|
Long known for specialising in precision machinery, the "Bench Precision" lathes shown on this page were manufactured by the Elgin Tool Works, a company in competition with such makers as: B.C. Ames, Wade, Pratt & Whitney, Rivett, Cataract, Hardinge, Elgin, Hjorth, Potter, Remington and Sloan & Chace, etc.
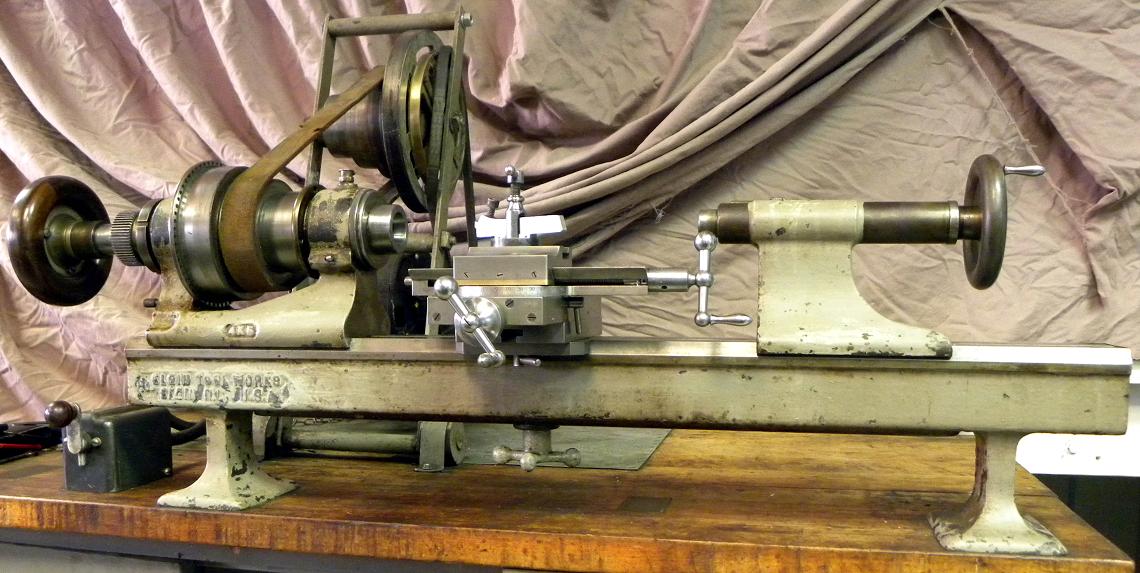
Started by one Albert A. Hasselquist (an immigrant of German descent), the Elgin Tool Works began production of their classic precision bench lathes in a small workshop during 1900 in the town of Elgin, Illinois. While details of how the Company developed during the first three decades of the 20th century are unknown, its assets and name may have been acquired, during the early years of the Great Depression, by Hardinge Brothers for, when they too fell into receivership during 1931 (to be bought out by the Morrison Machine Products Company; of Elmira, New York), a new Chicago-based Company, the Hardinge Mfg. Co., was established with a new lathe works next to the Hardinge oil furnace business. The lathes manufactured were not of the Elgin type, but almost identical in design to former "Cataract" models but branded as Elgin. Hence, Elgin machine tools must be divided into two eras: pre-Hardinge and post-Hardinge. As late as 2007 the original Elgin Tool Works building, a long narrow corner affair running north-south, was still standing on Route 31 (south of the I-90 Northwest tollway) on the west side of the street.
