|
Home Machine Tool Archive Machine-tools for Sale & Wanted Books Accessories "Quick-Change Swing Precision Lathe" Cataract Accessories Cataract Stands & Drives Cataract Drills & Pinion Cutter "Quick-change" Toolroom Lathe Cataract Millers Hardinge History Cataract Home Page Hardinge Elgin Lathes & Millers |
|
|

|
|
|
|
|
|

|
|
|
|
|
|
|
|
|
|
||

|
|
|
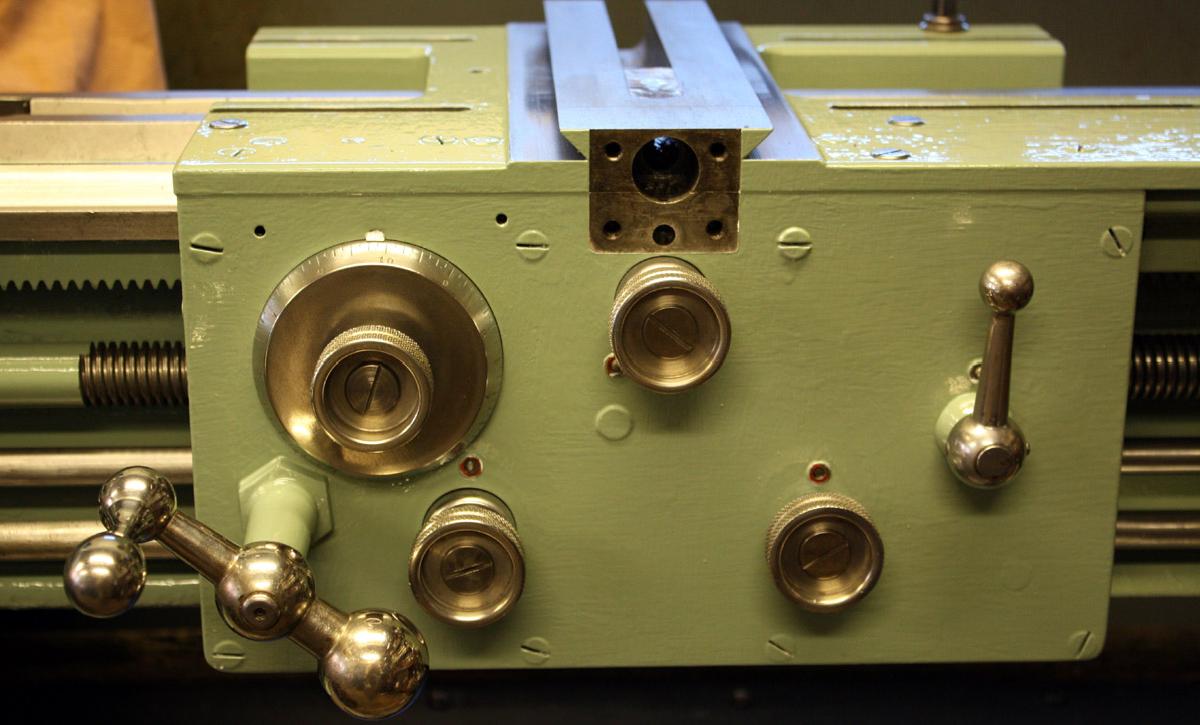
