|
Founded in Racine, Wisconsin in 1941 with the title Precise Products Corporation, the Precise Company had its origins in Düsseldorf, Germany, when in 1882 an instrument maker, Adolph Schumann, founded Firma A. Schumann to manufacture scientific instruments and precision optical equipment. The skills necessary to succeed in such a field also allowed the Company, post-WW1, to move into the highly specialised area of accurate scale models of scientific and industrial projects used for exhibitions, research and sales. As any modern-day amateur model engineer or home-workshop owner knows, all small-scale jobs are greatly eased by possession of a lightweight, high-speed, hand-held drill-cum-grinder now universally known as a Dremel - as made by the Company of that name based in Racine and founded there in 1932. As no such devices were available to the Schumann Company, in the early 1930s Robert Schumann, son of the founder, developed his own, the first of a range of 30,000 r.p.m. units that were eventually to be sold through Europe using the trade name "Diros".
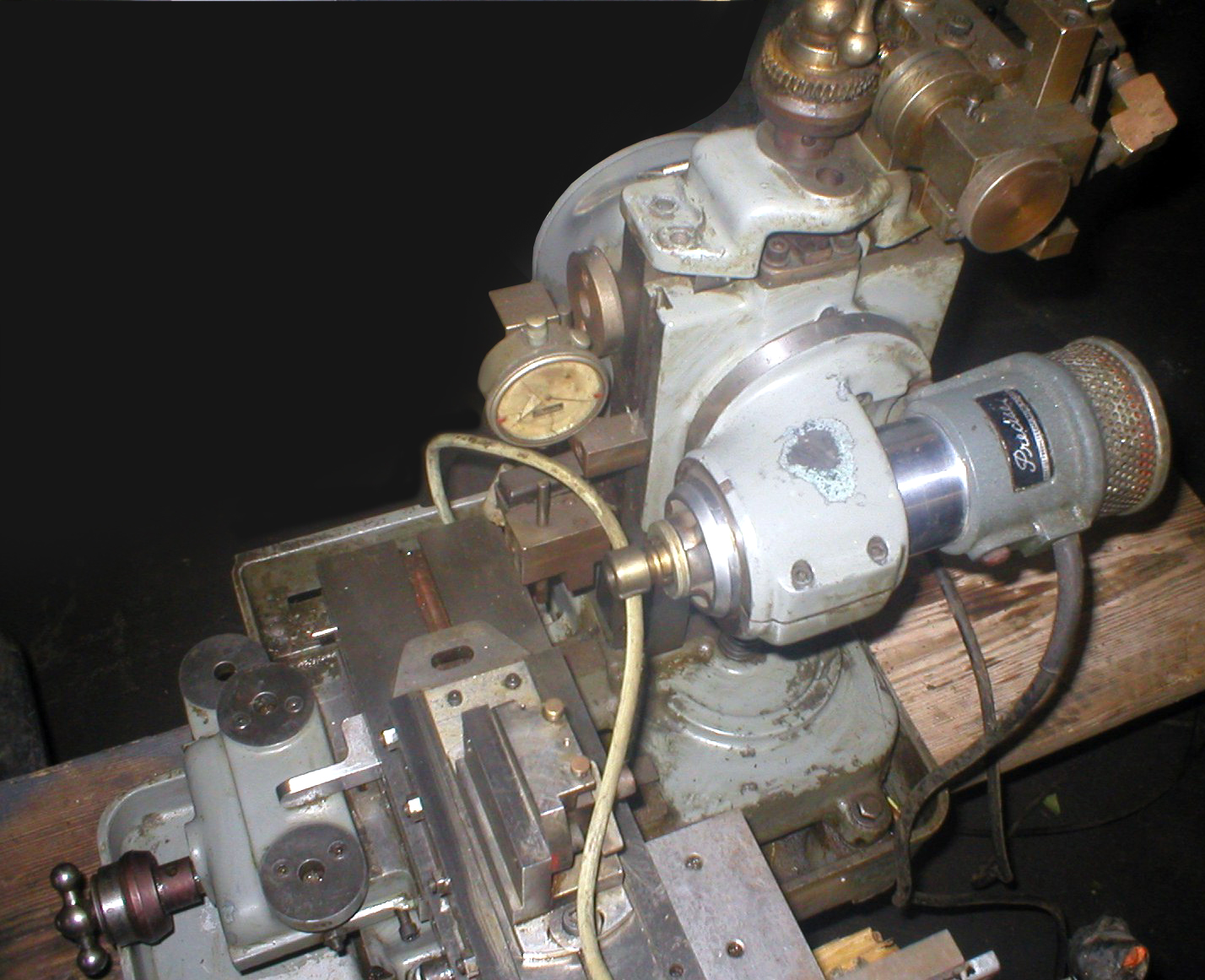
