|
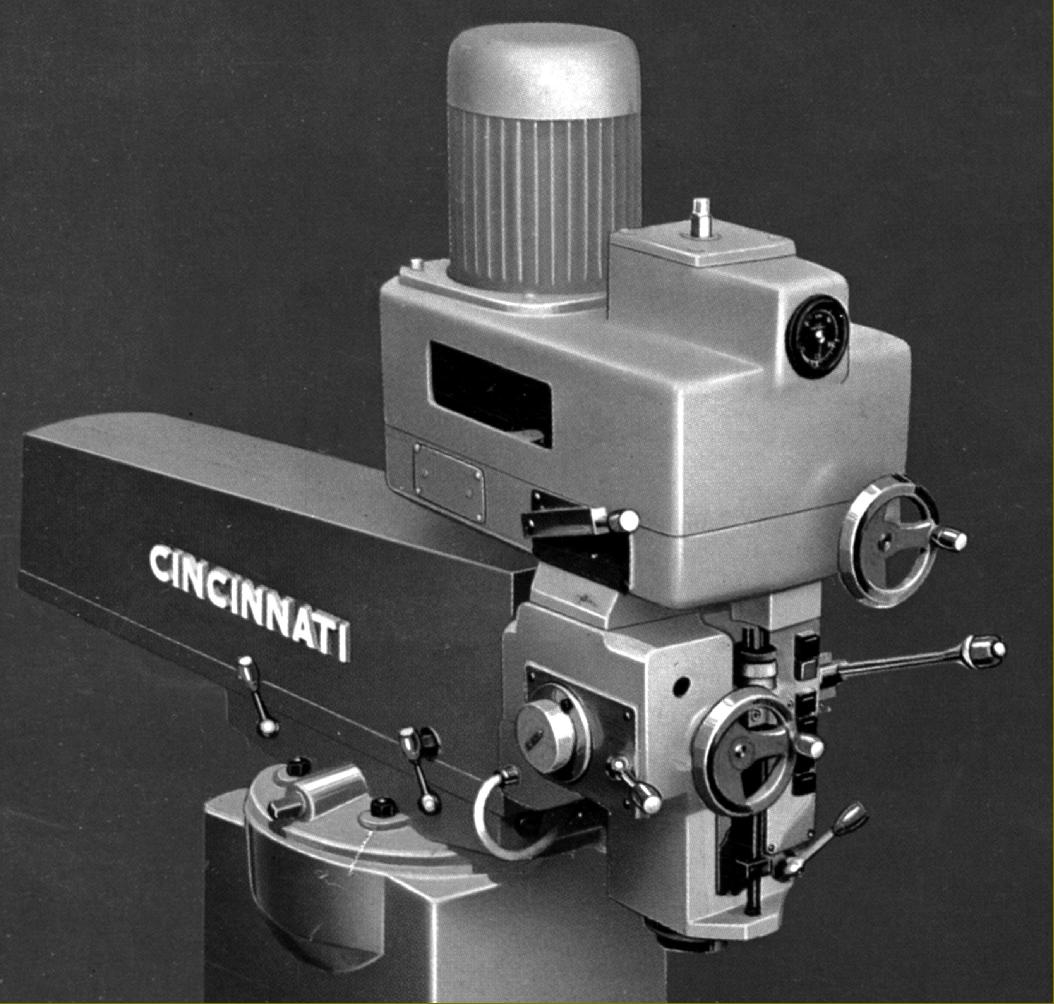
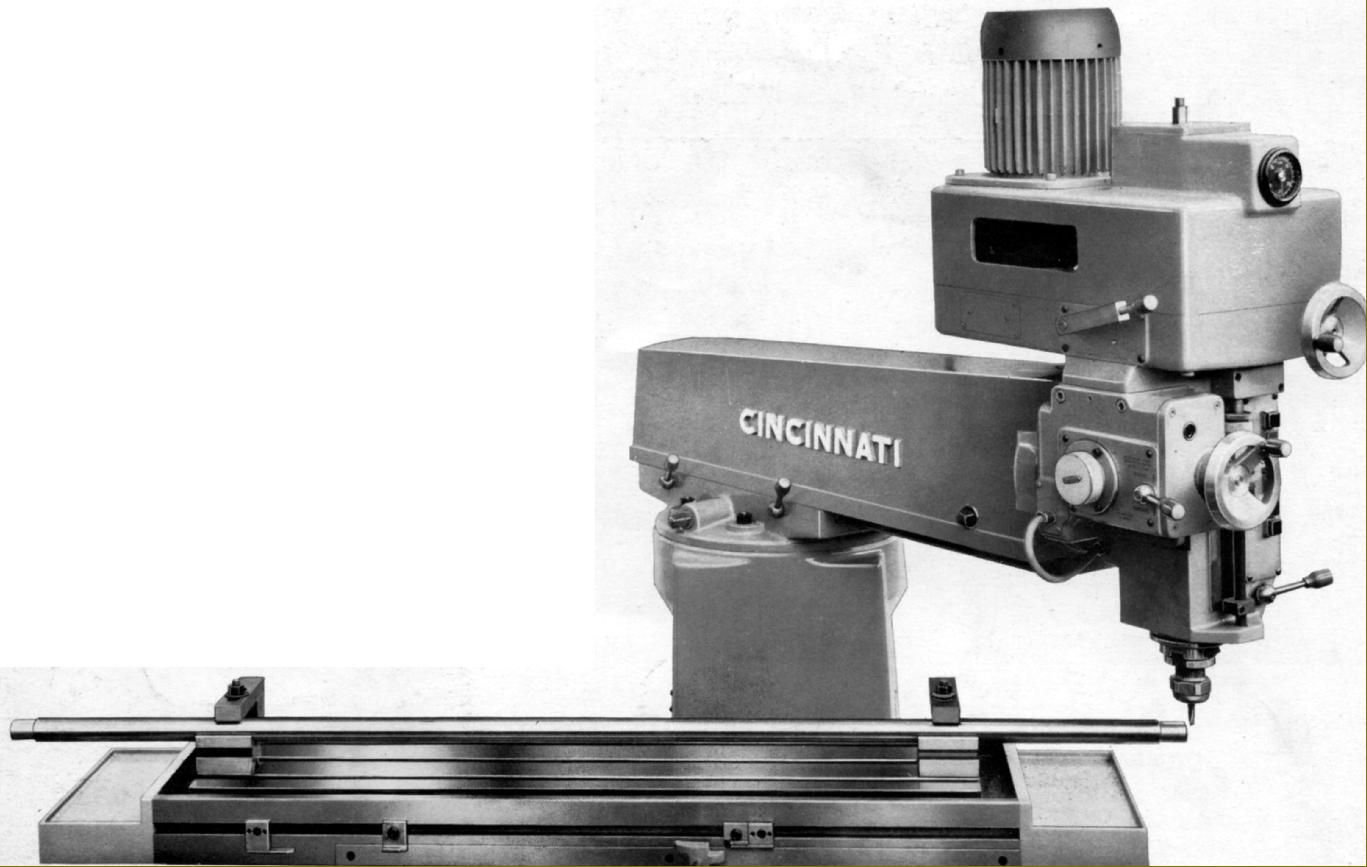
One of Cincinnati's subsidiary companies, Cincinnati-Chomienne S.A., was based in France, at Villefranche-sur-Saône (where a new factory had been constructed in 1967) and it was from here that the final versions of the Toolmaster, the DD and MT, were manufactured. Both types were very similar, but with the later MT of