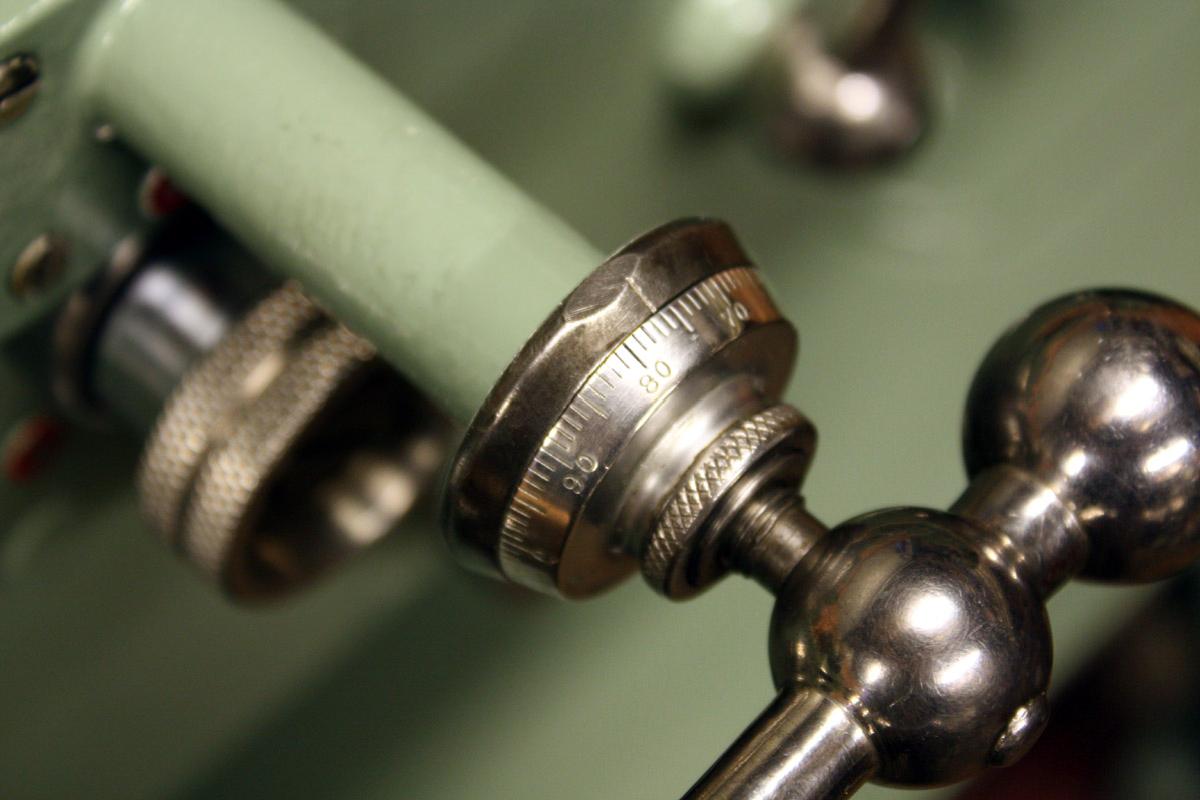
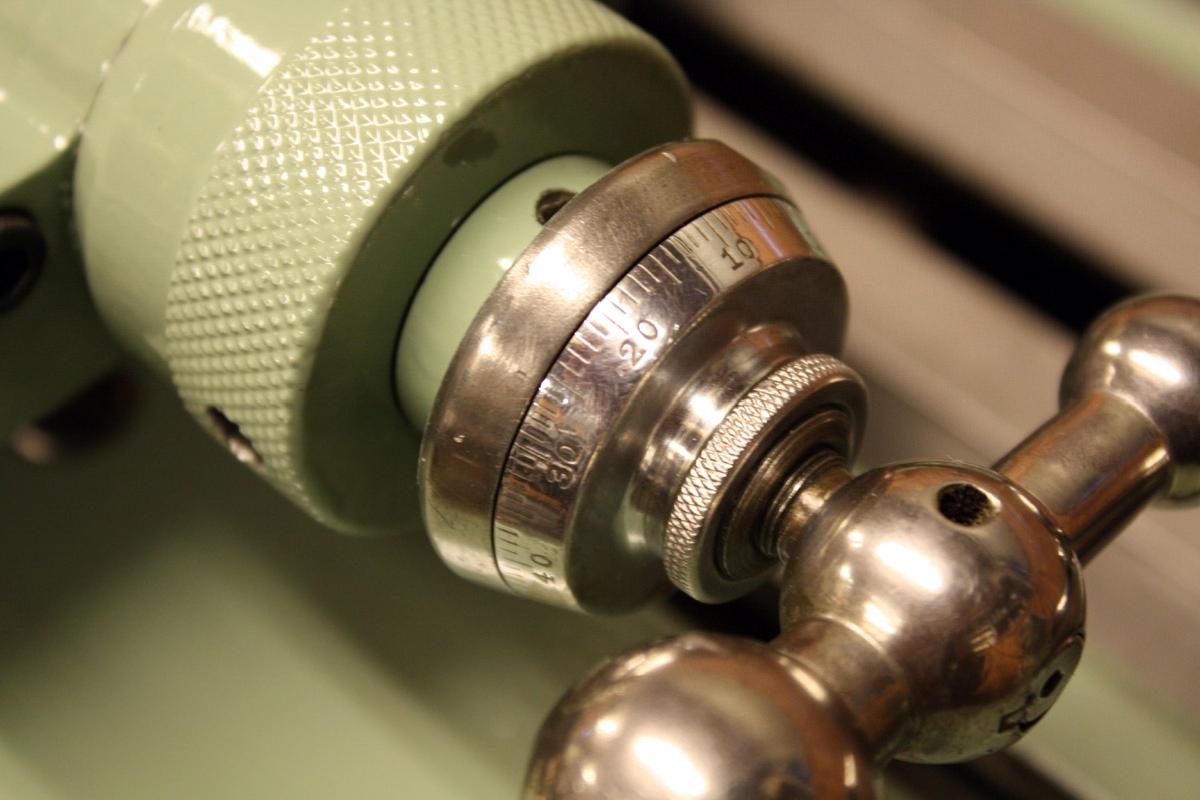
Above and below: small but clear Micrometer dials. These were locked by a knurled-edge ring that caused no alteration in the setting as it was tightened. One example of the lathe (No. 126) has been found fitted with a very large diameter dial--though this might have been an owner's modification |

