|
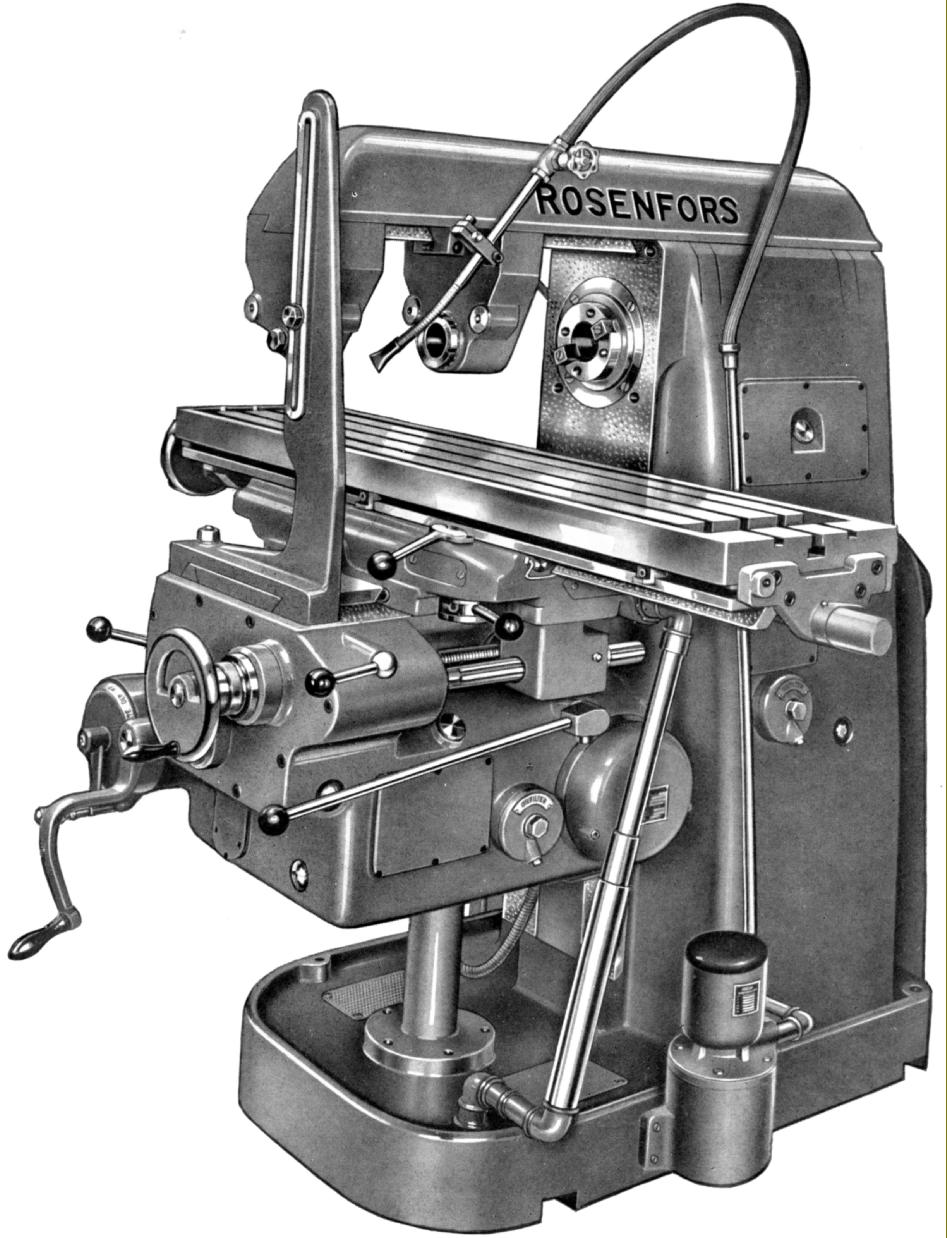
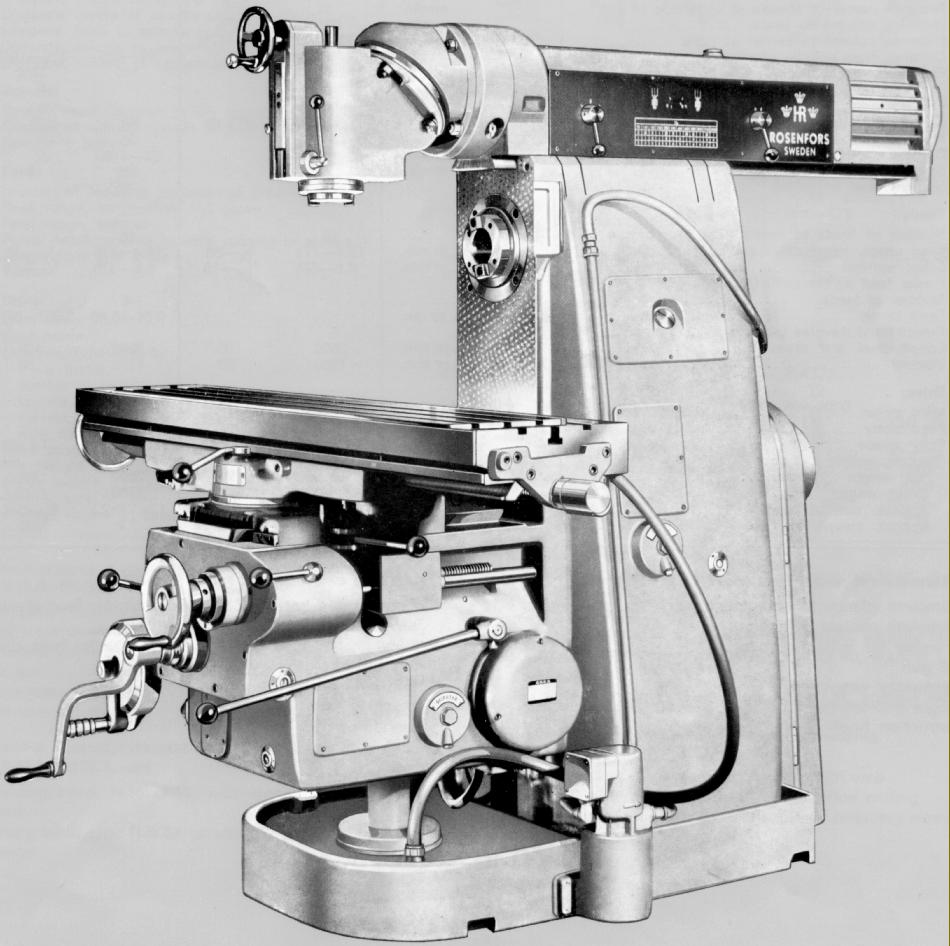
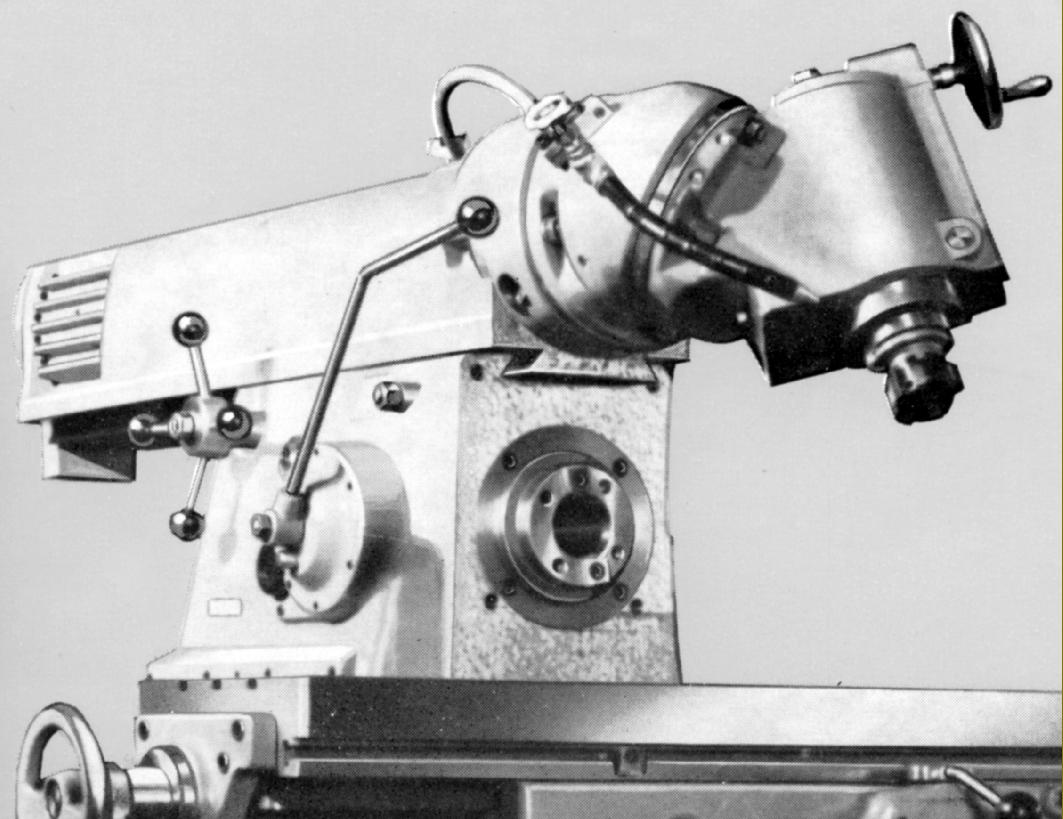
Rosenfors Type RFE Horizontal with overarm brace in place
Continued:
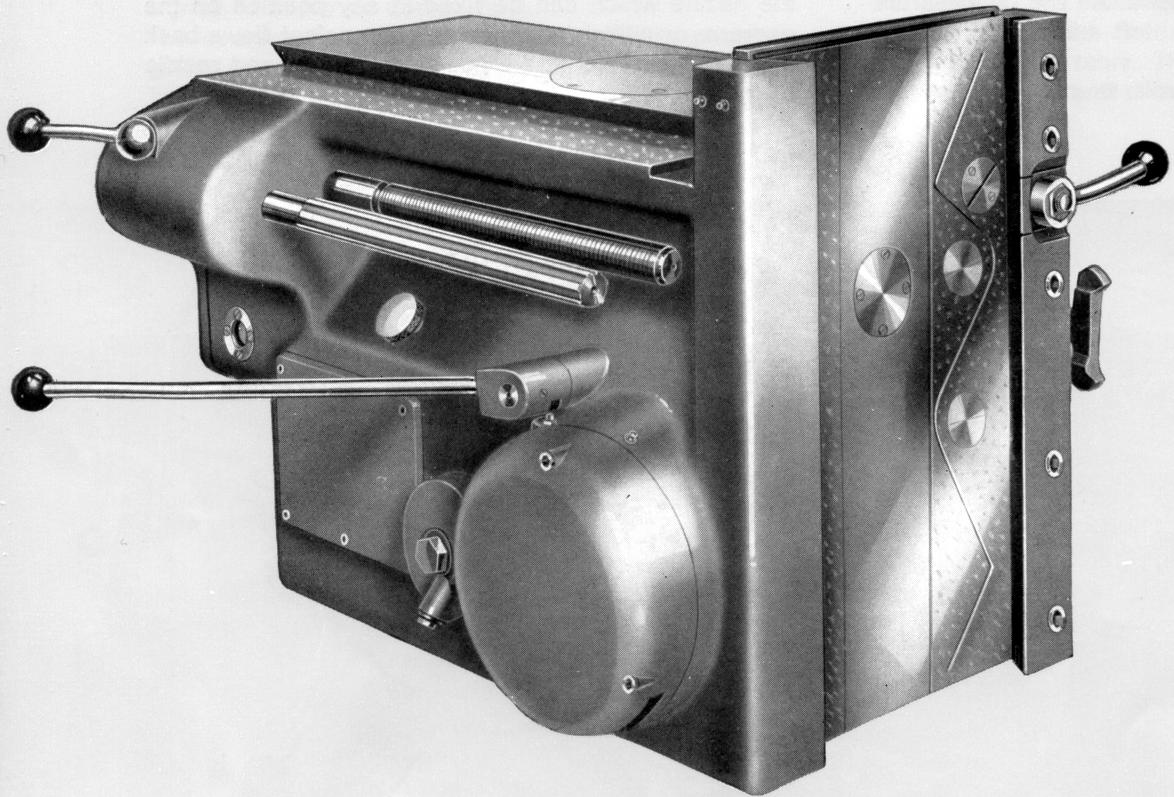
Table, knee and saddle, gearbox and drive system
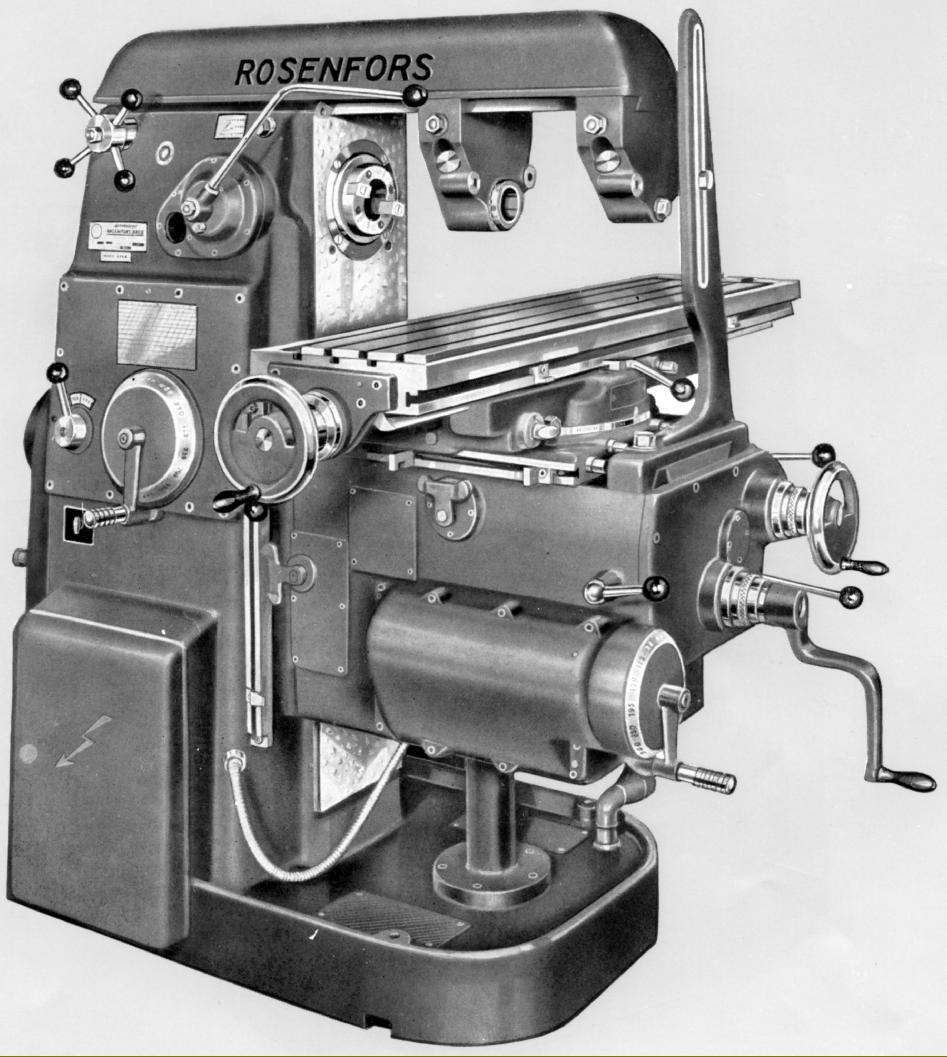
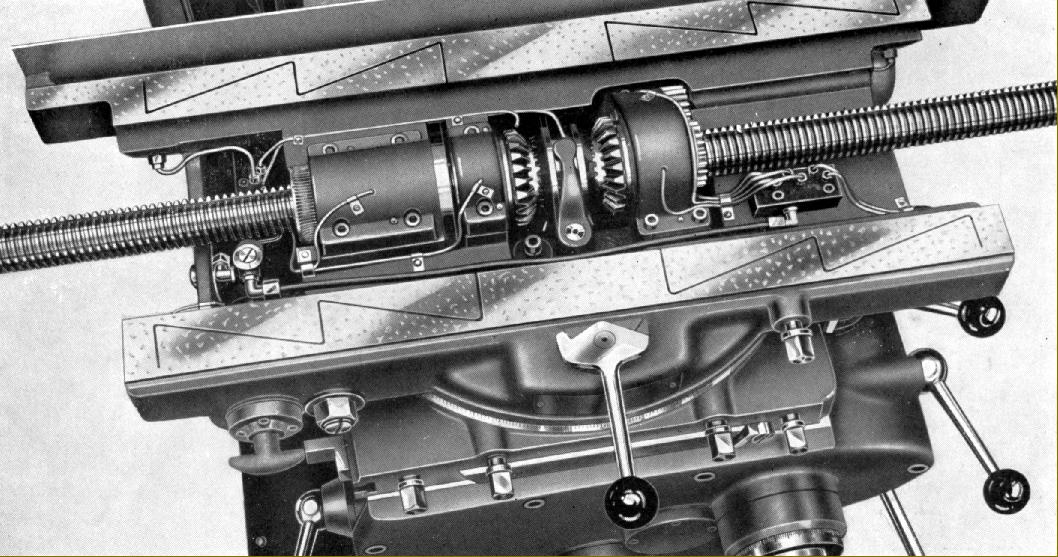
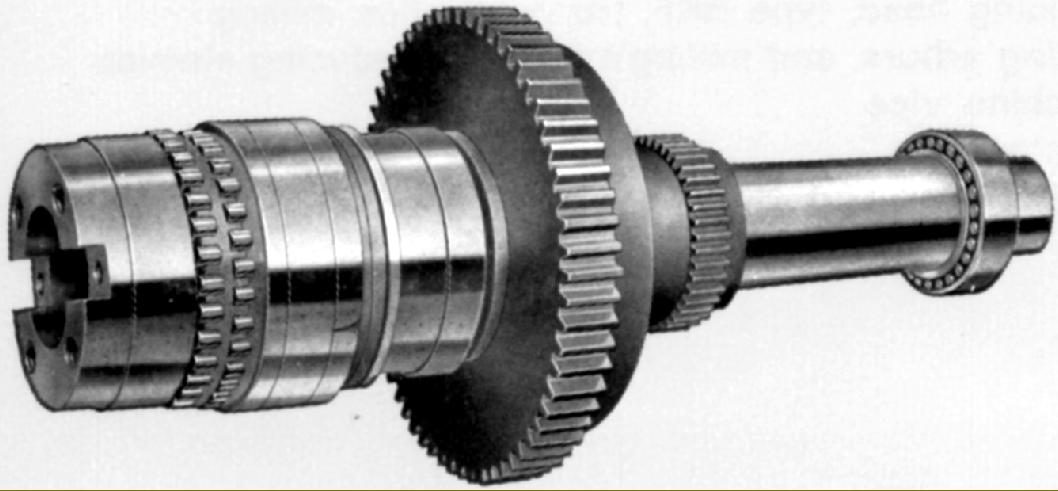
Table size, travel and feed rates were identical for all models: with a working surface of 1470 x 310 mm (58" x 12") and with three 18 mm (11/16") T-slots the table