the early 1970s - equipped with a rev. counter built into the spindle-speed control handle - easily distinguished from the DD that had the same instrument mounted at the top of the head. Although both had very angular styling each still resembled the earlier "rounded-style" Toolmaster models - through significant and useful modifications had been made.
Model DD
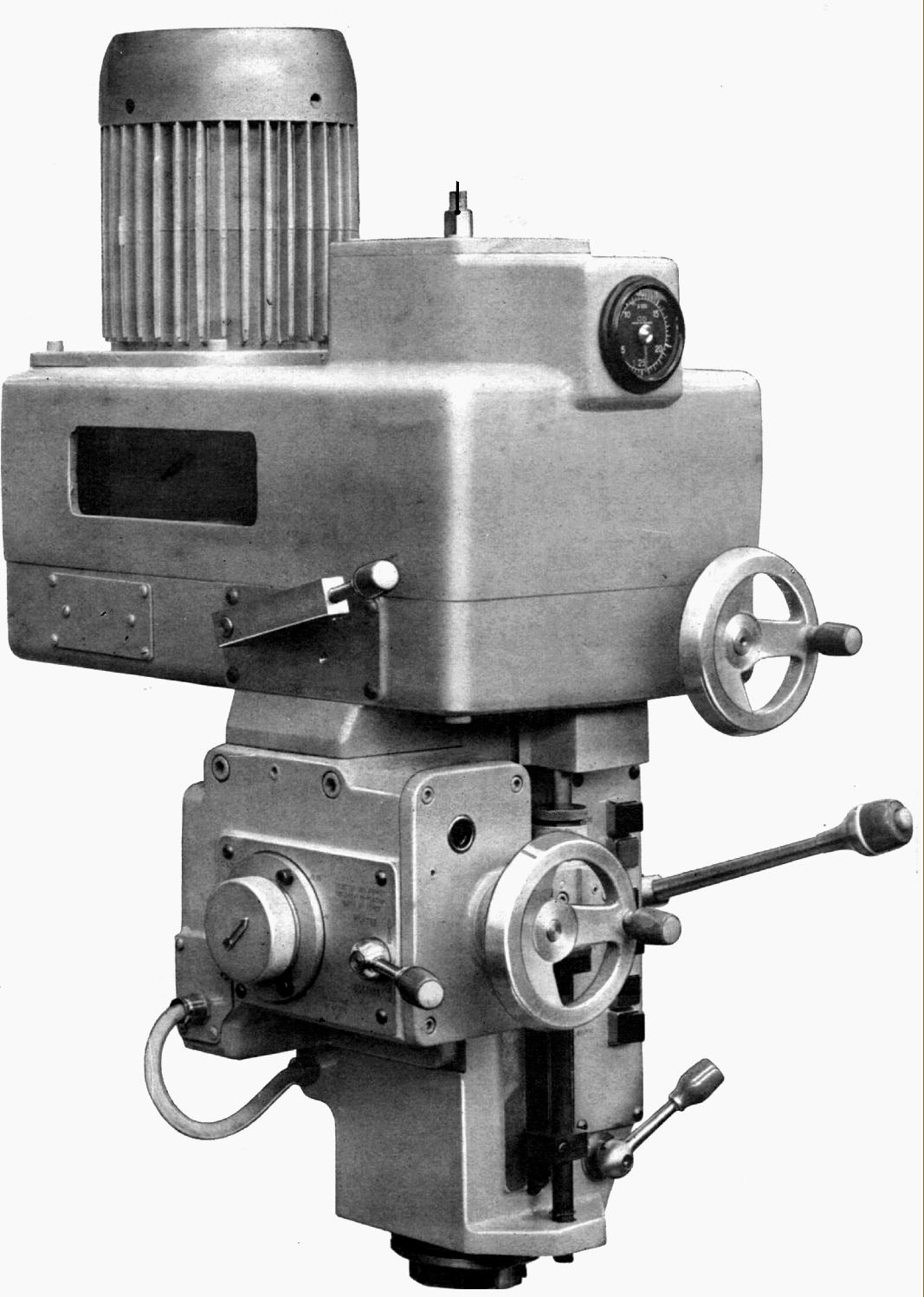
