|
Home Machine Tool Archive Machine-tools Sale & Wanted Precision Universal Milling Machine A Manual and Catalogue Set is available for the Schaublin 12. |
||
|
Manufactured from the early 1930s (it first appeared in the catalogue for 1933) most Schaublin SV12 millers were made during the 1940s and 1950s - though a few were constructed in the 1960s with a taller (200 mm higher) column to give more room under the cutter. Sales literature for many years refers to the miller as both the SV12 and 12 - though the machines illustrated appear to be the same and have identical specifications. One of a series of similar Schaublin models, the SV12 was offered (pre-WW2) alongside the rather different and much smaller Schaublin 11, with an interloper in the form of the 1940s Schaublin 11-A and 11-B. Like all of its type*, the SV12 was designed to use a wide range of accessories including many from the Company's existing range, the top surface of the standard table being, for example, identical in form to the bed on the Company's 90 and 102 precision lathes (though as the quill holder and headstock are 90 mm centre height, the compatibility with the 102 is limited). If your toolroom was already equipped with Schaublin machine tools, this facility would have represented a useful saving. Although similar in general layout to the traditional form of precision universal miller as made by, amongst many others, Deckel, Maho and Thiel, the SV12 was smaller, lighter (450 kg) with much shorted table and head travels and a more restricted accessory range, especially as regards head units. In its basic form the miller carried a sliding horizontal milling head, with oil-bath lubrication, held on prismatic ways machined into the top of an intermediate plate that ran in V-edged ways milled into the top face of the main column. The No. 4 Morse taper spindle ran in a double roller race at the front and a pair of