|
Evidence for the existence of the Cromwell Company dates back to 1911, when they were engaged in the manufacture of "motor engines" at Stoney Stanton Road, just to the north of Coventry city centre; however, this is believed to have been the same company listed as having traded nearby from 1907 to 1911. By 1919, and probably under the influence of World War One conditions, the Firm appears to have moved towards machine-tool production with Frederick Payne, then managing director, applying for a patent, No. 150560, for A different method of engaging clasp nuts by rotary means. At this time Cromwell was based at 133 Foleshill Road (again in the north of Coventry) and by 1929 were sharing the premises with a company called Smallpeice Ltd. - which, having been founded in 1919, had moved from their original works in Sawbridgeworth. Although there is no official record of Smallpeice buying Cromwell, some sort of tie-up seems to have occurred for, from this point on, the fortunes of the two concerns appear to have been linked. Smallpeice was owned by the redoubtable and gentlemanly Mr. Smallpeice and, by 1936, under directors Mr. F.P. Price and D.P. Cosby were well established with premises in the village of Marton (near Coventry) and at Mile Lane, near Coventry city centre, that they shared with Martonair Ltd., a maker of pneumatic chucks. Martonair was listed in trade directories as producing Multi-tool lathes and small grinding machines: Represented in all countries for lathes by Alfred Herbert, and in Japan and India only for Grinding Machines by Alfred Herbert.
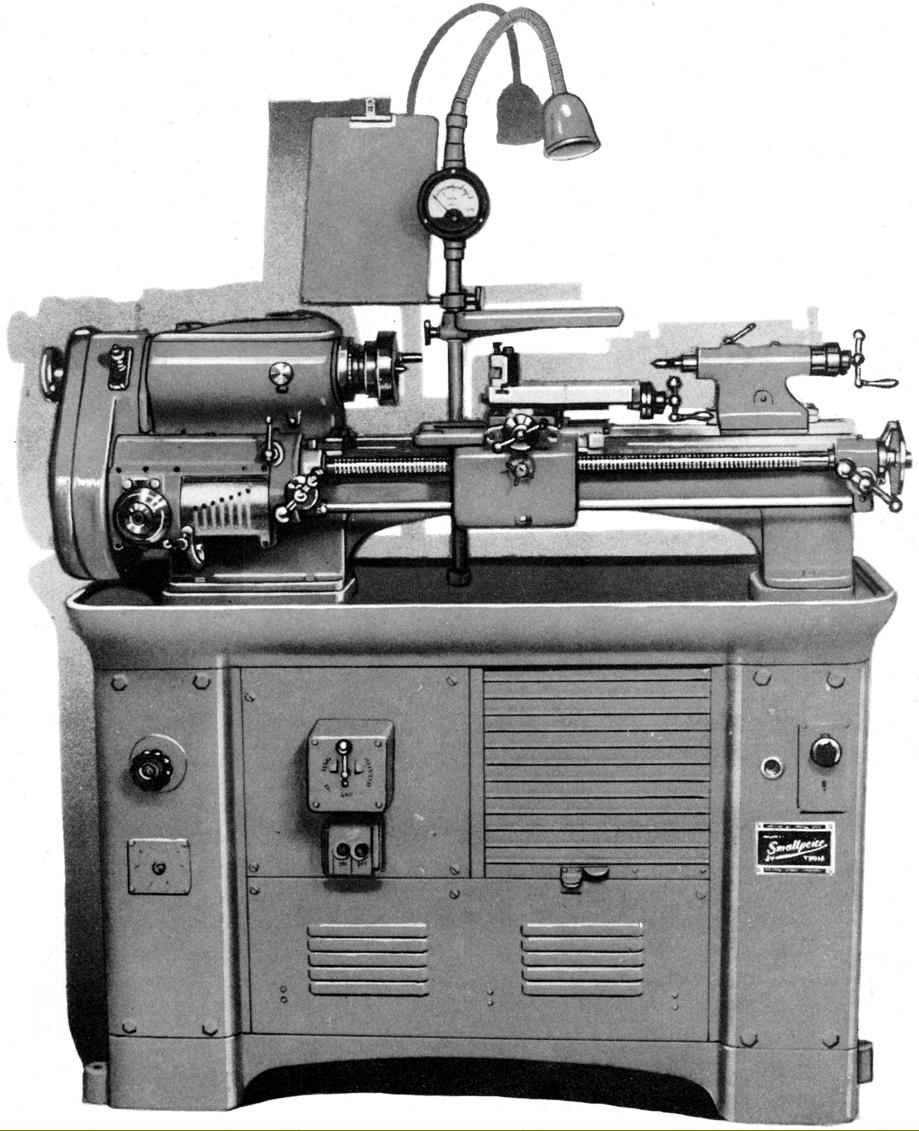
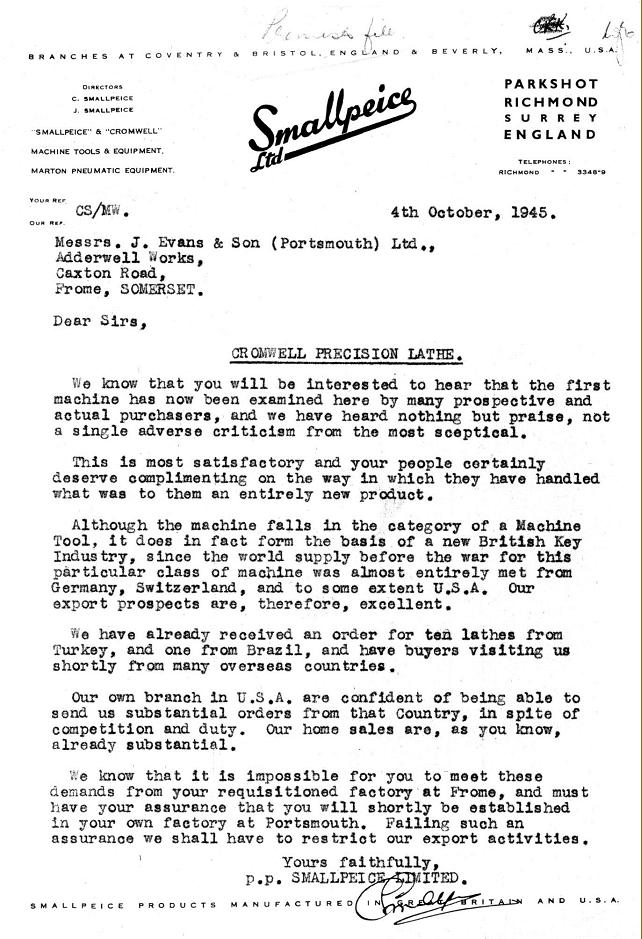
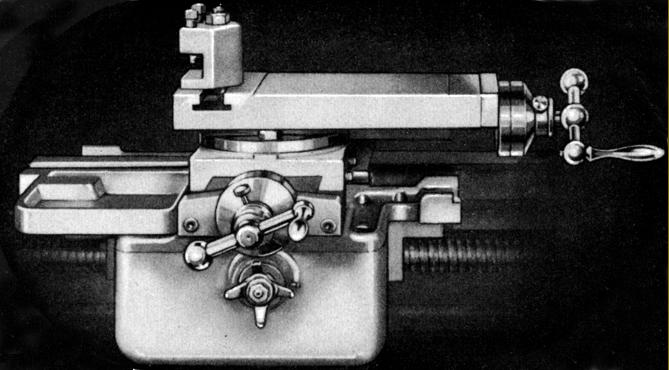
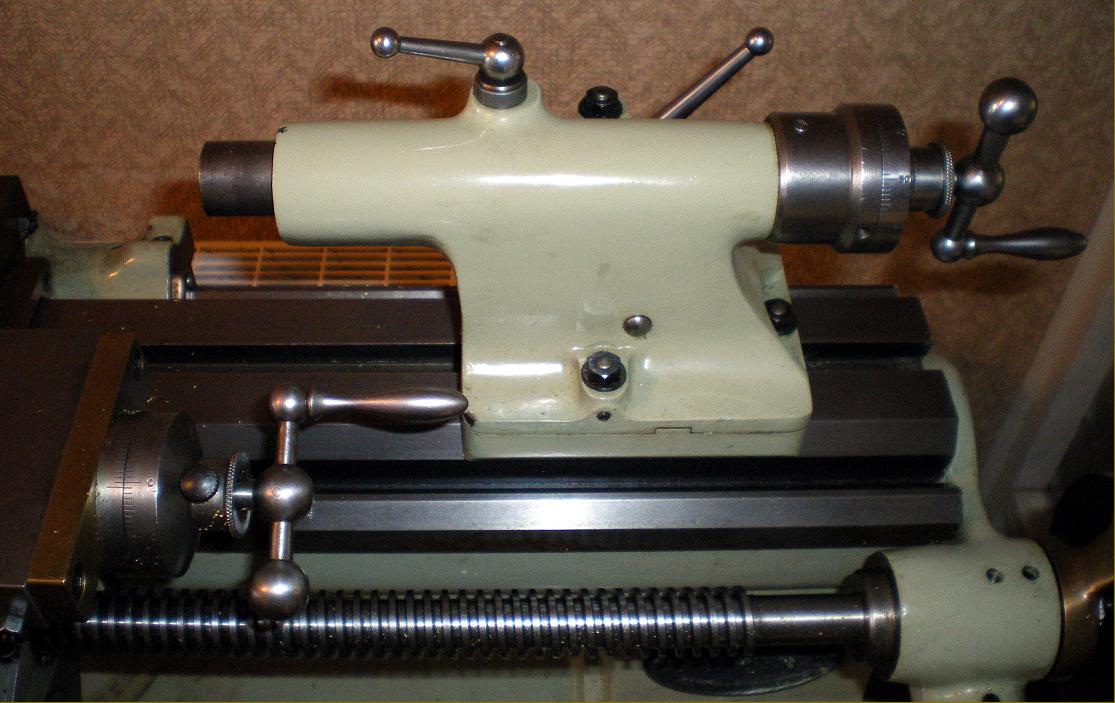
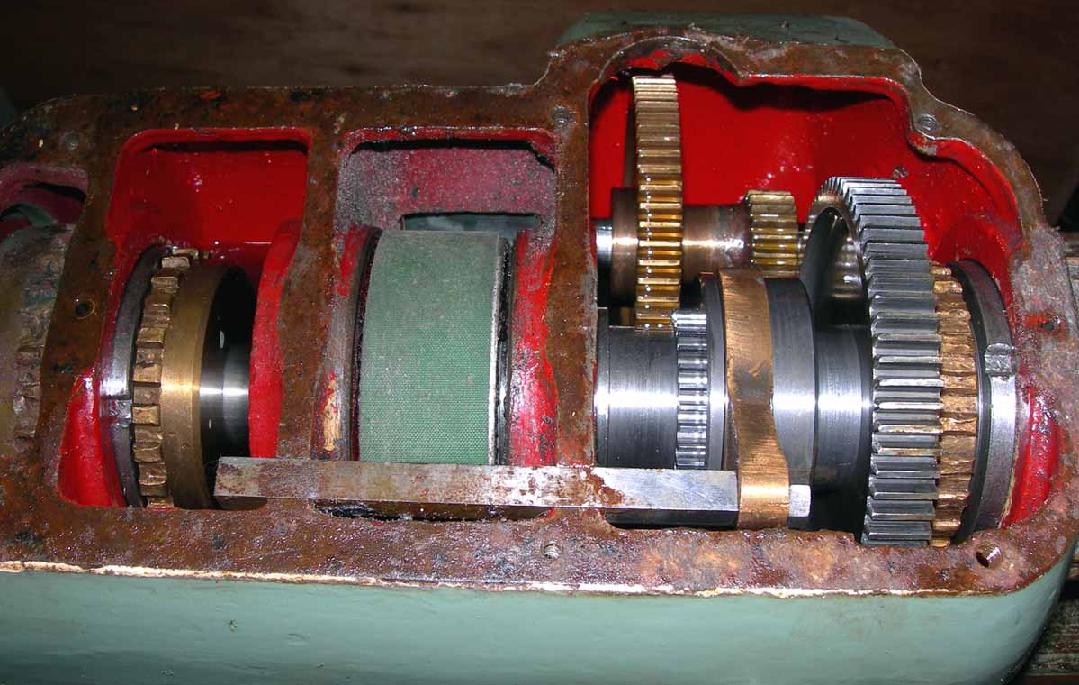
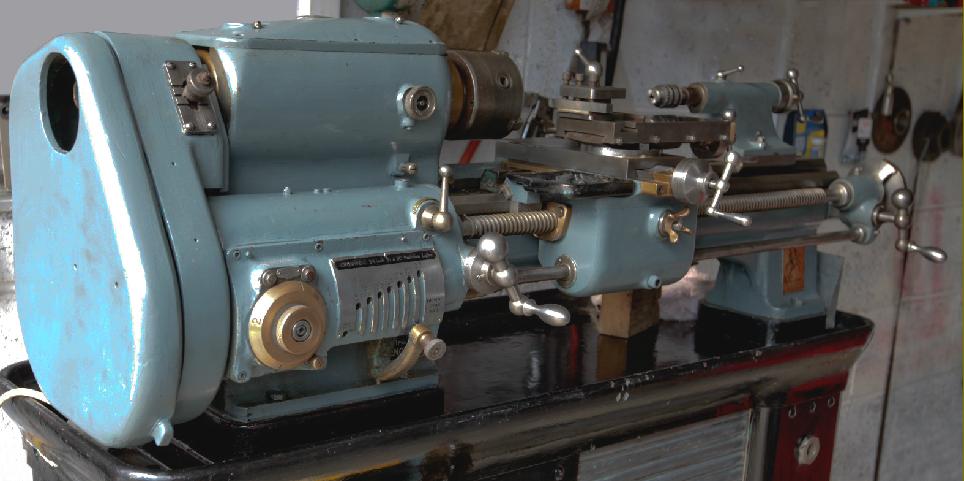
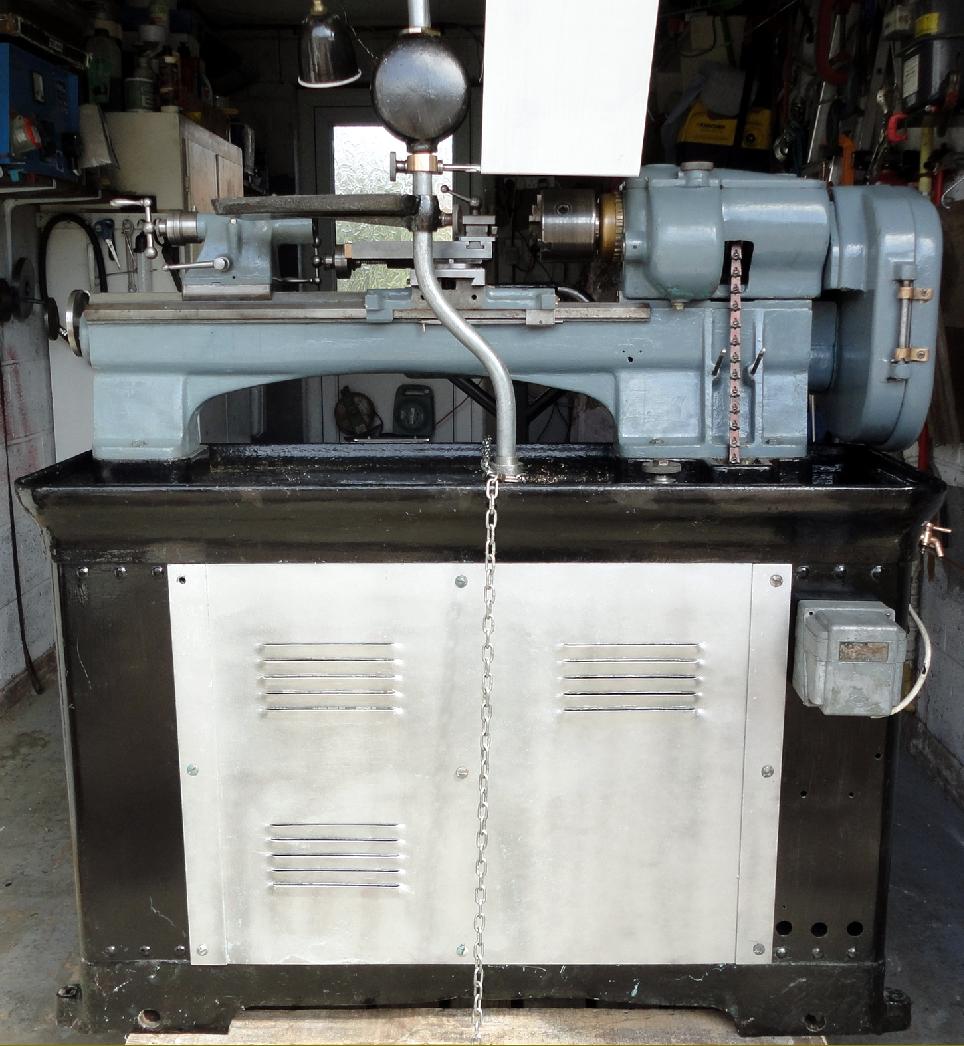
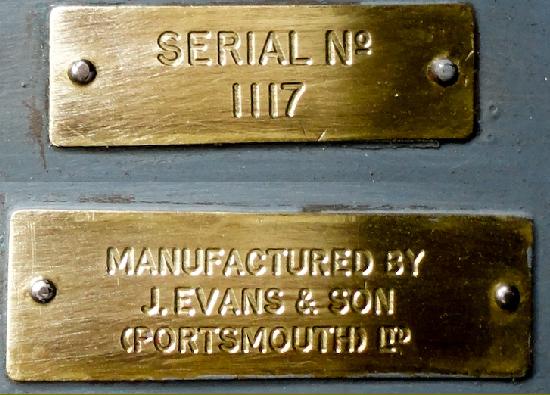
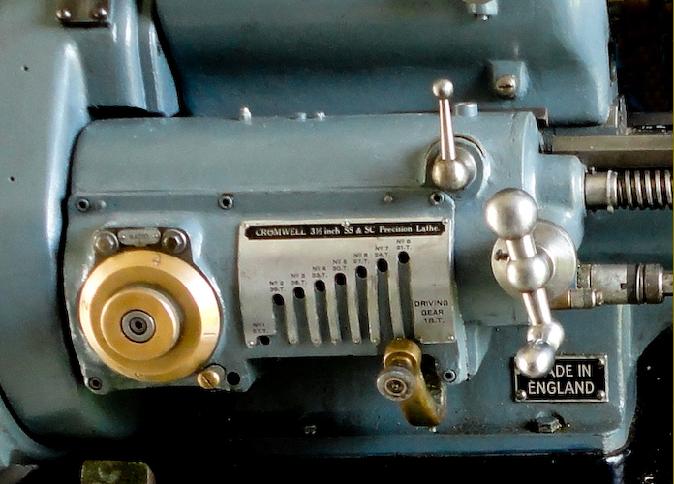