Head and Ram
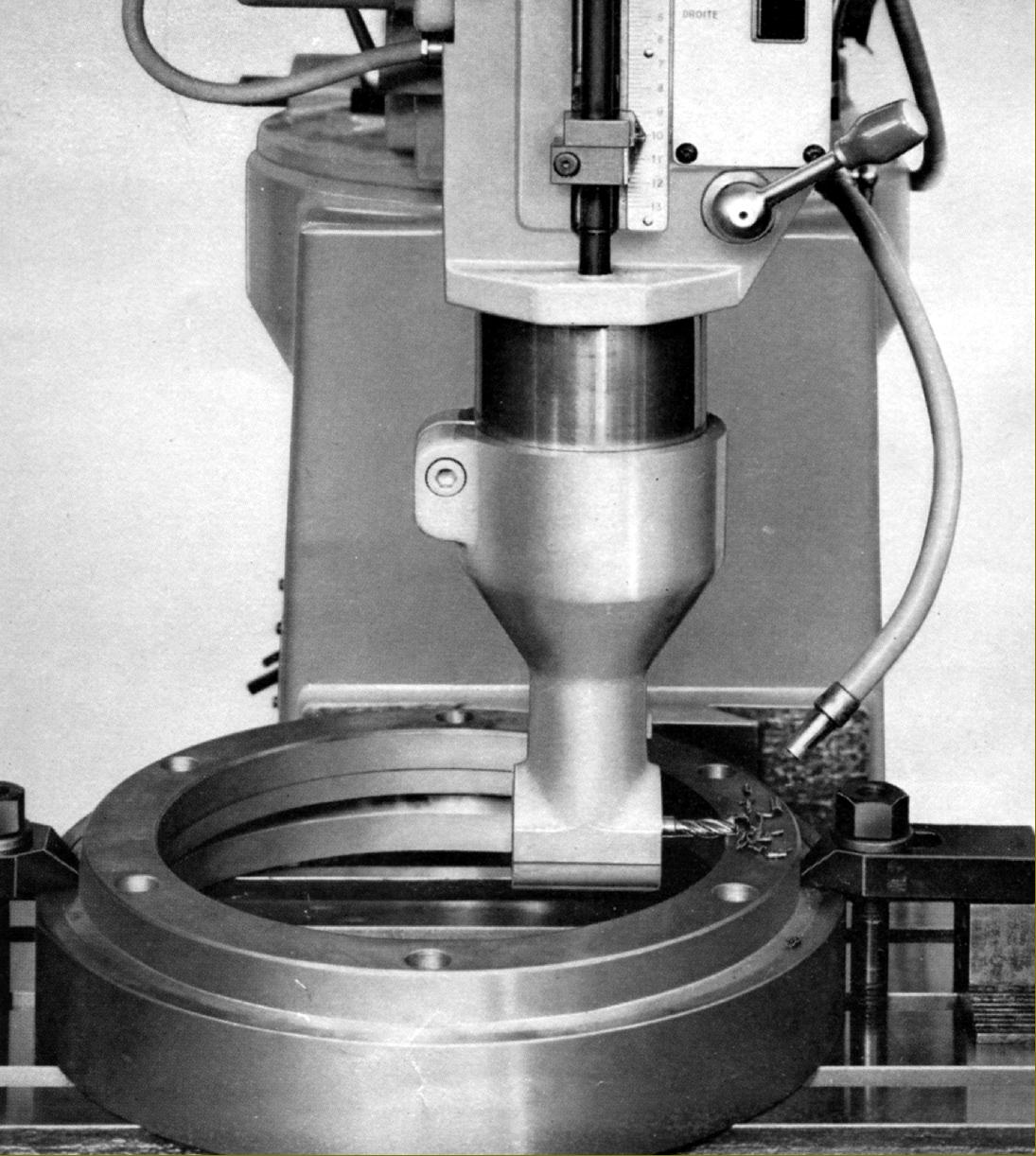
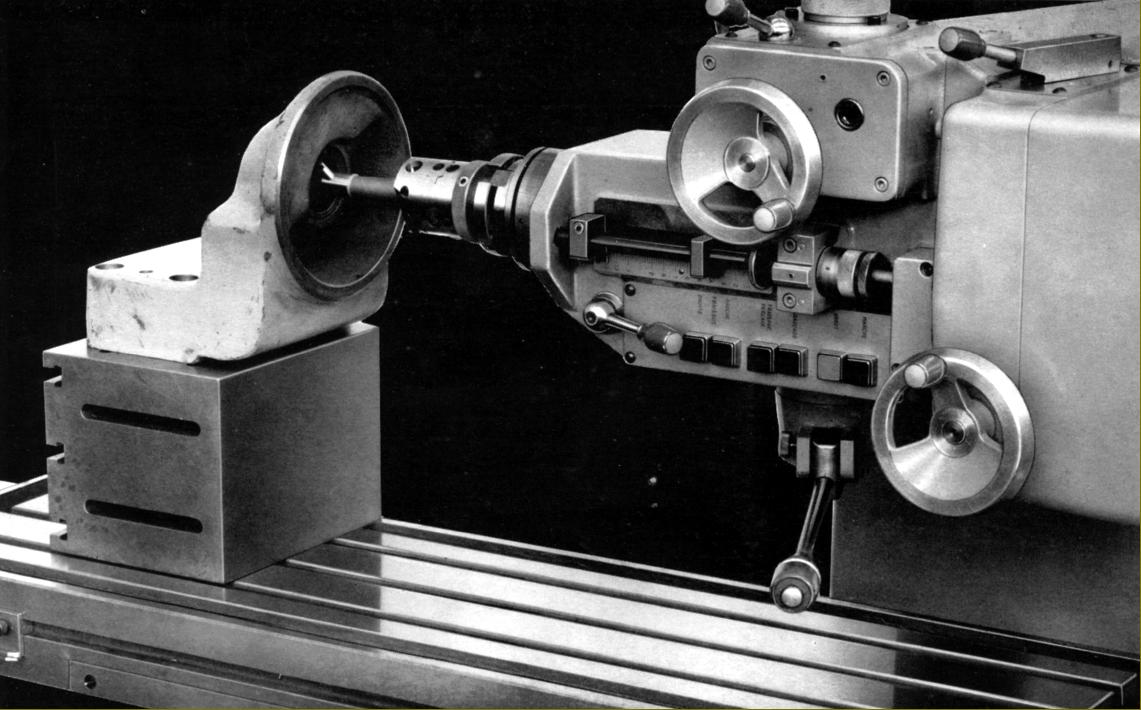
Instead of the previous options of different heads with V-belt or a mechanical infinitely variable-speed drive the new DD was offered with just the latter - a 2 h.p. motor providing a direct-drive range from 500 to 3100 r.p.m. and another, though an oil-immersed lathe-like backgear system, of 80 to 500 r.p.m. Mounted on the end of a heavy dovetail ram the head could be inclined through 90° in each direction from vertical by a worm-and-wheel mechanism and moved in and out through 19 inches by rack-and-pinion drive - though both movements required the mounting of a loose (self-hiding) crank handle. The "machining volume", by a combination of head and table movements, was 39 inches by 12 inches by 13 inches.
