|
Home Machine Tool Archive Machine-tools for Sale & Wanted Books Accessories Elliott/Downham Home Page Mk.3 Downham Excel Mini Jig Borer Swivel Head Model Excel Die Miller An Instruction Manual is available for these machines Used by the B. Elliott Machinery Group, the Excel name indicated items of better-than-average quality and usually directed towards a specialised segment of the market; it was adopted by various of the Elliott brands, including Victoria, Cardiff, Progress and Invicta to market lathes, millers, small jig borers, die milling machines, precision filing & sawing machines, tool & cutter and surface grinders and other machine tools from the 1930s until the 1960s, . |
|
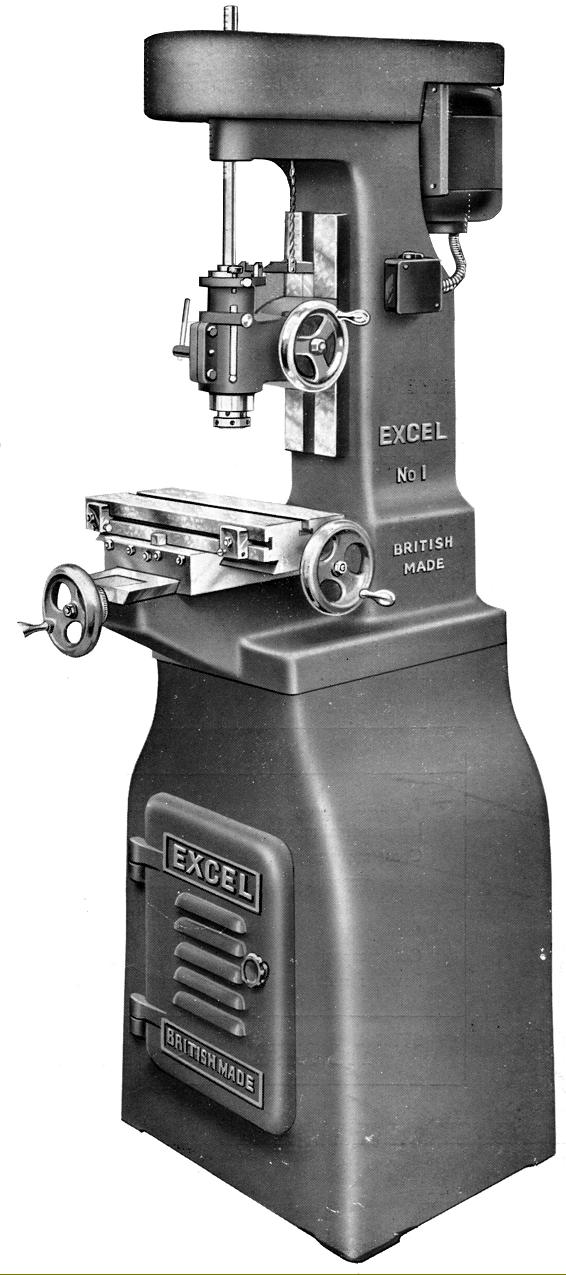
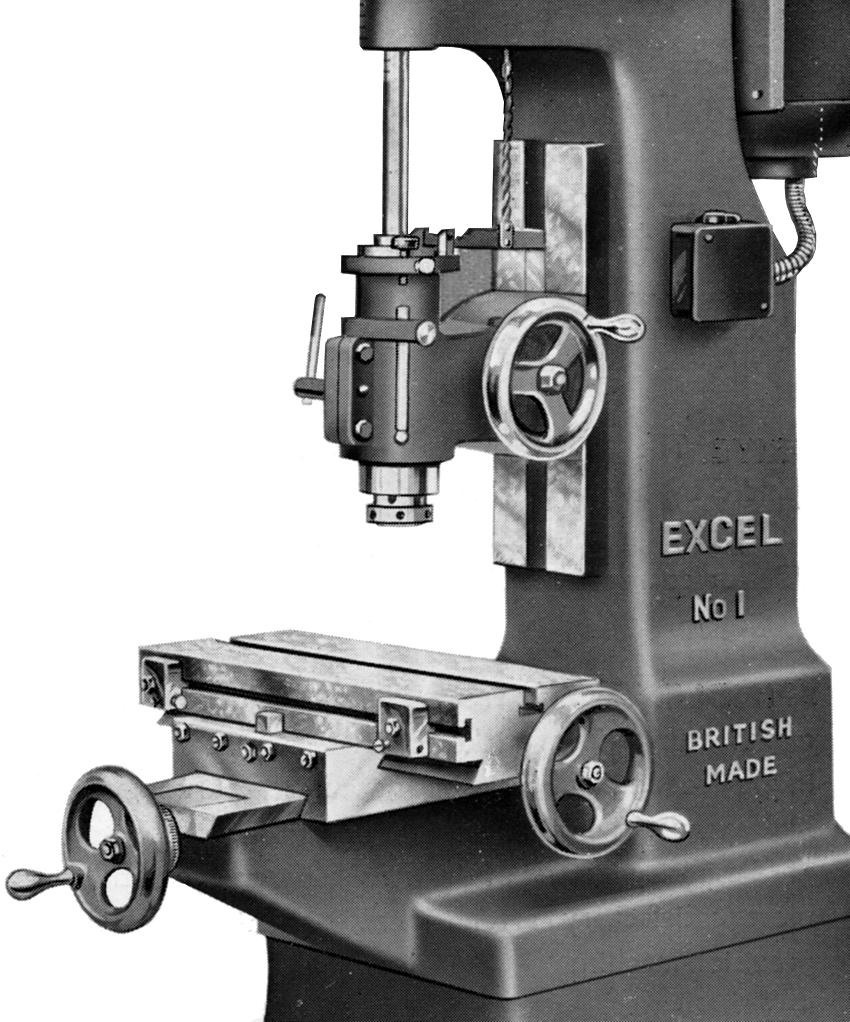
Almost an exact copy of the early Linley Jig Borer the Excel No. 1 was marketed using one of the B. Elliott Machine Tool Group's "Generic" names. |
||
|
Continued: |
|
In order to ease the operator's workload on boring operations the head was fitted with a very useful Direct-reading Micrometer Depth Gauge with a graduated bar passing through a boss on the side of the casting. Its method of operation was simple: to machine to a depth of 1.167 inches the cutting tool was set in contact with the work and the bar moved until it was at any even line. The stop-screw was then lowered until it made contact with the top of the bar - and locked. The dial was set to zero, locked and then the bar lowered 11 divisions; the cut could now be made until the stop-screw was met. If the stop-screw was then released the remaining distance of 0.067" could be accurately measured by using the down-feed dial. |
|
Co-ordinate Drilling & Milling Machine DIMENSIONS Mini Jig Borer Home Page |
||

|
Dimensions Mk. 1 Machines |
||
|
T-slot dimensions Mk. 1 |
||

|
Dimensions Mk. 2 Machines |
||
|
|
||
|
Table T slots and a plan elevation of machine's stand dimensions Mk. 2 and Mk. 3 Models |
||
|
|
||
|
Table T slots and a plan elevation of machine's stand dimensions Mk. 2 and 3 |
||
|
Elliott/Downham Home Page Mk.3 Downham Excel Mini Jig Borer Swivel Head Model Excel Die Miller An Instruction Manual is available for these machines |
||