Dating from the mid-1930s, the earliest Cromwell lathe yet discovered is a precision plain-turning type of 3.5-inch centre height, mounted on a massive cast-iron stand and complete with an equally impressive built-on overhead flat-belt drive system. Elements of this lathe - the design of the carriage, cross and top slides and tailstock - were carried over to the complex backgeared and screwcutting Mk. 2 (which was also produced in a plain-turning version) and then to the more highly developed S.800 (in effect a Mk. 3) featured on this page In the 1930s Smallpeice also began production of an interesting and useful "Multi-cut" production lathe of American origin from the Reid Brother's Company of Massachusetts. In November 1940 the Luftwaffe flattened most of central Coventry, including Smallpeice's Mile Lane Coventry works, forcing a move to an unlikely location, a former dance hall in Parkshot, Richmond, Surrey (by good fortune or thoughtful planning, Mr. Smallpeice had moved his stock of engineering drawing from the works to his boat shed, where they escaped the inferno). Although Martonair were eventually to build a new factory in Feltham, the Cromwell/Smallpiece S800 (whether due to war-time problems or by a deliberate decision) was built under sub-contract by J. Evans & Son of Portsmouth. Established in Portsmouth in 1920, Evans had their factory commandeered by the Admiralty during the war and were banished to Frome - where they stayed until late in 1945. Naturally enough, during the conflict, their engineering skills were turned to war work, including undercarriages for both Halifax bombers and Horsa Mk. 2 invasion gliders, bomb cradles and numerous other smaller aircraft items. It is likely that Evans obtained the Smallpeice work through tender, their managing director writing in December 1944: ….to compete for the production of the Smallpeice lathe we must be careful that our work and the work produced are competitive. This does not necessarily mean low rates. A good quantity of work for a high rate is usually cheaper than a low quantity of work for a low rate. Having received the first lathe built by Evans - in October 1945 - Smallpeice wrote to Evans (on notepaper headed "Smallpeice Ltd, branches at Coventry and Bristol England, and Beverly Mass USA"): We have already received orders for ten lathes from Turkey, and one from Brazil, and have buyers visiting us shortly from many overseas countries. Our own branch in the USA are confident of being able to send us substantial orders from that country, in spite of competition and duty and also stating that production of this type of lathe ....does, in fact, form the basis of a new British Key Industry, since the world supply before the war for this particular class of machine was almost entirely met from Germany, Switzerland and to some extent USA.* Our export prospects are therefore excellent.
