|
Only known in this plain-turning "bench precision" form because a very well used example appeared on a French auction web site in December 2013, the S.O.M.B.V. was built by a Company with a registered address at 36-40 Rue Stendhal, Paris - a location now redeveloped into residential housing.
The S.O.M.B.V. was one of a number of French-built high-quality plain-turning, "bench precision" lathes, with others including: the unusual S2F Cordima, Crouzet, Jenny, Precis, the very early triangular-bed Prudor and the "JCH" that came from the Roanne, a small town to the northwest of Lyon (it's likely that they made a plain version of their unusual Type TG2).
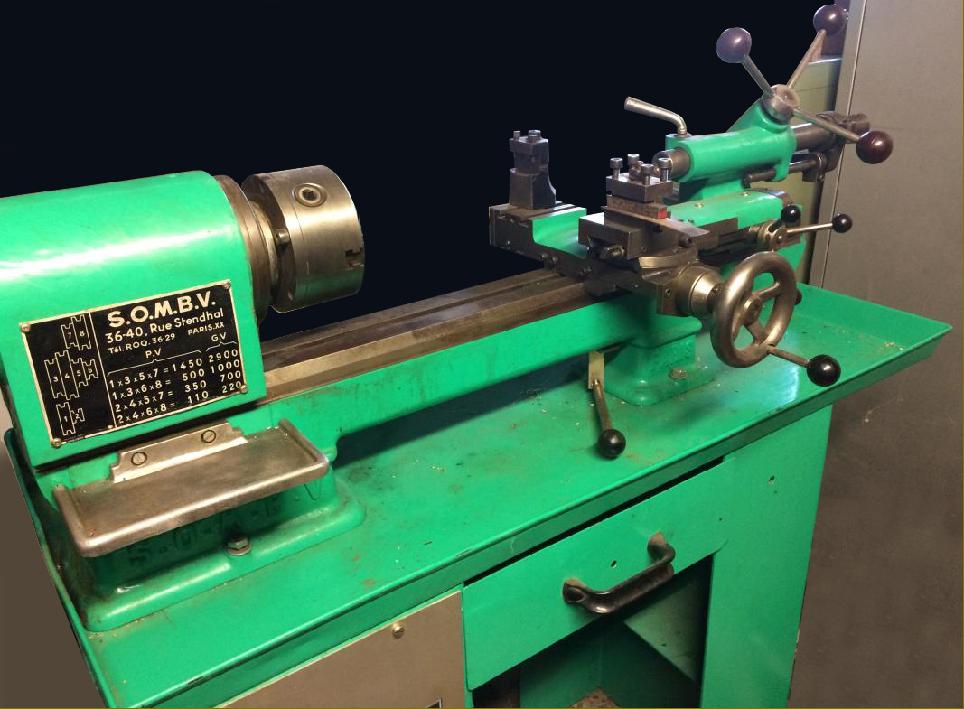
One does, occasionally, comes across lathes and other machine tools listed in an inventory of French companies as "SOMBV" - but details are scarce. Almost certainly a product of the late 1940s to late 1950s, the lathe shown below was of approximately 3.5" centre height and similar in appearance to the 1940s Elgin precision lathe and its underdrive stand. However, lacking the Elgin's complex drive system and its easily-operated speed-change levers, it was equipped instead with a motor held within a braced, sheet-metal cabinet stand that worked through a countershaft to give eight spindle speeds, these spanning a very useful 110 to 2900 r.p.m. Final drive to the headstock was by V-belt to a 2-step pulley overhung on the left-hand end of the spindle - this likely to have been running (based on the headstock's appearance and the use of grease nipples) in sets of precision ball races. An overhung pulley system is both a cost-saving and effective arrangement and, although common on smaller lathes for the amateur market and on some watch and instrument-makers' types, is rare on precision bench lathes - though with the exception of late-model machines from Levin. A particular exponent of the system was the English maker EXE and, although seldom used on larger metal-working machines during the 1950s and 1960s, it was taken up on some American Logan and early examples of Austrian Emco models.
Bolted to the bed immediately below the headstock on some examples of the S.O.M.B.V was a small tool tray - this echoing a practice probably started by Cataract in the USA during the early years of the 20th century and subsequently taken up by many other makers.
Formed in the usual bench-precision lathe manner, with a flat top and bevelled edges, the bed would, almost certainly, have offered the chance to fit equipment that allowed the lathe to function in all three forms usual for this type: "Toolmaker", when fitted with a headstock having a screw-operated draw-in collet attachment and a screw-action to both the tailstock and compound slide rest assembly; "Second-operation" with quick-action lever controls on the collet closer, cross slide, top slide and tailstock and "Turret" (or "Capstan") when equipped with a bed-mounted capstan unit and a cut-off or forming slide. As illustrated below the lathe is set up for production work, though the combination of a screw-feed cross slide, capstan-handled and rack-feed top slide is unusual. Also driven by a capstan-handle, through rack-and-pinion gearing, the tailstock spindle looks to have been a No. 1 Morse taper.
Si un lecteur a une S.O.M.B.V. Tour à l'écrivain serait intéressé de vous entendre.
|
|
{kind=link}