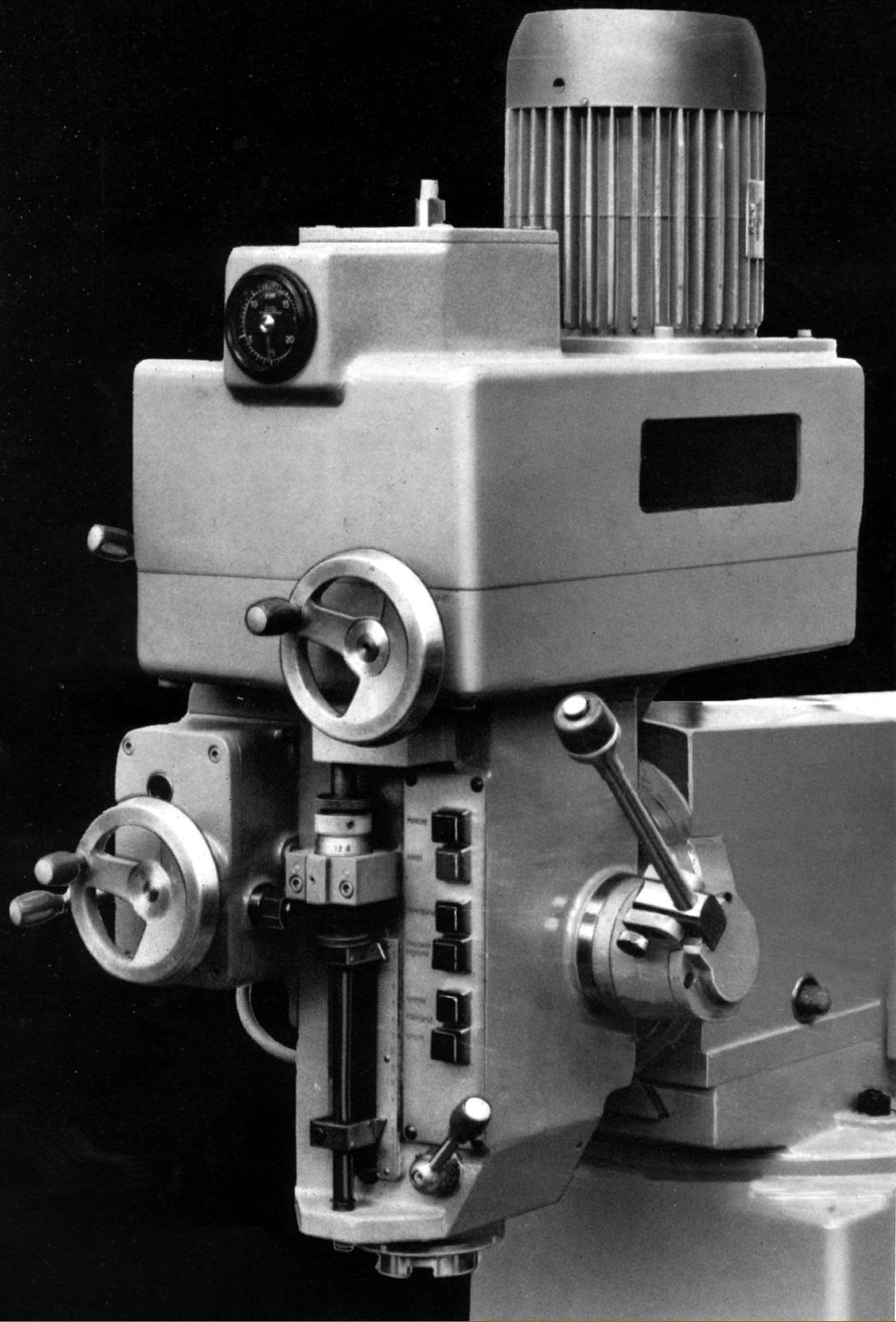
Manufactured from a heat-treated, nickel-iron forging the SA40 taper spindle was assembled inside the quill with high-precision bearings. The quill, lapped into the cast-iron housing of the head for a perfect fit, had 5 inches (125 mm) of travel and could be moved by either a fine-feed handwheel working through worm-and-wheel gearing or by a quick-action drilling lever. Power up and down feed was fitted as standard, with a choice of three rates: 0.0016", 0.0032" and 0.006". An automatic disengage was fitted, triggered by a vernier-equipped micrometer stop through a micro-switch, that could be set to either stop or reverse the feed. In addition, at extra cost, a tapping facility could be fitted: this consisted of a switch, on the front face of the head, that automatically set the spindle rotation to clockwise (over-riding, if necessary, the setting of the spindle-direction switch) and activated a pressure button on the end of the down-feed handle. Once switched on, it was only necessary to introduce the tap into the work, let the slow-speed feed take it down and then, when the required depth of thread was reached, release the button - whereupon the spindle automatically reversed the tap out. One very useful touch was the provision of a spindle draw-bar with an end that could accept inter-changeable studs, so allowing the easy use of different makes and styles of toolholder.