As part of the export drive (an essential component of post war UK industrial rebuilding), a Cromwell is known to have been exhibited at the June 1946 Paris Machine Tool Exhibition. Surviving minutes of Evans' board meetings give no indication that the Smallpeice design was made by anyone other than themselves - though, of course, all the earlier lathes would have been made by Cromwell Engineering in Coventry - with production ending after the factory's destruction. It is known that the first S800 was constructed during July 1945, in Frome, but at the end of that year Evans was able to repossess their original works in Goldsmith Lane in Portsmouth and start production in earnest. However, although surviving accounts show that by July 1947 a Cromwell lathe was worth £450 to Evans - the price of a decent family house - even at that figure they were struggling to make a profit. To keep the factory busy - and more profitable - Evans expanded into other fields including such mundane areas as vehicle repairs and the manufacture of machines for making brushes and waxed cartons. Smallpeice had also planned to produce vertical and horizontal milling machines and a grinding machine, although the only mention of them found so far is just an over-stamped brochure.
Lathe stands were made at the Highland Road works and the lathes at Goldsmith Avenue (the main Evans' works). The stands appear to have been numbered sequentially (can you find yours?) while the lathes were stamped in a series that included all other Evans' products.
Despite careful design and high-quality materials, the first lathes were not perfect and one of the selling dealers, Herberts - the large machine-tool manufacturers and agents - provided valuable feed-back to the factory. They suggested, amongst other things, that the drive pulleys could not handle sufficient power, the micro-switch to stop the saddle was in the wrong position (this fitting was later abandoned) and vibration from the ball-bearings motors could be cured by the use of plain-bearing Brooks units. They were also critical of the headstock belt tensioning arrangements, asking for improvements to the system so that the action of the knob actually tightened the belt instead of just lowering the motor. Other notes gleaned from contemporary correspondence show that customers were pestering Alfred Herbert for delivery of the established and very successful Hardinge precision toolroom lathes (especially the new HLV), presumably due to their experience of Hardinge products during the war. However, with the HLV in very short supply (and expensive) Herbert must have seen the potential for a home-grown competitor. However, Hardinge were not sitting back, but busy consolidating their position in this segment*; they expanded production of the HLV in England, steadily developed the machine through a number of small but significant changes with the result that it became the most sought-after small toolroom-class lathe - and the company's most popular product by far.
A flavour of the hard times in 1940s Britain might be gauged from the fact that in February 1947 the company were struggling with not only the usual post-war material shortages, but also from difficulties with build time - each lathe taking 950 hours to complete against a target of 700. In the company records are many cryptic messages confirming these problems, for example: The Anglo Iranian lathe was invoiced in January (1947) although it has not yet gone. However, after their new Sheffield-made Snow grinder was installed, production times for the bed were not only shortened but, perhaps more importantly, more examples passed inspection without the need for time-consuming rectification. By April 1947 a total of 90 lathes had been delivered and by May this had risen to 102; unfortunately, towards the end of that year, the sales were tapering off and it's possible that pent-up demand had been largely satisfied. It took until September 1951 for the 227th lathe to be delivered, yet the company were still confident of further orders and undertook to extend production past the planned 300 to 350. Numbers constructed may be summarised as follows: 61 during 1946; 111 during 1947; 47 during 1948 with the remainder (obviously built in small batches) talking until 1955: By 1956 the S800 had been dropped from the catalogues - although records show that in November of that year a few unsold examples still remained in stock. During the post-war years something like 100 Multicut lathes were also built, together with a batch of 20-inch shapers to be sold under the Herbert brand.
At some point in the mid-1950s a company called Lancing Tools bought up the manufacturing rights to the S800, so Evans made the very last of the batch for them, rather than for Smallpeice. In 1958 Lancing then sought to buy the Cromwell trademark, together with all other tangible assets relating to the lathe. However, on the last day of December 1958 it is recorded that it was Evans, not Smallpiece who had rejected Lancing's offer of £4000. Thus, it would seem that that Evans had already bought the rights to Smallpeice - who by then had bigger fish to fry, being consumed with their interest in Martonair, by then a substantial business (that had grown out of their initial involvement with pneumatic chucks and production tooling) and still using the factory in Marton..
Continued below:
|
|