|
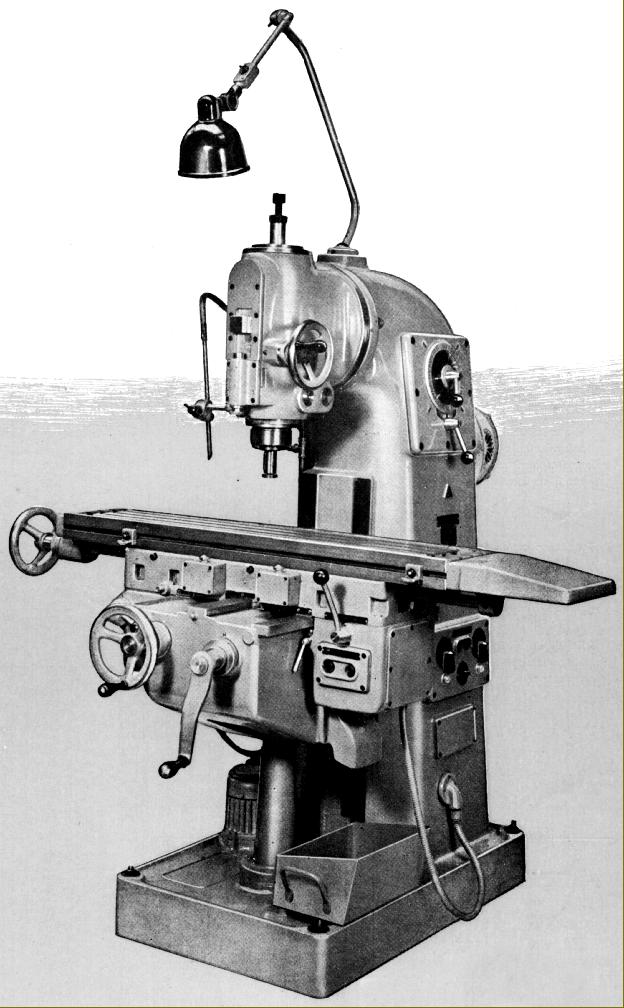
TOS Zbrojovka FA 2 Vertical
Continued:
TOS FA2
Smallest in the range, the FA2V, FA2H and FA2U all had a table 200 mm wide by 1000 mm long (7 7/8" x 391/4") with three 14 mm (39/16") T-slots on a 42 mm (121/32") spacing and both a power and "rapid" feed longitudinally - the traverse and vertically being, as standard, by hand. Table drive was by a separate 370 kW (0.5 h.p.) 2770 r.p.m. motor. The rapid feed was driven from the same motor (flange mounted against the rear of the feed gearbox that was fitted at the left-hand side of the saddle) with initial drive through a pair of bevel gears and then through multi-plate clutches with overload protection - a single, spring-loaded directional lever on each axis providing the control. Travel stops were not mechanical but electrical, their activation stopping the motor.
Longitudinal travel on all types was 640 mm (25") by hand and 630 (243/4") under power; cross-feed travel (by hand only) varied according to the year: on the Universal and Horizontal models from 210 to 220 mm without the bracing struts and 165 to 175 mm with - while on the vertical the difference ranged from 225 to 235 mm. Vertical travel of the Vertical and Horizontal was 375 mm but reduced to 300 mm on the Universal - though a slight variation in these figures over the years is also possible. Thirteen rates of power feed were available, these appearing unchanged during the production run and ranging from 14 to 900 mm/min - the full range being: 14, 20, 28, 40, 56, 80, 112, 160, 224, 315, 450, 630 and 900.
Positive lubrication of the feed speed-change gearbox was by a piston pump, the recirculating supply also able to be directed (unfortunately not automatically but by pressing a handle), to send oil to the table feed screws and their support bearings and the sliding surfaces of table, saddle and knee - though the column surfaces of the latter, and the bearings of the table's longitudinal feed screw, were lubricated through grease nipples. The heavily loaded knee screw was lubricated by an oil bath.
Both horizontal and vertical spindles were mounted on their noses in a precision-grade, double-row roller bearing with a tapered bore that allowed a very precise adjustment to be made of the running clearance. Spindle nose fittings listed as being available included an INT 40 and No. 4 Morse - doubtless others would have been supplied to special order.
On the vertical head, which could be swivelled 45° each side of upright, the quill had a fine-feed travel of 60 mm with, instead of a screw-type adjustable depth stop, a telescopic design that was also connected to a dial indicator. In addition, for very precise work, it was possible to fit slip gauges into the stop mechanism.
Drive to both vertical and horizontal spindles came from a low-profile, 1430 r.p.m. 3 h.p. motor flange mounted against the rear of the main column with control by forward-reversing switch and "Start-Stop" push buttons - that for "stop", when held down, bringing in an electrically applied braking effect created by a rectifier supplying direct current to the motor - the system being listed by the makers as being of the "Alnico" type. Motor overload protection was by thermal relays and the operator provided with an Ammeter to gauge how hard the machine was working.
Twelve spindle speeds were supplied, these being generated by a gearbox held within the main column and operated by two levers: one rotary the other quadrant. The speed range was identical for all three models: 63 to 2800 r.p.m. as standard but with the option of higher range that spanned 90 to 4000 r.p.m. Lubrication of the speed-change gearbox, spindle bearings and bevel drive to the vertical head was by an electrically driven gear pump.
Coolant was held in the hollow foot of the miller and supplied by an electrically-driven pump. Returning coolant and chips were drained from the table and saddle through broad channels in the knee and then into detachable pans at either side (these holding coarse separator screens), before returning to the base where the compartment was divided into a number of settling tanks.
Electrical contactors, fuses and associated hardware were grouped together in a compartment at the back of the machine, the whole assembly being mounted on a neat, slide-out tray.
Supplied as part of the standard equipment with each new machine were the following: a milling arbor, coolant equipment, a complete electrical installation to the customer's voltage requirements, a grease gun, a set of spanners and an instruction book.
A number of useful extras was offered including a power-driven universal dividing head with tailstock and a support for long work, a power-driven rotary table and, for the horizontal models, standard, universal and circular vertical attachments, a rack milling device and a circular attachment with hand drive. In addition the usual range of machine vices, different diameters and lengths of milling arbor, spindle-nose reducing sleeves and collet chucks, etc..
|
|