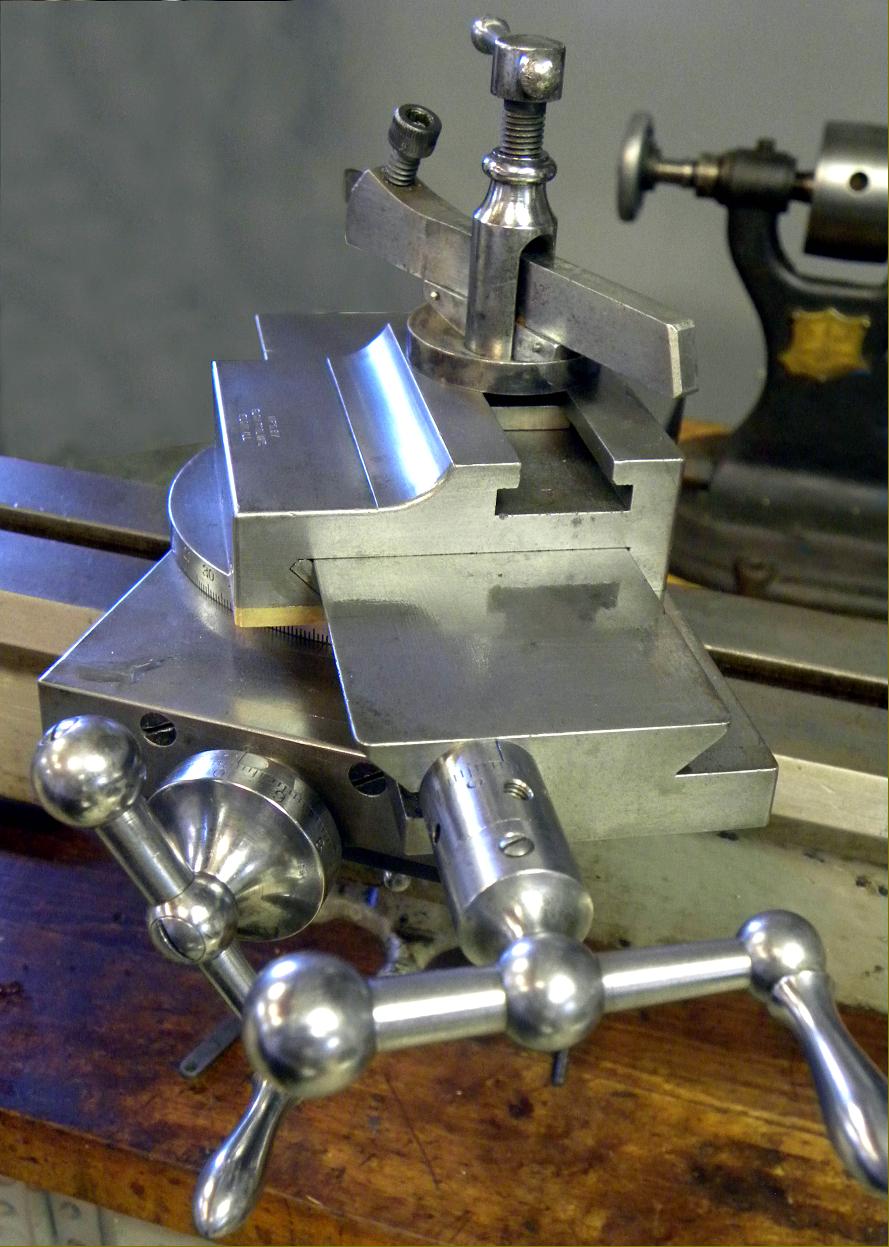
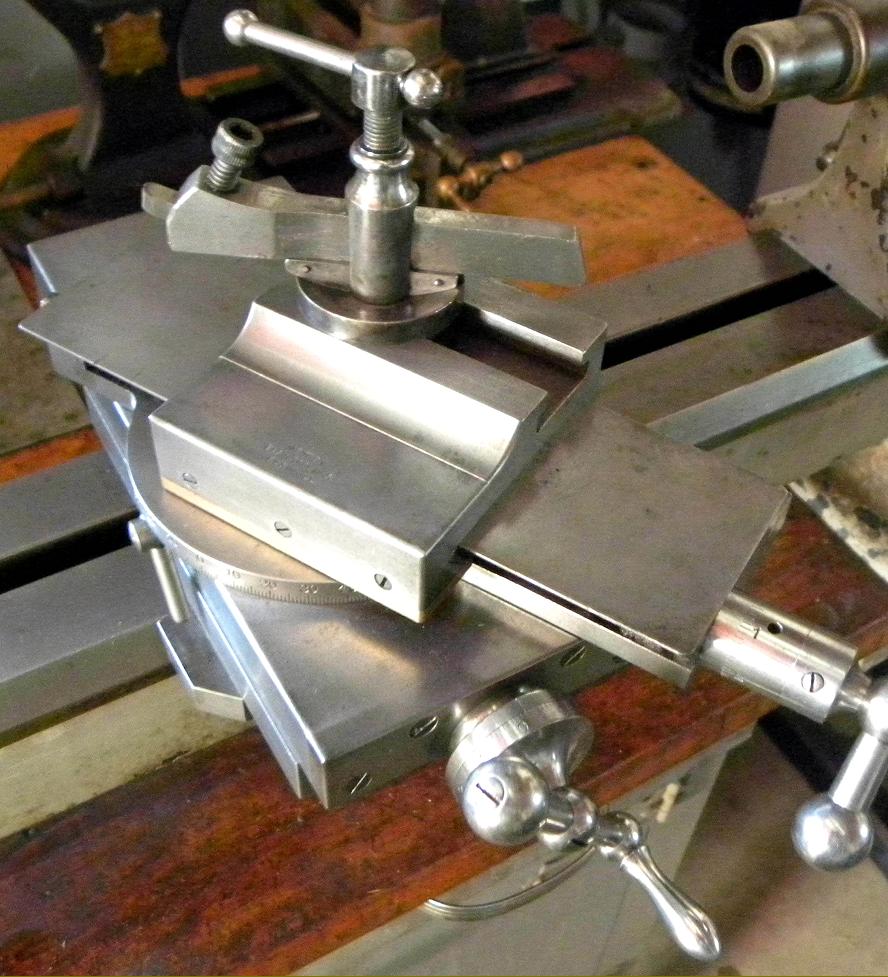
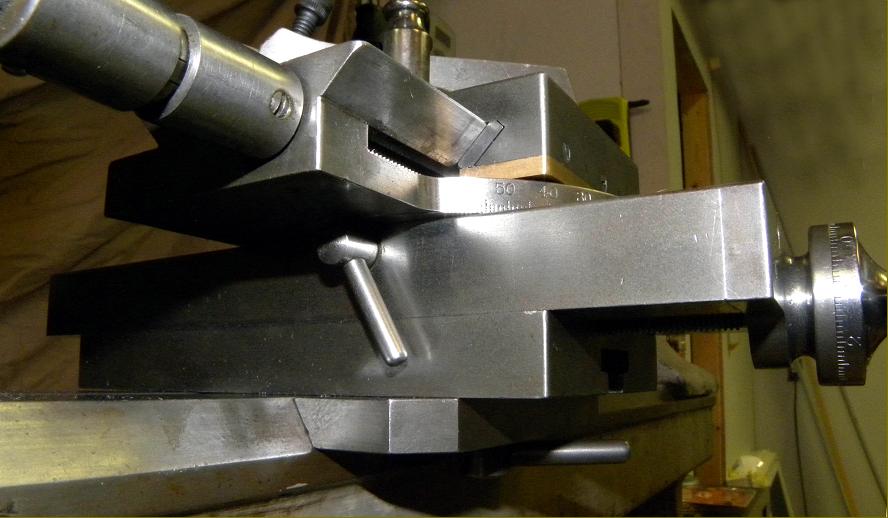
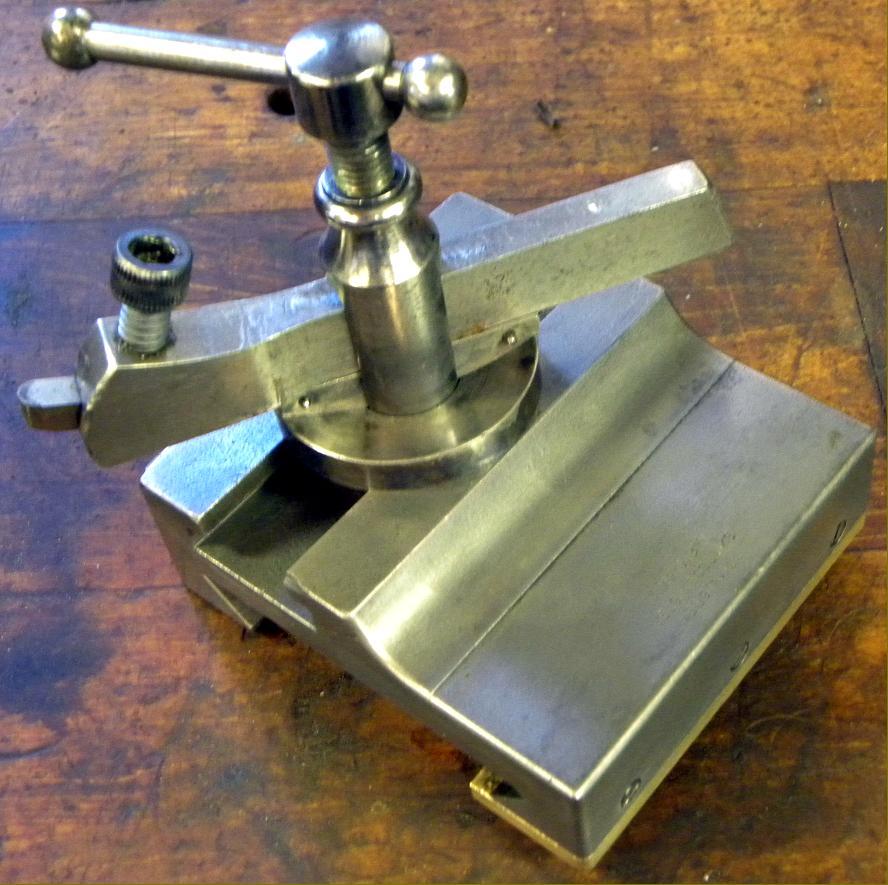
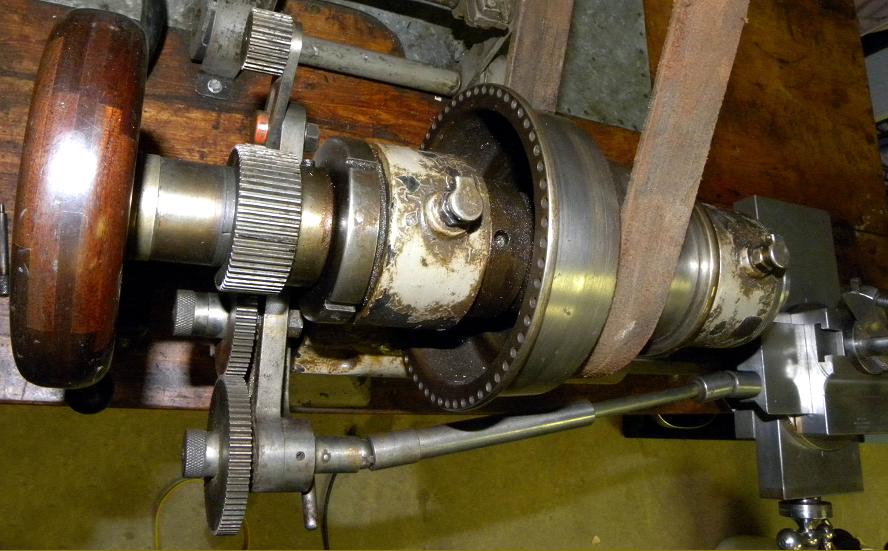
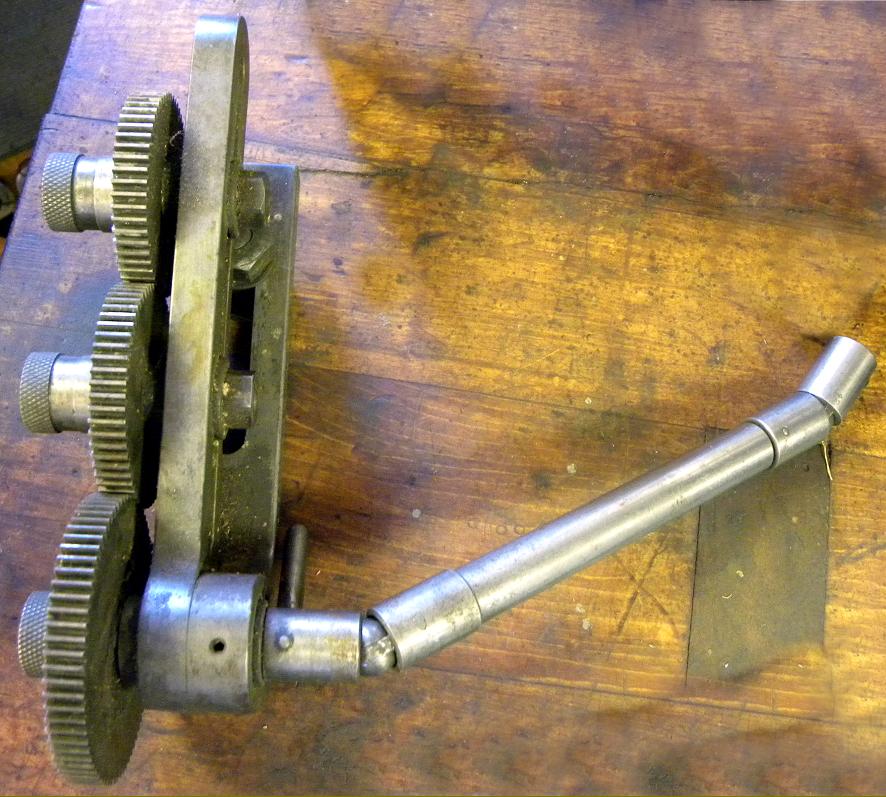
Sales literature of any year for Elgin is rare, but an early 1920s publication shows a wide range of bench lathes and attachments, all based on a common bed and not dissimilar in general design to others of the type made by American firms (for example, with their flat-topped, bevelled-edged beds, the compound slide rest and other accessories were often readily interchangeable between makers). Two