could be moved 890 mm (35") longitudinally, 275 mm (10.75") laterally and 425 mm (16.75") vertically. Feed screws were of large diameter, held between double-row roller bearings to take thrust and fitted with good-sized micrometer dials. The longitudinal feed screw had a double nut, one half of which was adjustable (by a screw positioned at the front of the knee) that allowed backlash to be eliminated and the machine used, if necessary for "climb" milling where the workpiece was drawn into the cutter instead of being pushed away. Lubrication of the table and saddle ways, the feed-screw nuts and final drive gears that connected to the feed-screws was by a hand-operated plunger pump located on the front of the saddle. The power-feeds' gearbox was completely enclosed, had oil circulation by a mechanical pressure pump and with all shafts and gears in case-hardened alloy steel and running in ball or roller races. Sixteen rates of feed were provided (driven by a 2 h.p. motor built into the knee) the longitudinal and across rates being identical to each other at between 12.4 to 775 mm (5/8" to 38") per minute whilst the vertical was set at exactly half those rates. Feed rates were controlled by a crank-handle-operated dial, set facing forwards, on the left-hand side of the knee. Control of table movements was by levers operating in a directional sense: move a lever left and the table travelled left, move another vertically and the table rose, etc. Powered from the knee motor and transmitted through a multi-disc clutch, the "rapids" feed unit was fitted as standard and controlled by a single lever for all directions of travel - the rate for longitudinal and across being 2500 mm (100") per minute with that for vertical being set at half speed. Two useful and effective safety features were incorporated in the knee and table drive: whenever power or rapid feeds were operated, the handwheels were automatically disengaged and an automatic overload clutch was fitted that, by working in conjunction with the usual stop-operated-instant-release mechanism, disconnected the drive when it reached the limits of its (pre-set) loading. As the load lessened the drive automatically restarted - an arrangement that might have been, in some circumstances, a mixed blessing.
