|
"Excel" was used as a brand by the B. Elliott Machinery Group - whose companies included Victoria, Cardiff, Progress, Invicta, Snow and others - to market a number of their lathes, specialised tool and jig millers, miniature jig-borers-cum-drillers, small jig borers, precision filing & sawing machines, tool & cutter and surface grinders & other machine tools from the 1930s until the 1960s. The name tended to indicated that the various products so labelled would be of better-than-average quality - and usually directed towards a specialised segment of the market - hence their Model L3N "bench precision lathe" of 4.5" centre height and 12.5" between centres was openly advertised as being of the "Boley & Leinen Type" and very closely followed that company's ideas for the design of a simple but very high-class bench lathe capable of the finest quality work. Manufactured in Great Britain by an unknown company within the Elliott group, it was, at one time, surprisingly common on the second-hand market, a situation that probably indicated the government taking quantities of them during and possibly after World War 2. So, not a machine intended, when new, for amateur use - though once on the used market the very high quality was very appealing and many were pressed into service by clockmakers and model engineers. The writer was lucky enough to have several examples pass through his hands during the 1970s and can personally vouch for their longevity and high quality. However, Elliott was not the only company in the field for, at the same time (during WW2 when supplies from the Swiss Company Schaublin and, of course, German machines by G.Boley, Leinen, Lorch and Wolf Jahn were not available) precision bench lathes were also being manufactured by, amongst others: Benson, BWC, Cromwell, CVA, Holbrook and Woodhouse and Mitchell (though only one example of the latter has so far been found). |
|
Continued: |
|
Continued: |
|
|
|
|
||
|
Catchplate and standard collet |
||



|
|
|
