a small but rugged drill press, this being a tightly-constructed machine with a round table machined with four radial T-slots, an integral motor, variable-speed drive and a built-in light. Giving a range from 1500 to 5000 r.p.m. the variable-speed drive system was a friction type, the 250 Watt, 2800 r.p.m. 50 Hz motor able to be slid backwards and forwards by moving a lever on the left-hand face of the main body. On the motor spindle was a rubber tyre, this pressing against the face of a steel disc attached to the main spindle. As the motor was moved forwards towards the centre of the disc the speed was reduced, while moving it backwards caused it to increase. A simple system and one perfectly suitable for drilling small holes up to 0.25" (6 mm) in diameter. A number of machine tools have been built with a similar friction drive including the Bulgarian Mashstroy lathe, American Elmco, Schaffner and Onan lathes, the German Robling and Boley F1 high-precision watchmaker's lathes - and some examples of German Klopp and American Hendey shapers. A reversing cone-type friction drive was also used on the English Oldak and Apex tapping machine, but this was not a variable-speed type. |
||


|
and Drill Press Home Machine Tool Archive Machine-tools Sale & Wanted
|