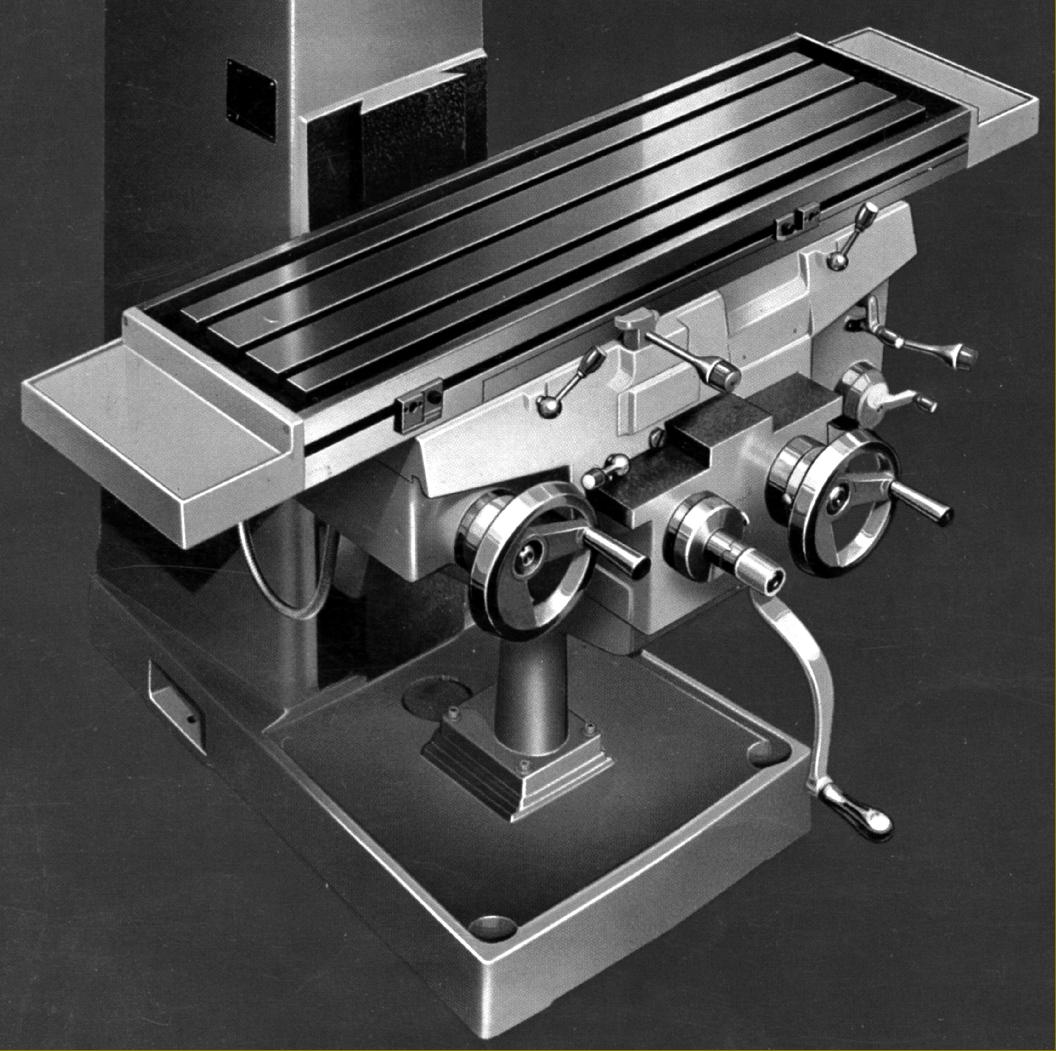
Table and Feeds
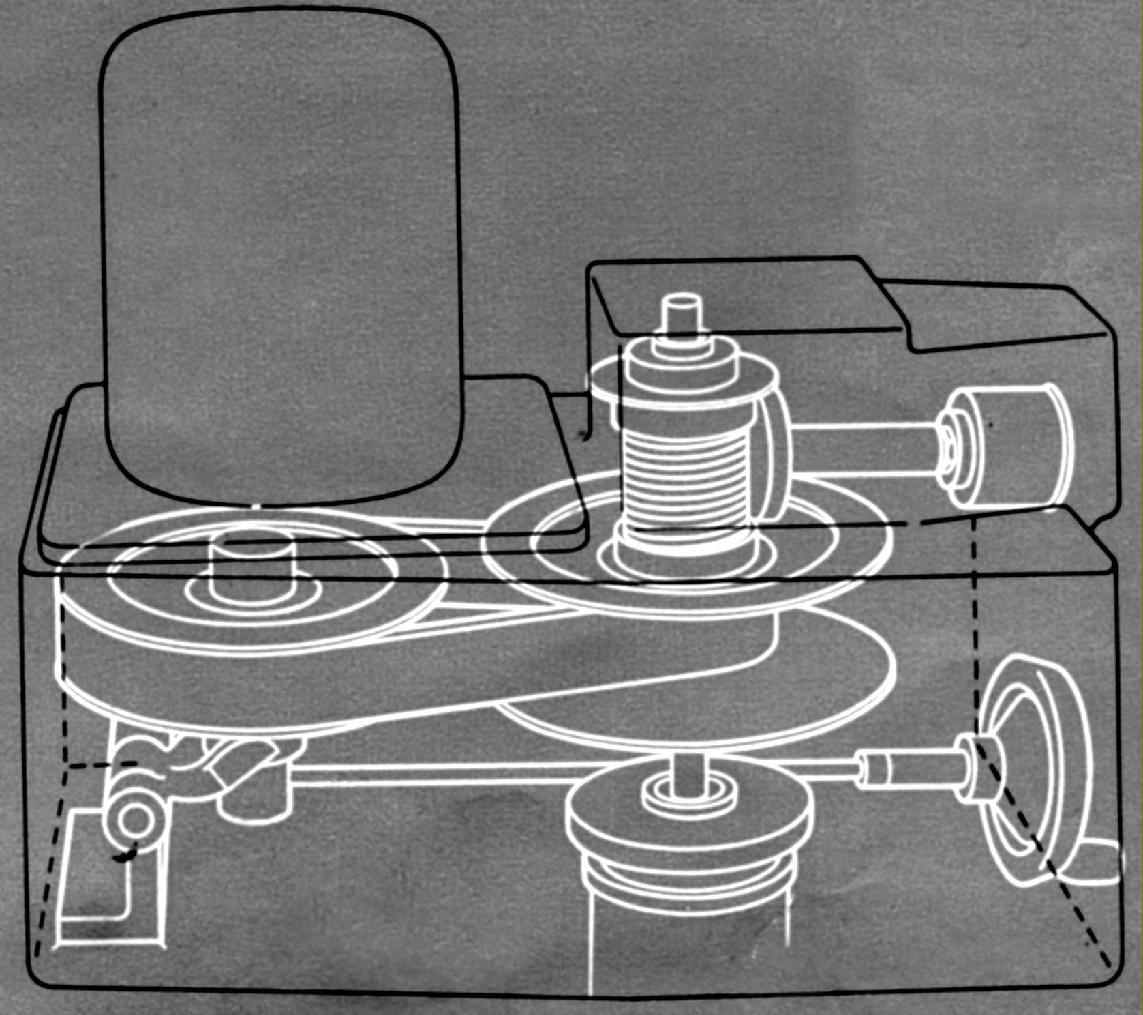
With an overall length of 42-inches by 12-inches wide, the standard table carried three 16 mm T slots and had a travel of 24 inches (610 mm) longitudinally, 10 inches (255 mm) across and 17 inches (430 mm) vertically. In line with previous generations of the machine, Cincinnati offered, at extra cost, a larger table. 51-inch by 12-inch (1220 mm x 300 mm) this had an extra 6 inches of longitudinal travel (though no extra on the cross feed). As with all the previous models of the Toolmaster, Cincinnati fitted a simple but effective form of anti-backlash screw to the table feed screw; this, although factory set, was easily adjusted as the screw and nut wore in service. The table was driven longitudinally not by handwheels at either end, but by a single handwheel on the left-hand side of the saddle's front face - a design also used on the Models 1B and 1C Contourmaster. The handwheels were all of distinctive appearance - a single spoke running from the hub to a point on the circumference where the handle was located and with half the wheel circle filled to aid balance. Power feeds were from a separate ½ h.p. motor through an infinitely variable-speed drive of the expanding-and-contracting pulley type. The unit, mounted at the right-hand end of the table, incorporated a reduction gearbox with splined shafts and dog-faced gears that gave a low range of feeds from ½" to 3" (12 to 80 mm) per minute and a direct-drive set from 2" to 14" (50 to 355 mm). A rapid feed, independent of the normal fed, was also available as an option - but on the longitudinal axis only. With a 50 Hz motor this produced a travel rate of 106 inches per minute (2700 mm) or, with a 60 Hz motor, 130 inches (3250 mm) per minute.