opposed ball races at the back, the drive coming from a side mounted shaft (supported in taper roller bearings) driven by a 2-step V-pulley - the drive being turned through a right-angle by bevel gears. As the head moved forwards and backwards, this arrangement allowed the belt to work with only a minimal change in tension. Instead of being locked into a fixed position, the head could first be adjusted through a range of some 80 mm, front to back, on its intermediate plate - with some 120 mm of travel then available by either a fine-feed screw or a lever using rack-and-pinion gearing. Instead of removing the head to fit accessories, gearing within it allowed others to be mounted on top, the design having the advantage of providing extra clearance between cutters and table. The three items that could be fitted were: a vertical head, a slotting head and an overarm and drop-bracket to support the outer end of the horizontal cutter arbor; - the top being covered by a cosmetic plate when the accessories were not in use. It is known that, over the years, some changes were made to mechanical details concerning the head and its drive system: the headstock bearings and arrangement of the headstock gear oil bath altered as well as the horizontal drive shaft in the vertical headstock. Power came from a single or (optionally and preferably), a 2-speed (1/1.35 h.p. 710/1420 r.p.m.) motor fitted with a 2-step main drive pulley and mounted on a hinged plate inside the cast-iron stand, a space it shared with the 0.1 h.p. coolant pump and 25 litre tank. From the motor the drive passed to a pivoting arm and from there, via a 2-step pulley, to the horizontal head, both drives being by V-belt. The purpose of the separate arm was to hasten speed changes, the arm being formed with a slotted section through which passed a locking bolt; upon releasing this the arm was pulled upwards by a long coil spring, the