Just before WW2, in the late 1930s, Robert and his son, Helmut - both graduate electrical engineers - were in the United States to open a second plant, choosing Racine where, using superior American electrical equipment, they redesigned the original tool to give higher speeds - 45,000 r.p.m. - with greater power (1/7 h.p.) and improved accuracy. Housed in black plastic casings, this new design was advertised as the Precise 35 with an even more powerful model, the Precise 40, following shortly afterwards. Post WW2 the introduction of carbide tooling meant that to get the best from this new much harder material, even higher speeds were needed together with tools better able to stand up to the rigours of the greater pressures and harder work they demanded. Unfortunately, the plastic bodies of the original Precise models proved inadequate and began to crack; bearings wore out prematurely and the collet chucks were insufficiently accurate at the higher speeds involved. Hence, a complete redesign was undertaken that resulted, in 1948, in a new range of top-class, professional-quality machines the first of which was the Super 40. Using an aluminium housing machined on the outside and precision bored on the inner surfaces, four costly super-precision, sealed-for-life bearings (of, apparently, a former military specification) were used, a quill of improved rigidity fitted together with a collet chuck claimed to be more accurate than those found on lathes of the finest quality. The new, more powerful variable-speed motor ran up to 48,000 r.p.m. with its commutator diamond turned at 45,000 r.p.m. to close limits of accuracy and surface finish; as a final touch, to ensure the smoothest possible running, all rotating parts were statically and dynamically balanced using electronic equipment. Reliability was assured by running each completed quill assembly for eight hours when temperature, horsepower and r.p.m. were checked and recorded. As a result, so superior to the earlier design was this newer type that - aided by the robust aluminium casing - it proved possible to employ it as an auxiliary grinding and cutter-holding spindle on conventional machine tools such as lathes, millers, surface grinders and drill presses. To aid this process and encourage sales, the younger