|
|

|
|

|
|

|
|

|
|
||

|
|
||

|
|
|
|
|
|
|
|

|
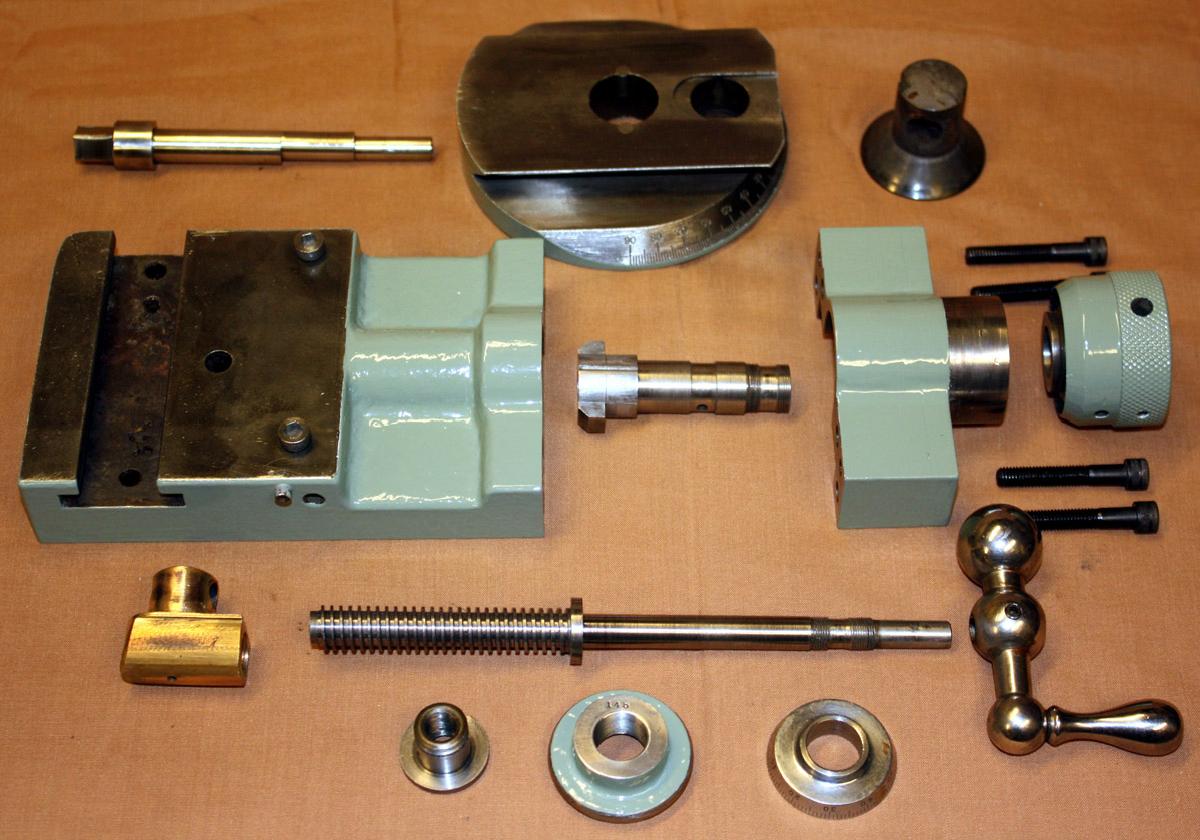
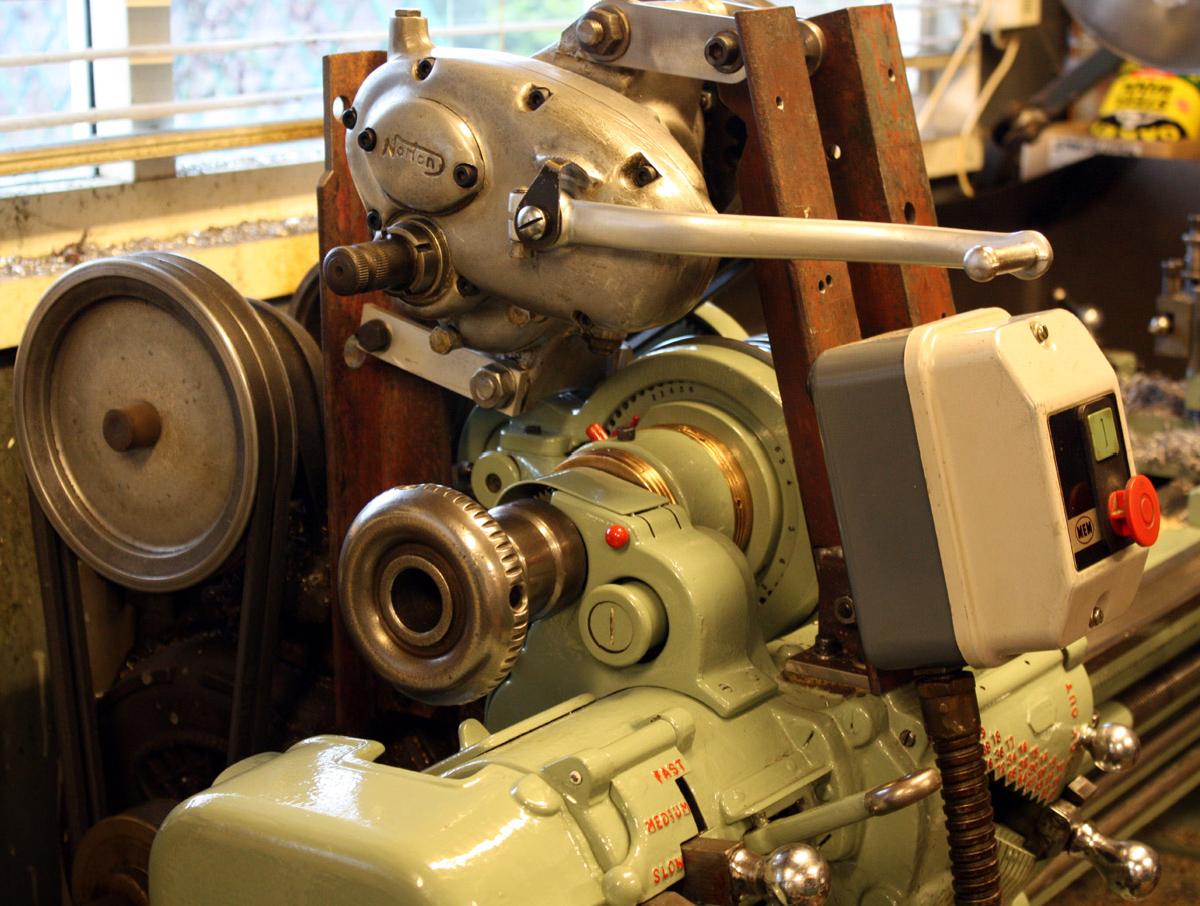
Even in 1950 the lathe was considered worthy of a comprehensive rebuilt by a long-established machine-tool company. |
||
|
|
||
|
"Quick-change" Toolroom Lathe Cataract Millers Hardinge History Cataract Home Page Hardinge Elgin Lathes & Millers "Quick-Change Swing Precision Lathe" |
||