belts swapped from pulley to pulley and the arm then pressed down (using a handle protruding from the end of the arm in line with the pulley spindle) and locked. With a 2-speed motor fitted and using the high and low-range 2-step pulley arrangement, the twelve horizontal spindle speeds ran from a slow of 100 through 150, 200, 290, 300, 450, 580, 700, 900, 1100, 1400 to a high of 2000 r.p.m. When fitted with the optional No. 210 swivelling vertical head with internal, step-up gearing, these became: 120, 183, 240, 356, 366, 554, 712, 860, 1110, 1350, 1720 and 2700 r.p.m. |
|
|
|
|
|
|
|
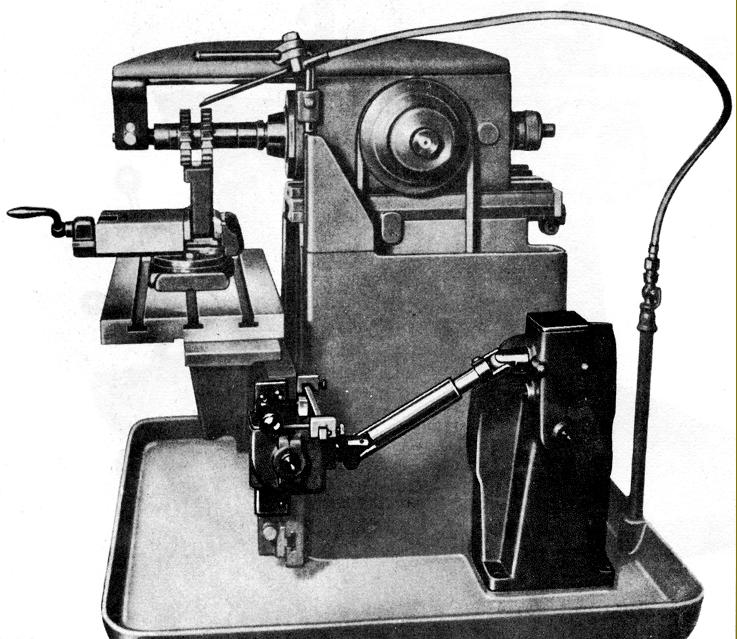
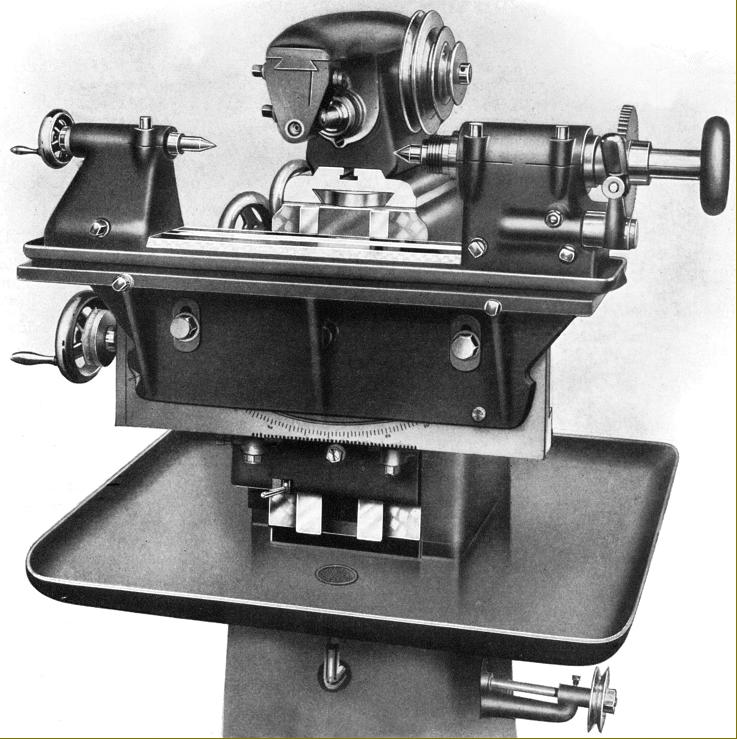
1950s Schaublin SV12 with an overarm and drop bracket mounted to support the outer end of a horizontal milling arbor. Note the pulley mounted on the side of the head, the drive being turned through a right angle by internal bevel gears in order to drive the spindle. Table power feed, through the usual type of splined and universally-joined shaft, was an extra-cost option |
|
|
|
|
|
|

|
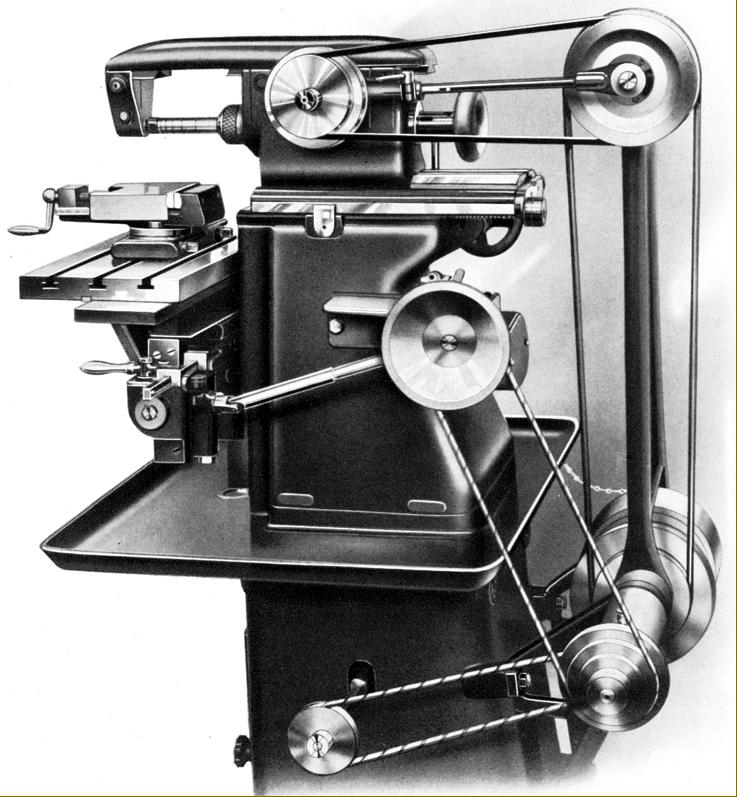
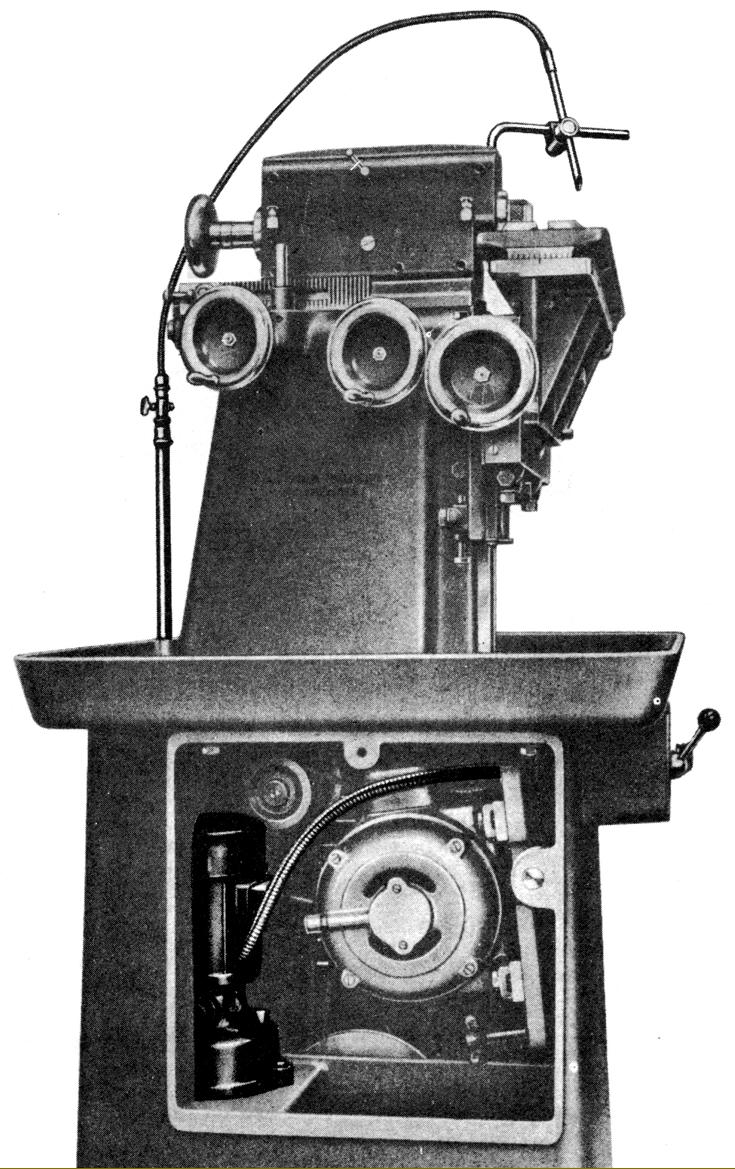
View from the right-hand side showing how the drive passed from the motor to the spring-assisted swinging pulley arrangement that allowed the operator to swap quickly between the high and low speed ranges. |
|
A Manual and Catalogue Set is available for the Schaublin 12. Precision Universal Milling Machine Home Machine Tool Archive Machine-tools Sale & Wanted |
||
|
*Proof of the type's success - the genus Precision Universal Milling Machine - is evident from the number of similar machines made in various countries including: Home Machine Tool Archive Machine-tools for Sale & Wanted Books Accessories Precision Universal Milling Machine Schaublin Millers Home Page Schaublin SV12 Accessory Photographs A Manual and Catalogue Set is available for the Schaublin 12. |
||