|
Home Machine Tool Archive Machine-tools for Sale & Wanted Books Accessories Boley Home Accessories Boxed Lathe Sets F1 Precision Watchmakers' Boley Capstan Lathes Late Model 4L Boley Milling Machines Stands & Drives 4BK Watchmakers' Lathes 1a, 2a, etc Watchmakers' Lathes Headstock Bearings Triangular Bed Lathe Bevelled-edge Bed Lathe Model 5LZ Production Lathe Size 2 BE2 Precision Drill - an especially fine example being the superb 86-page Lathe & Watchmakers' Tools Catalogue |
|
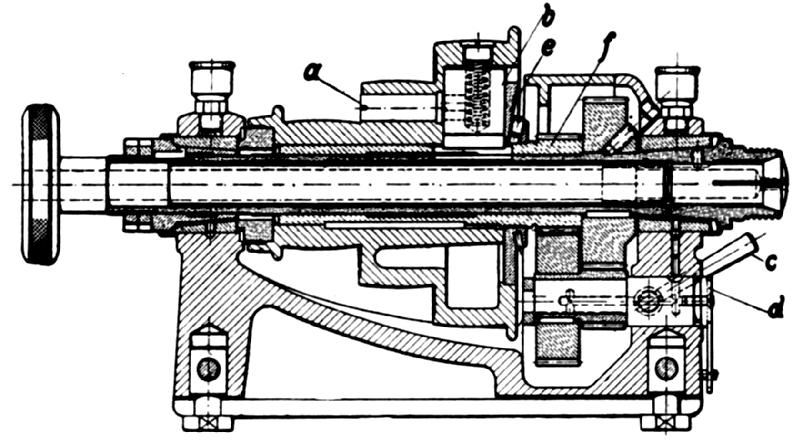
One of the great difficulties faced by any maker of high-class lathes is that of ensuring the headstock spindle runs exactly in line with the bed. One solution, widely adopted in the industry, is to assemble the headstock on the bed, together with a grinding jig, and do the final precision finishing of spindle nose and internal tapers in situ. Any small errors are thus automatically corrected - and collets and other fittings can be relied upon to be exactly in alignment. However, as the lathe become smaller the problems become more serious, with any slight loss in accuracy being much more apparent. As many Boley watchmakers' lathes had hardened spindles, running in close-fitting, glass-hard steel bearings that required a superb finish for reliability at high speed - and absolute concentricity for use with tiny collets - the problem was particularly acute. The company's ingenious solution was to grind not just the spindle nose, but the whole of the bearing assembly - this being done by mounting the headstock, complete with its bearings, in the middle of the bed with an independently-powered grinding jig positioned at each side. The grinding heads were mounted on swivelling plates (with longitudinal and angled lever feeds) and fitted with suitably profiled wheels that allowed the machining to be completed quickly and accurately at one setting.. |
|
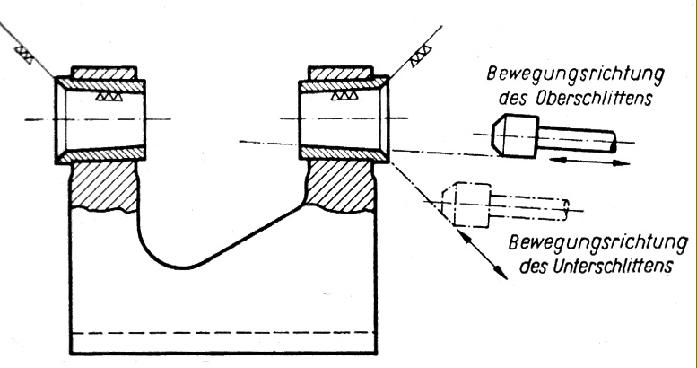
the shallow and steep tapers in the hardened steel bearings |
|
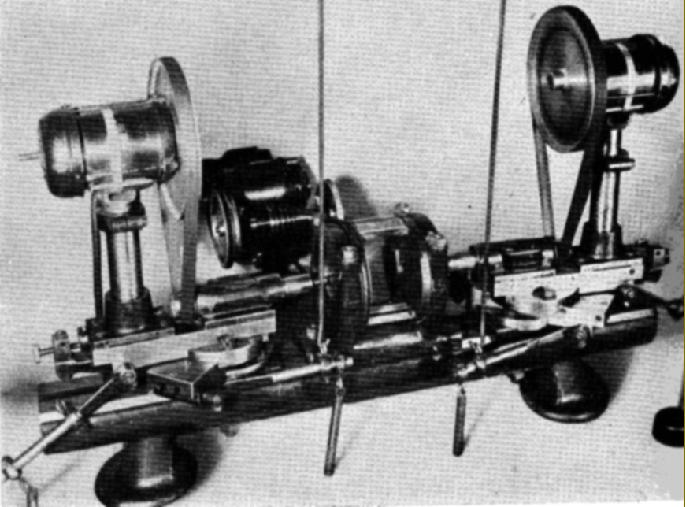
Headstock bearing grinding jig. Although a poor photograph it's just possible to make out the headstock being held middle of the fixing. Two independently powered grinding heads - mounted on swivelling plates and with longitudinal and angled lever feeds - were clamped to the lathe bed and could be used simultaneously. |
|
|
|
|
||