An Excel with an "American" toolpost. Note the height-adjustment wedge (normally sitting on a separate "Wobble washer") bearing directly against a hollow formed in the top surface of the slide. |
||

|
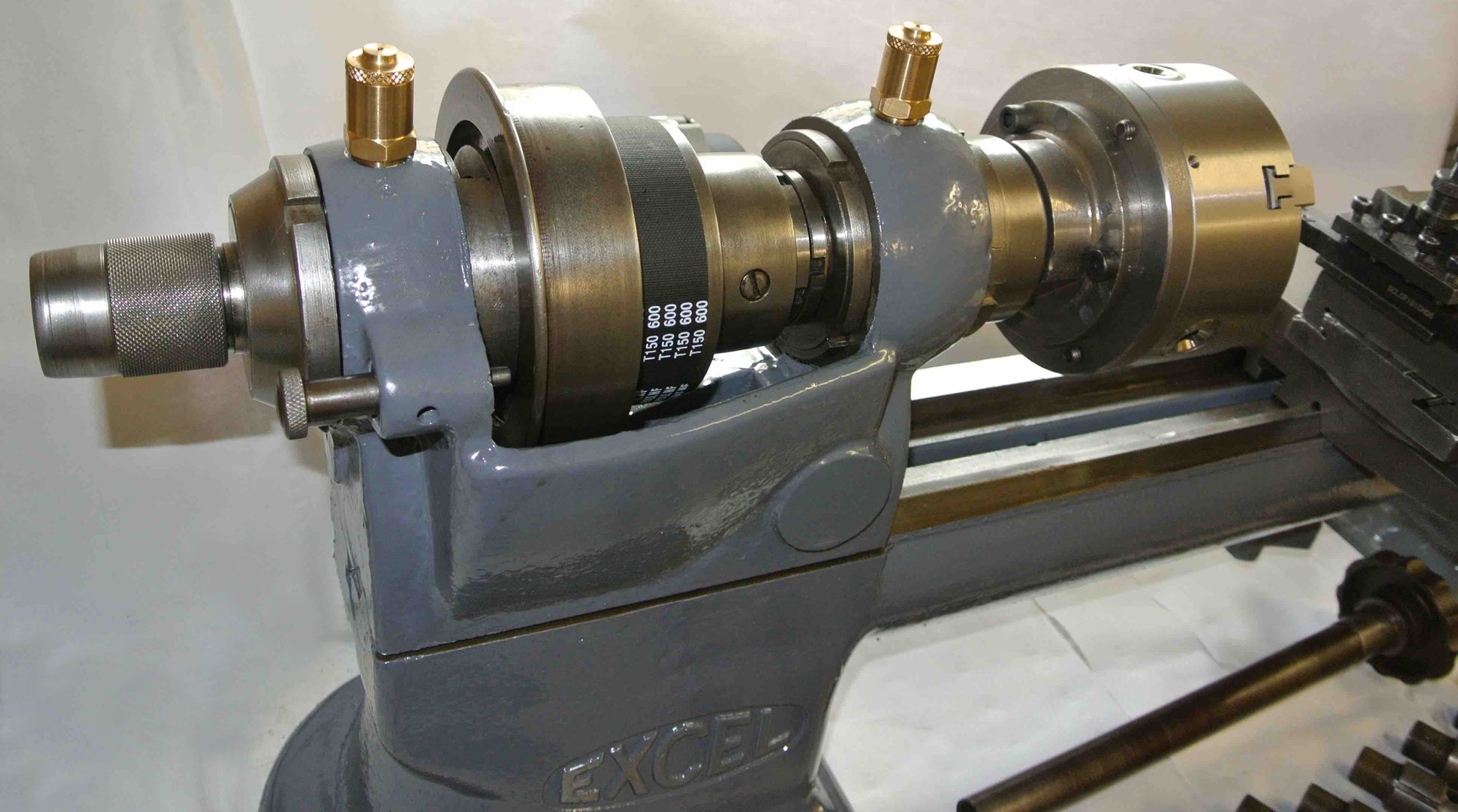
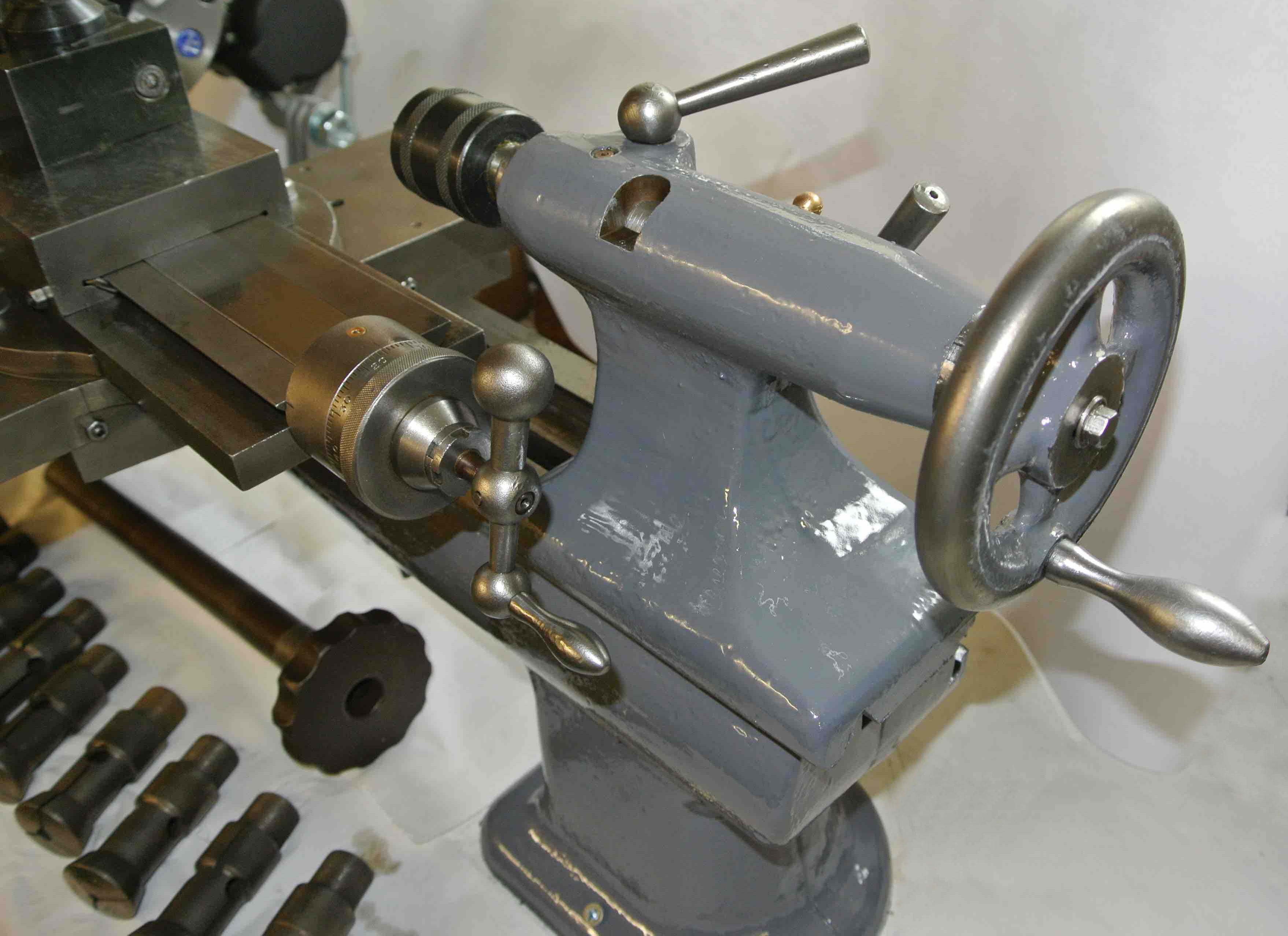
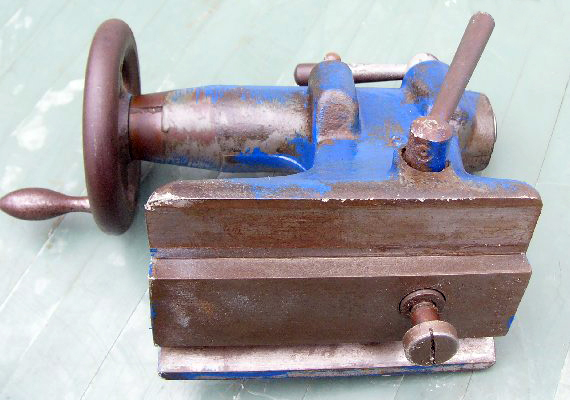
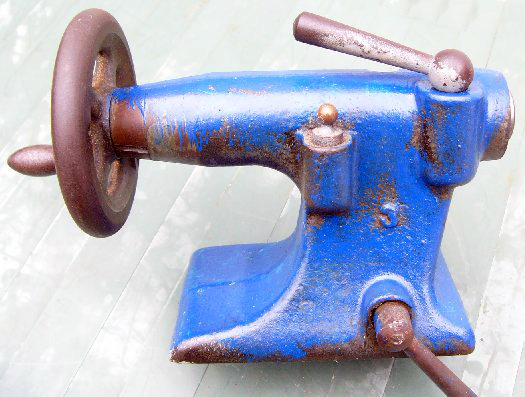
Excel tailstock with, to the rear of the barrel clamp, a recess and dipper rod for the purpose of holding and applying (poisonous) white lead to the lathe centres. |
||
|
The hardened, ground and lapped 63/64"-bore spindle ran in what were described as: "special hard bronze cylindrical adjustable bearings with hardened and polished journals Ring Oil lubricated." Although of parallel bore each bearing had a tapered outside and, when drawn into its tapered socket by screwed rings, was closed down slightly on the spindle. The makers claimed that, before final assembly, each spindle and its bearings were subjected to: "careful testing after running for long periods at 2500 rpm". |
|
|
||
|
|
||