basic models of Elgin were available, the No. 4 and the No. 4x5. Both shared the same bed (cast as-one with the feet) with a centre height of 3.5 inches - though the No. 4 (which weighed 100 lbs and admitted 16 inches between centres) was fitted with a lighter headstock having a though-collet capacity of 7/17 inch and a 3-step pulley with diameters of 2.5, 3.5 and 4.5 inches to take a 1-inch wide belt. Although the heavier headstock of "4x5" (the lathe weighed 110 lbs) caused the capacity between centres capacity to be reduced by one inch, it allowed an increase in collet capacity to ¾". Both lathes had headstock spindles made from hardened and ground tool steel running in lapped double conical bearings of the same material (with angles of 3 and 45 degrees behind the nose) and a split conical bearing at the rear to allow an adjustment for wear. Thrust was taken against a hardened steel washer trapped between the front face of the pulley and the back of the front bearing, a pusher nut against the rear of the pulley being used to set the clearance (this arrangement allowed the spindle to expand freely as it warmed in use). So reliable was the headstock assembly that, once settled in, tolerances remained constant for many years (if not decades) of hard use. The 3-step pulley of the "4x5" had diameters of 2.75, 3.75 and 4.75 inches, took a 1.25-inch belt and was held to the spindle by a full-length key. As was usual with this type of lathe, the end flange of the largest pulley diameter was provided with a circle of 60 division holes - though not all competitors also provided the four larger holes through the front face by which means a pin could be inserted to help with the locking and unlocking of collets (a fitting that also preserved the accuracy of the indexing holes through misuse for the same purpose...). In order to ensure absolute concentricity, the spindle socket was ground in place once the headstock had