In order to drive a spiral-milling attachment or powered rotary table, an auxiliary gearbox with an output power shaft was available that bolted to the right-hand end of the table, the drive being transmitted upwards by a gear train from an adaptor on the end of the table's feed screw.
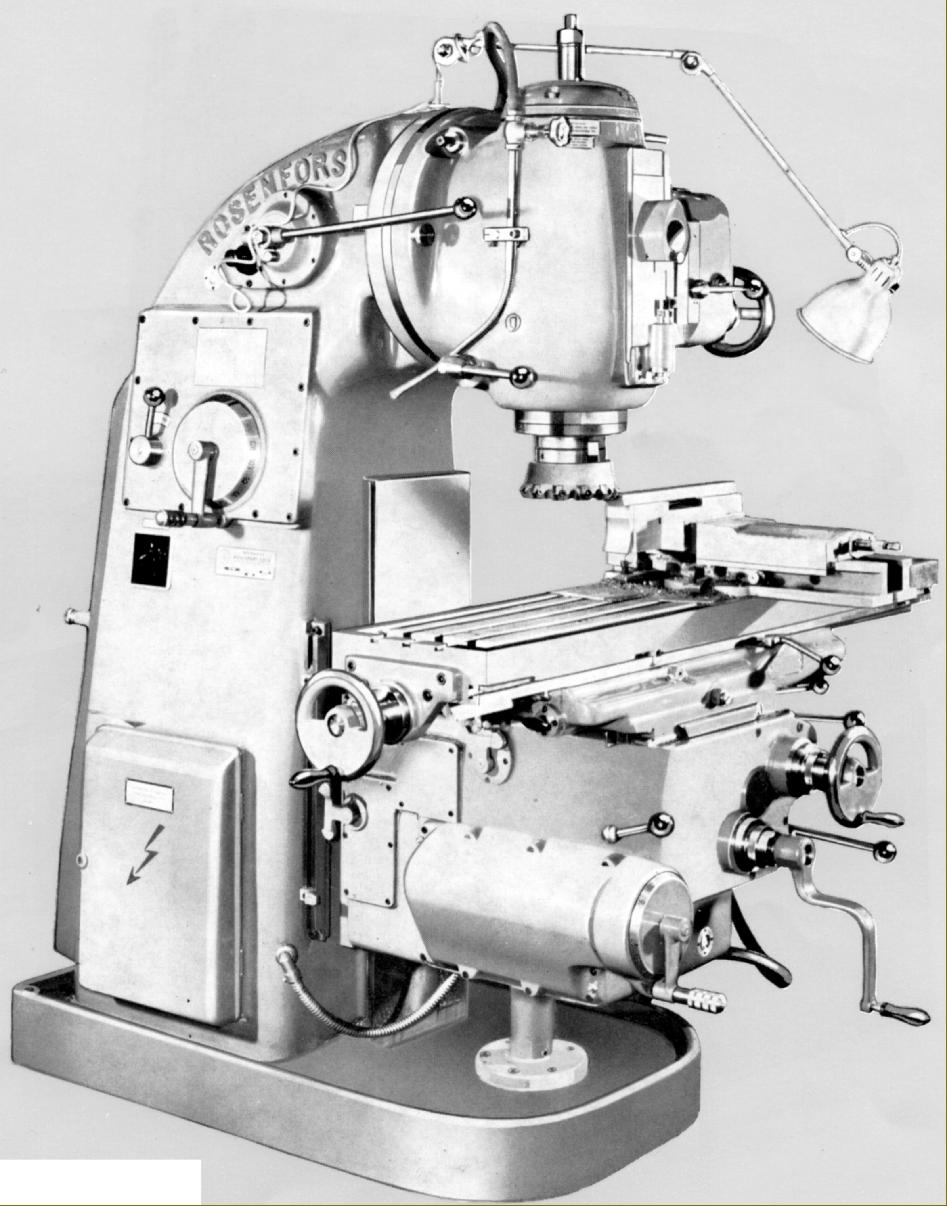
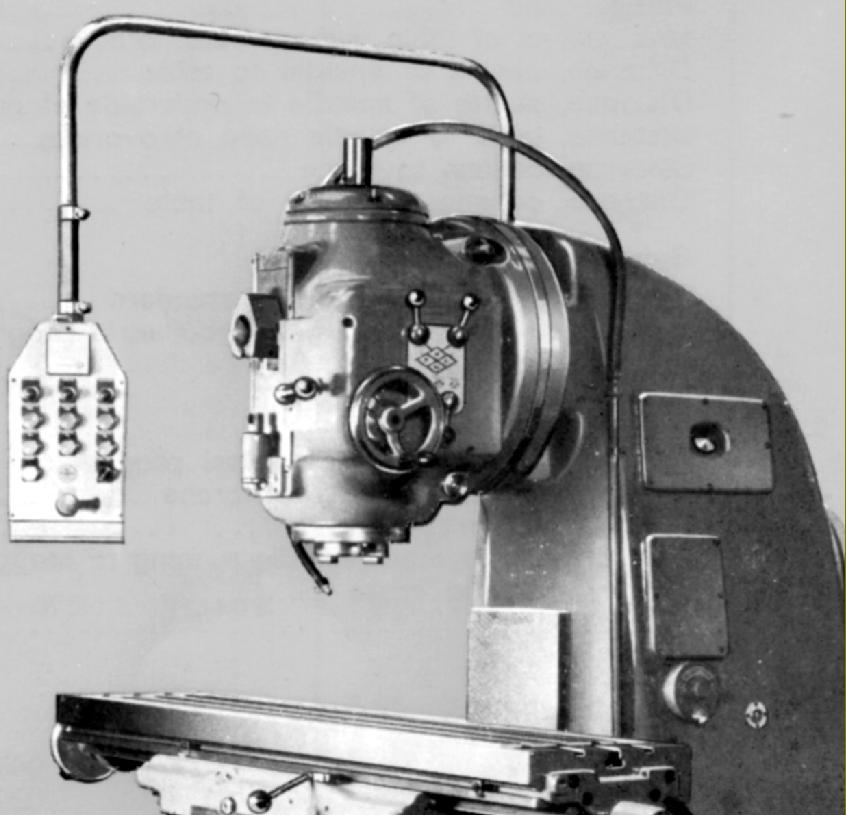
Two vertical heads were available, each bolting onto a flange surrounding the horizontal spindle housing. One unit, the VRH, was a simple plain (non-quill-feed) head with an internal gear arrangement that allowed the head to be stepped up to increase clearance between the spindle nose and table to a useful, though still not generous, 360 mm. The other type, Model VR-2, was fitted with a double-swivel end that could be manipulated to increase the maximum nose to table clearance to 430 mm - but this too lacked any form of spindle feed with all vertical movement having to be a applied by raising the knee. For an extra charge either head could be fitted to a hinged bracket that allowed it to be swung into position when required - the drive being by a simple spur gear carried on a taper held into the spindle nose by a draw bar. With a 1 ; 1 drive ratio speeds were the same as for the horizontal spindle - i.e. useful for many jobs, but too slows for use with small diameter cutters. An ingenious solution to greatly improving the versatility of a horizontal miller fitted with a rectangular overarm was invented (it is believed) by Cincinnati during