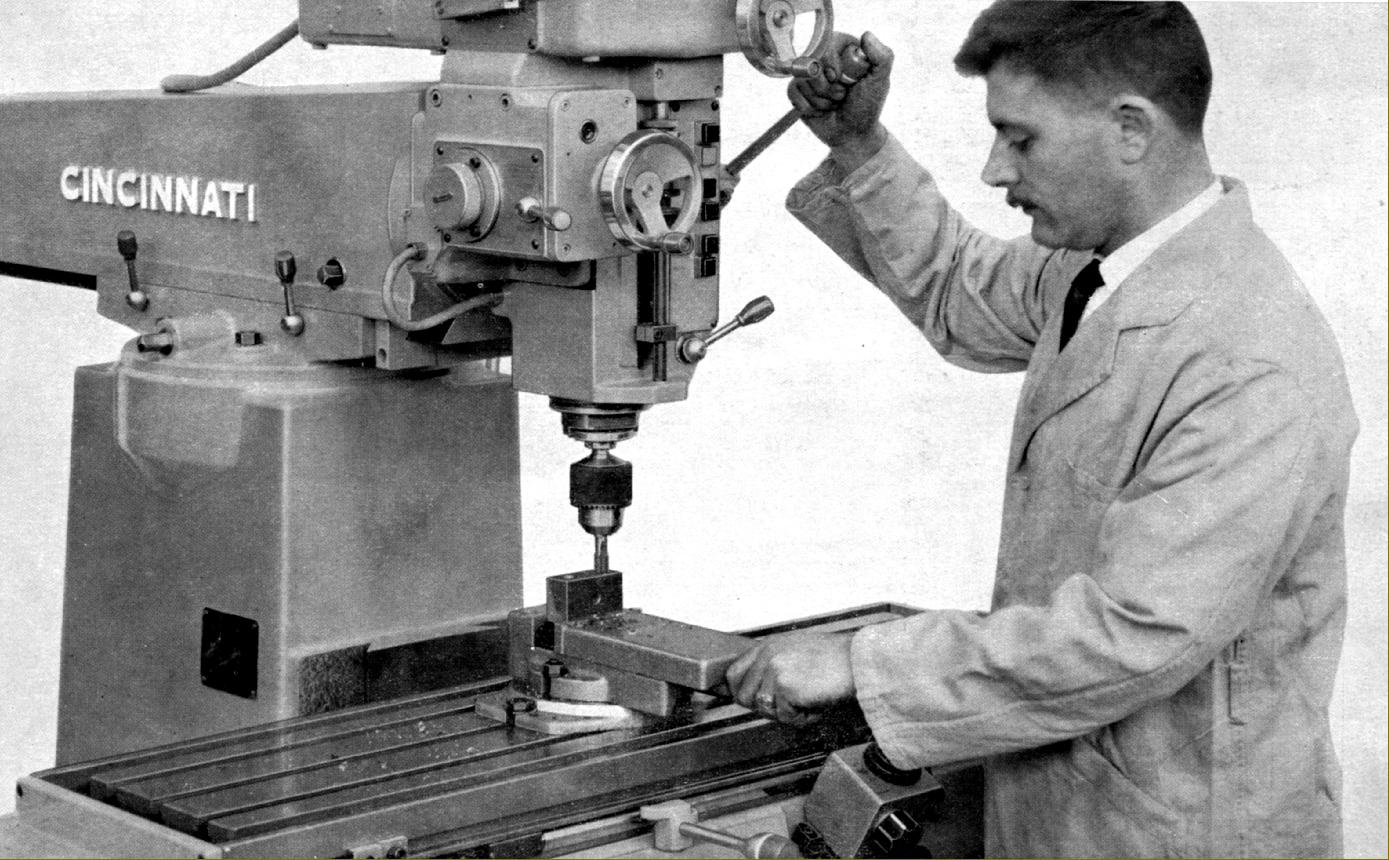
Late-type Toolmaster MT here
|
|