been secured to the bed and, unlike the models made by many competitors, the nose of the Elgin was not threaded as standard (though this option was eventually to be offered) but instead deliberately made so that fittings mounted on collets had to be used - a sure way of ensuring the greatest possible accuracy. In addition to the expected range of collets, a very wide range of accessories was offered that allowed the lathes to be adapted for grinding, milling, sawing, dividing, planing, slotting, precision vertical filing and screwcutting. The last process was able to produce, with the 20 or so changewheels supplied, a range of pitches from 8 to 200 t.p.i. And, with the addition of 100/127 translation wheels, metric pitches from 0.5 to 20 mm. The arrangement of gears differed between the Model 4 and Model 4x5, as did the mounting bracket and associated hardware.
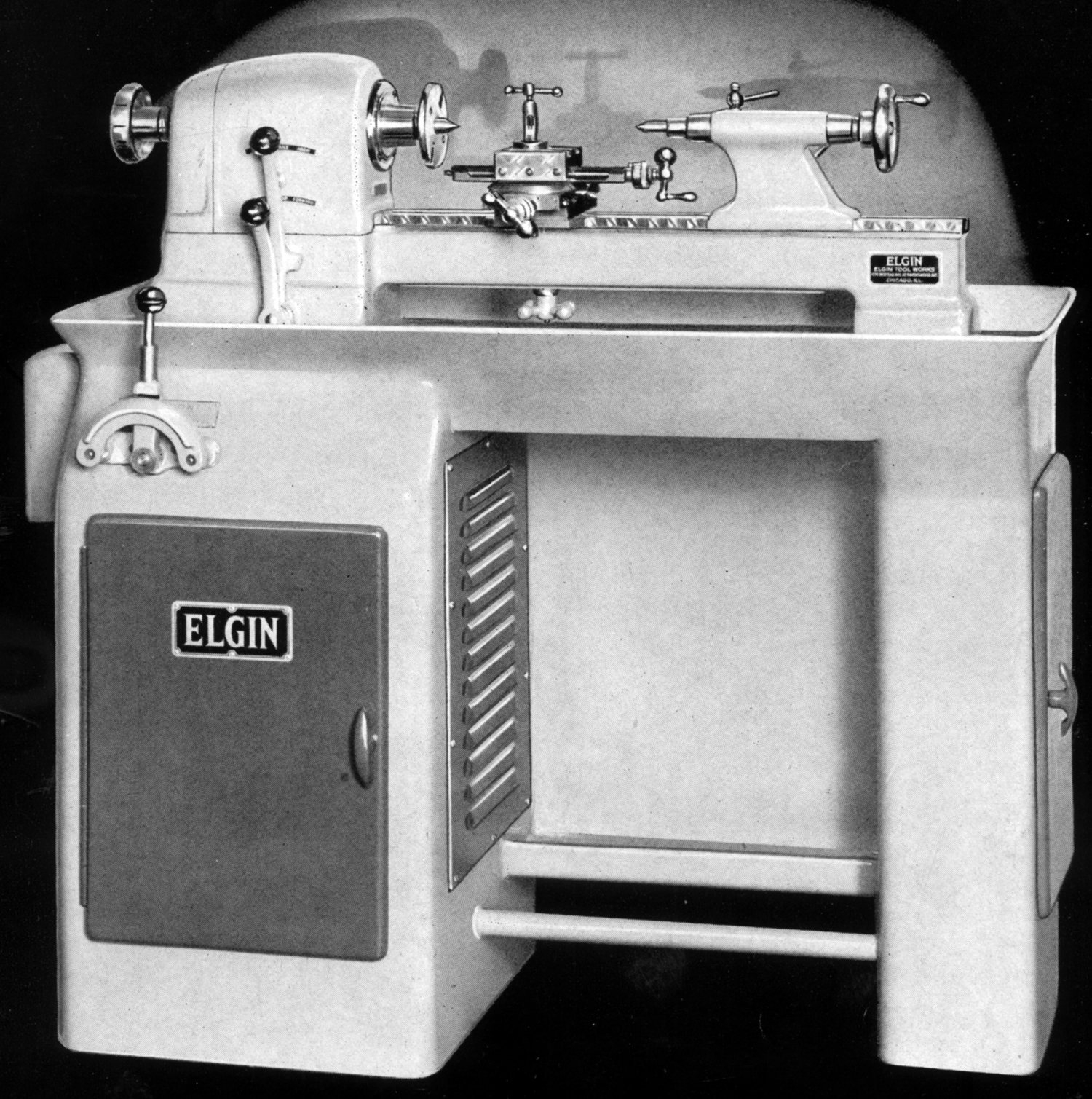
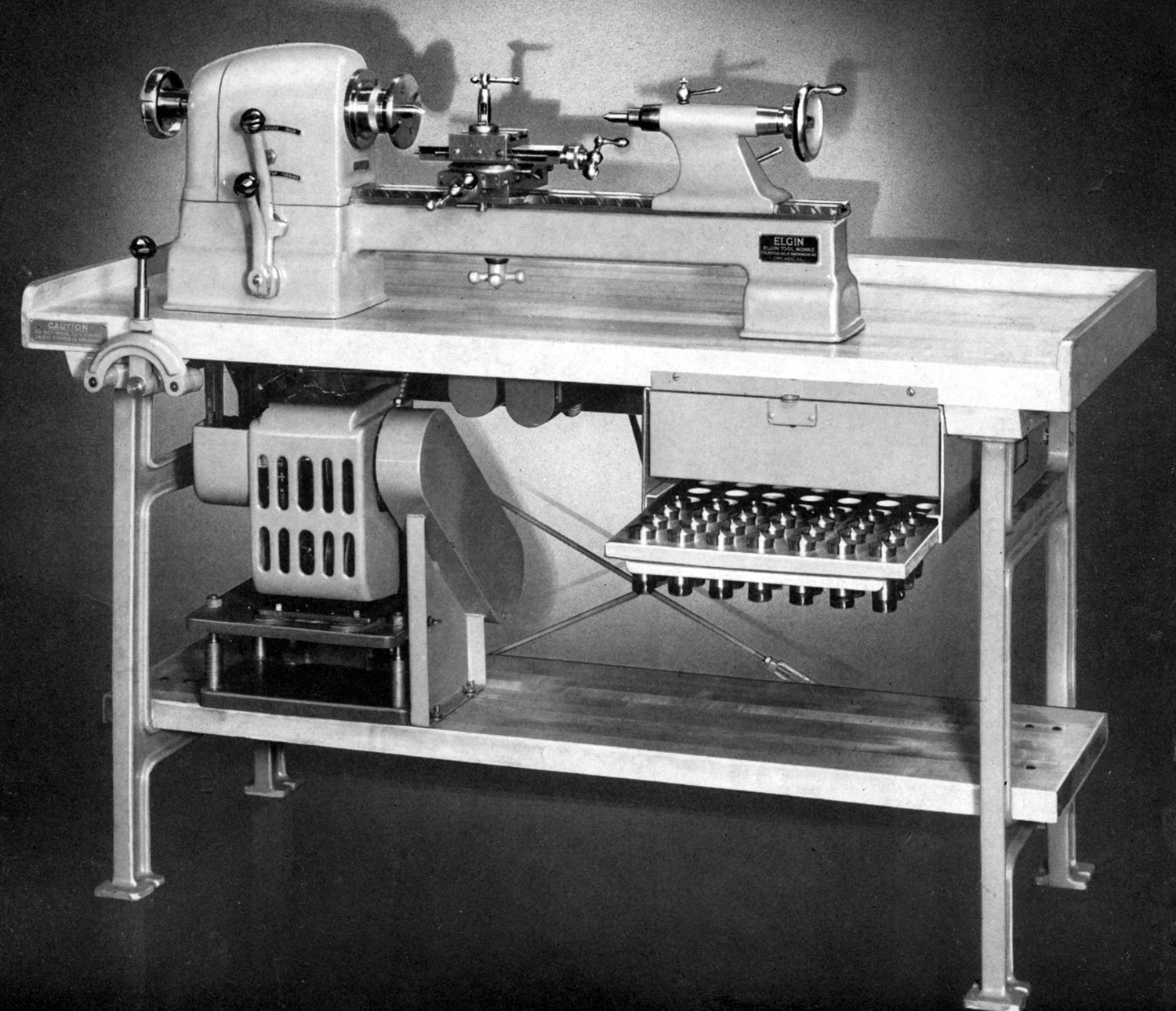
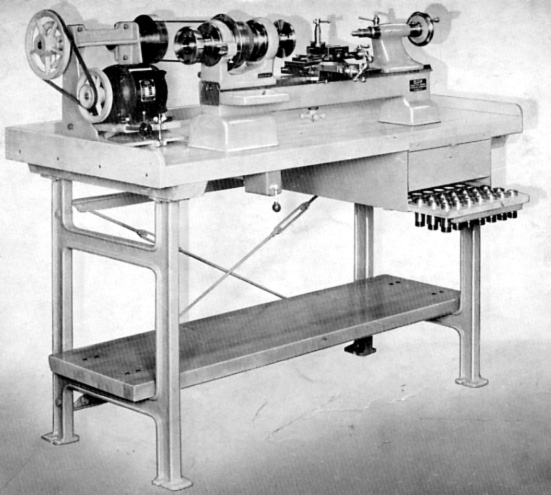
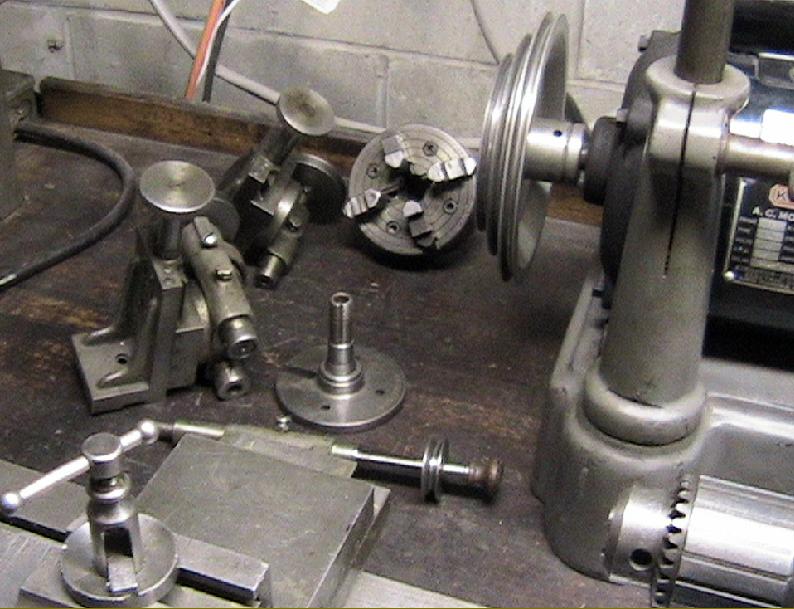
A wide variety of stands was available, from simple single-mount types (some with neat, underdrive motor systems) to ones designed to industrial use and able to accommodate four or more lathes driven from a common overhead countershaft-cum-motor-drive system.