the 1930s. This involved engineering a gearbox unit into the overarm - the motor being built into the rear section and driving forwards by a shaft to a gearbox with control levers on the top or side faces. The solution offered by Rosenfors, the Type RUB-5, was identical in concept but enhanced by the fitting a double-swivel end complete with a fine-feed quill driven through its 75 mm (3") of travel by a full-circle handwheel. To keep the gearbox internals simple, yet offer a useful number of speeds with a decent range - twelve from 90 to 2000 r.p.m. - a 2-speed 4.5/3 h.p. motor was fitted as standard.
A later version of the RFE, RFV-M, RFU and Para-Mill range was also manufactured with very distinctive, angular styling, Although these models had an unchanged spindle and speed range they were fitted with a slightly larger table - 1530 mm x 350 mm (60.25" x 13.75") - with extended longitudinal and cross travels together with a wider range of feeds that were, in addition, infinitely variable. Actual distances and rates were: 950 mm (37.5") longitudinally, 330 mm (13") across and 425 mm (16.75") vertically. Longitudinal and lateral feed rates were identical to each other at between 10 to 950 mm (3/8" to 37.5") per minute whilst the vertical was set at between exactly half the speed - 5 to 475 mm (3/16" to 18.75") per minute. Rapids were fitted as standard, the rates again improved over the earlier models with longitudinal and lateral being 3500 mm (138") per minutes and vertical at half as fast..
|
|