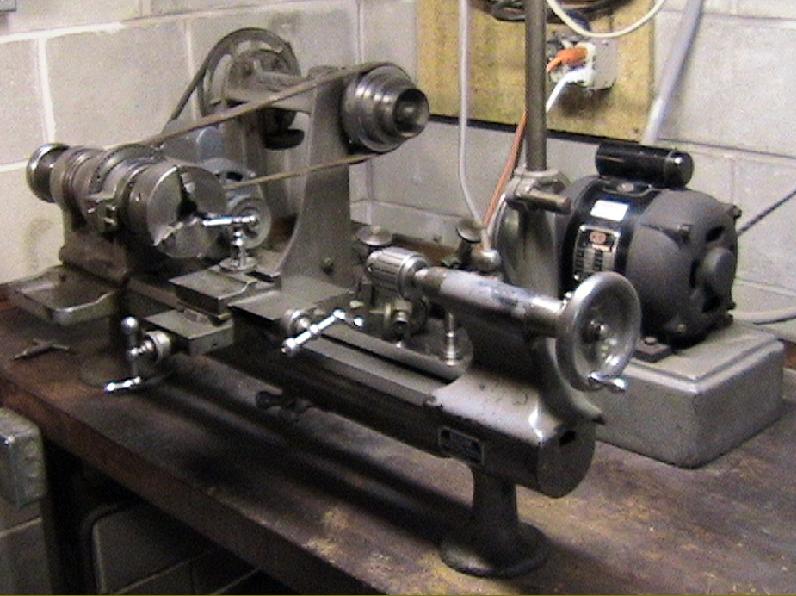
During the 1930s, like the similar models from Hardinge and Stark, the lathes were modernised, made more rigid, increased in capacity and fitted to neat, self-contained underdrive stands with V-belt drive and control of speeds by the simple juxtaposition of levers at the base of the headstock together, in some cases, with 2-speed motors.
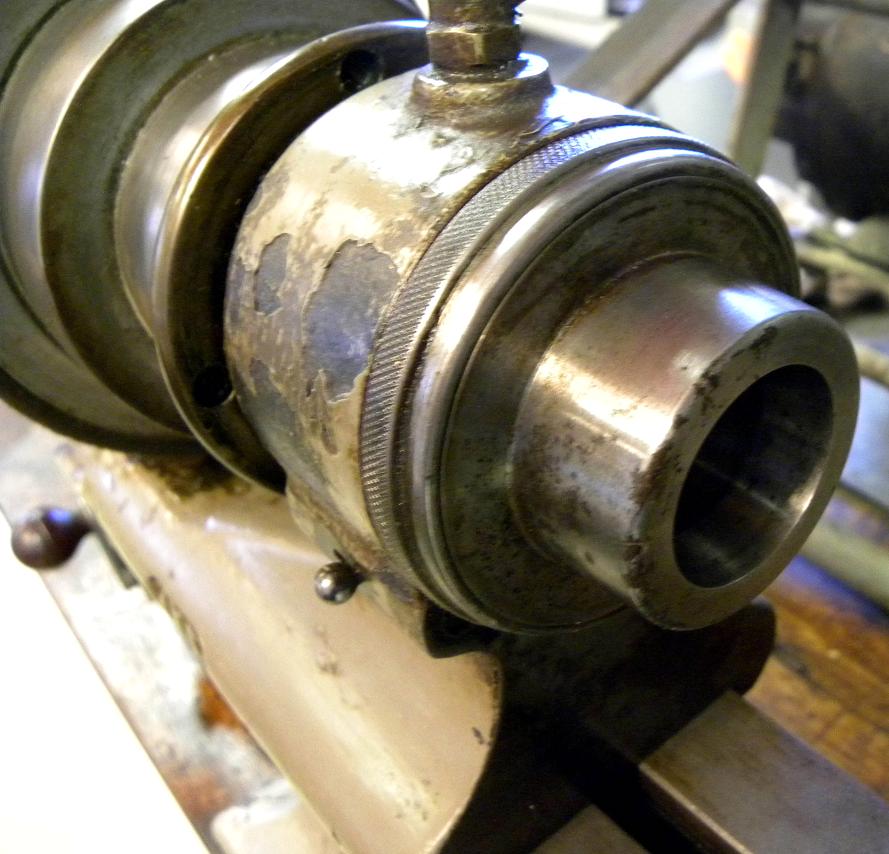
By the 1930s the spindle design had been changed from the traditional plain-bearing type to high-precision, pre-loaded ball bearings, an arrangement that was not only cheaper to produce, but just as accurate and long-lived; it also had the benefit of allowing higher speeds to be maintained (usually from 230 to 3900 rpm) without fear of the bearings overheating. The collet capacity was increased to 1" with, as before, either screw-operated or lever-action closers being available - in the latter case with ball bearings rather than bronze sectors used in the rotating part of the mechanism.
A proper turret version of the late-model Elgin was also produced (designed for the repetition manufacture of small components), together with several simple but high-quality vertical and horizontal milling machines, including the models VM-5 & VM-2 and HM-5C
If any reader has background information on the structure of the Elgin company, its products, catalogs or other sales or technical literature - or an Elgin machine tool that they would like to see featured in the Archive - the writer would be pleased to hear from you..
|
|