Schumann designed and developed a range of precision mountings that greatly eased the problem of holding the spindles securely and in the correct position. Units were available that fastened to the overarms of horizontal millers, clamped in lathe toolposts and to the columns of drill presses, etc., with all types offered in rigid, single and double-swivel versions.
By the early 1950s a second plant had been opened in Germany - built to be identical to that in the USA - so extending the Company's reach into the European market. At the same time, the range of products was expanding to include ones such as the tiny lightweight (35 oz) Super 30 with 1/5th H.P. and 45,000 r.p.m.; the 1/4 h.p. Super 50 Power Quill with a robust, precision ground and honed alloy-steel housing (so making it even more suitable for general machine-shop use) and, by 1956, an even more powerful pair, the 1/2 h.p. Super 60 Power Quill and 1.5 h.p. Super 80 Power Quill - the latter with a speed range from 7000 to 25,000 r.p.m.
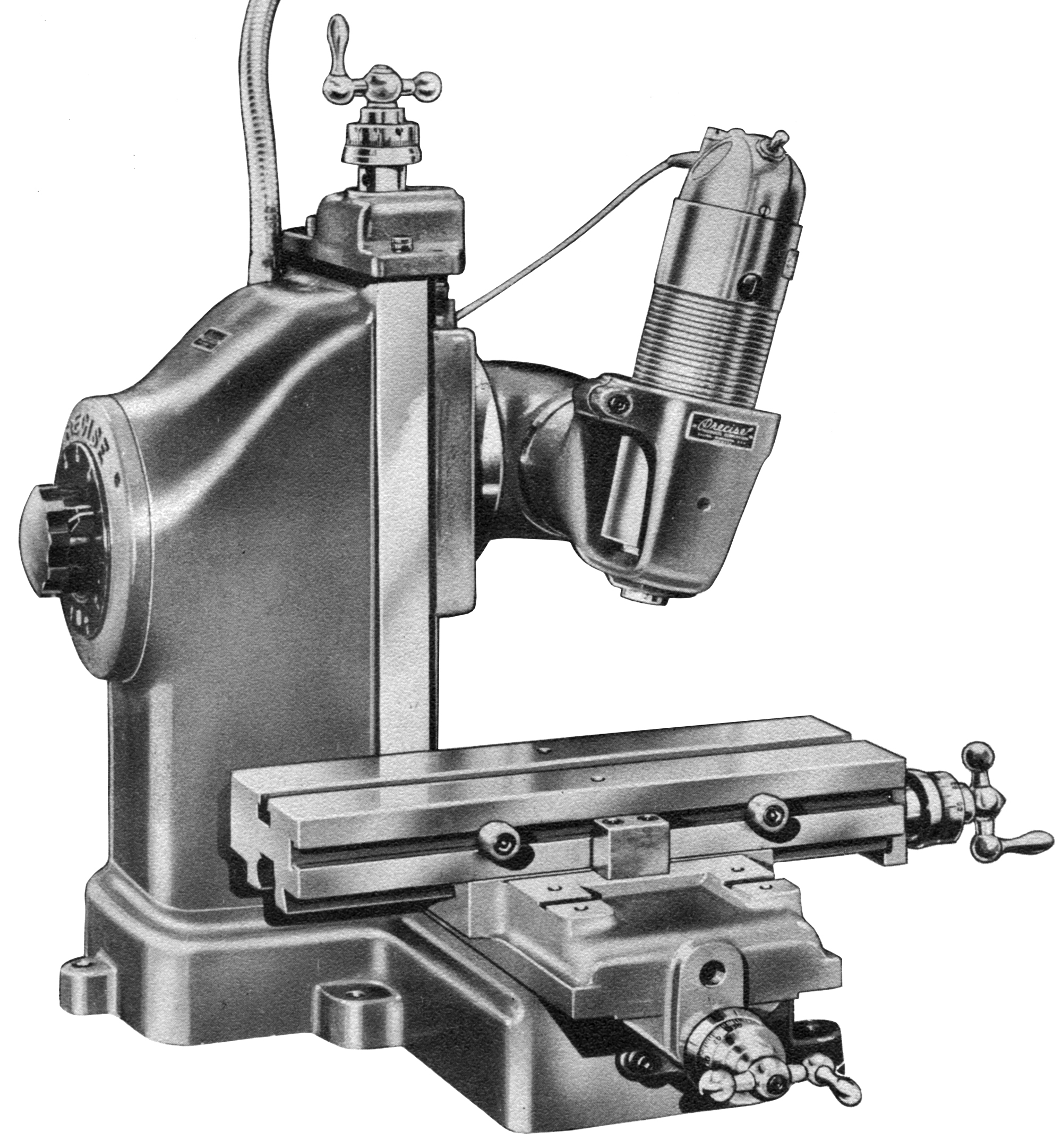
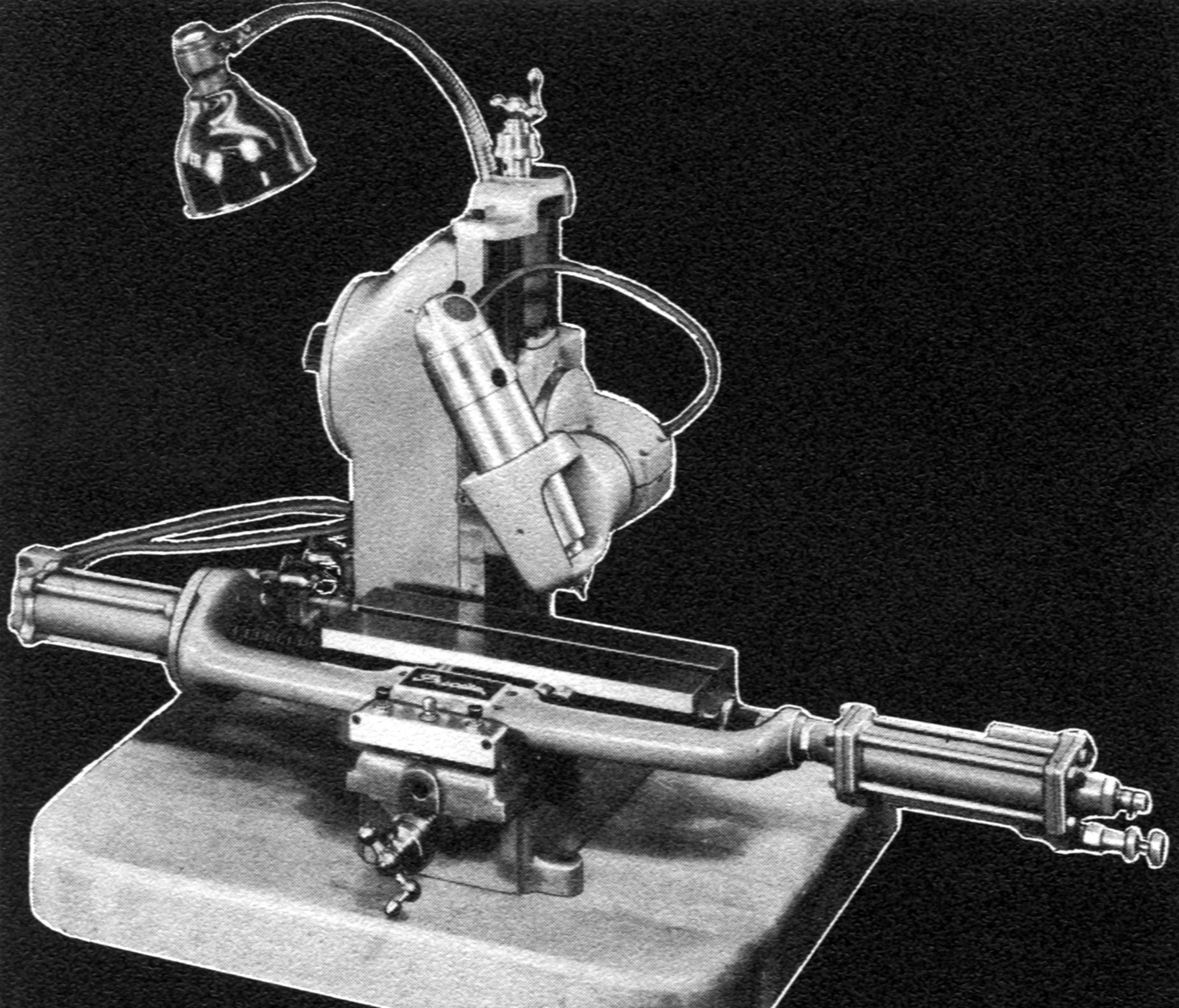
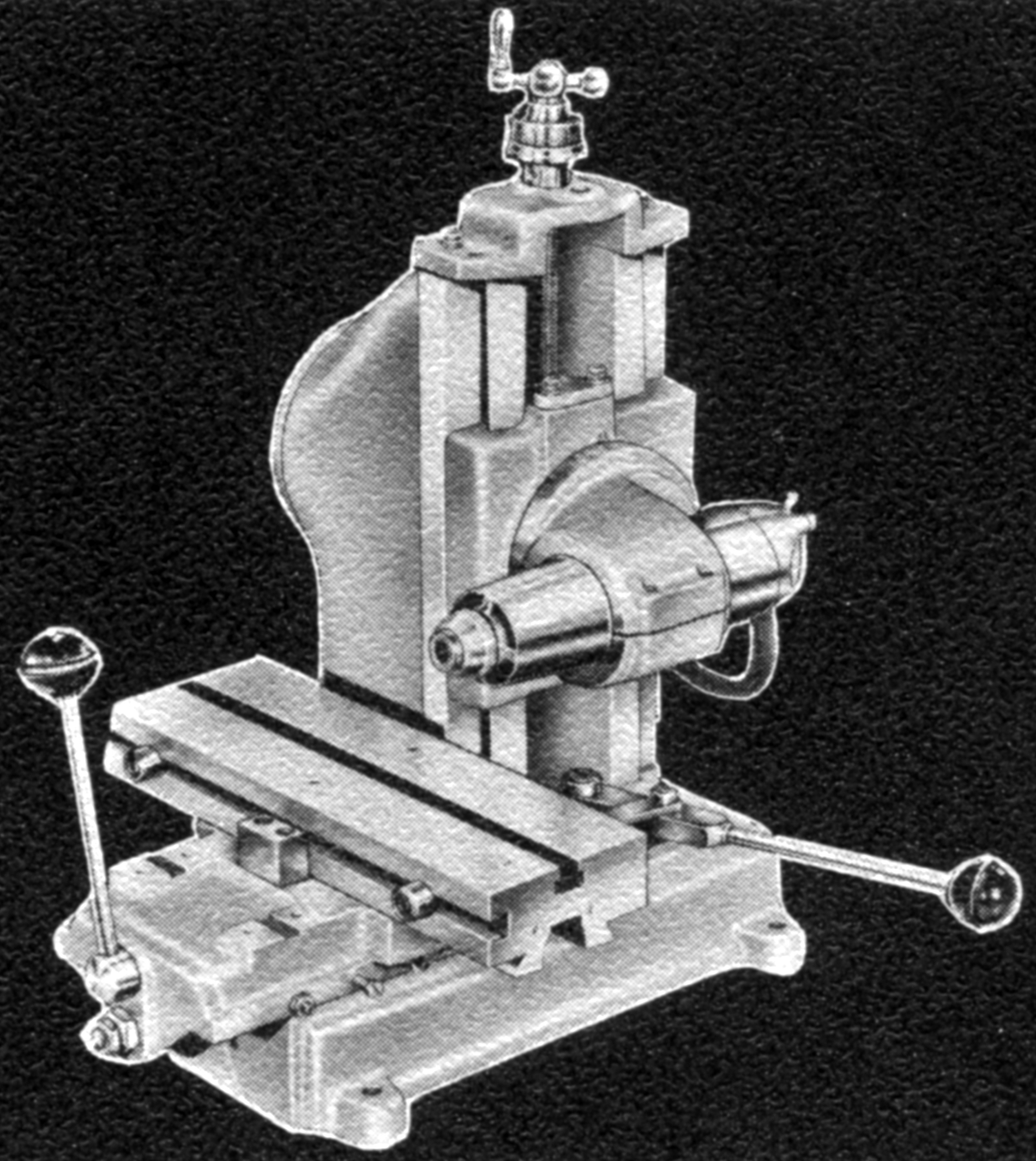
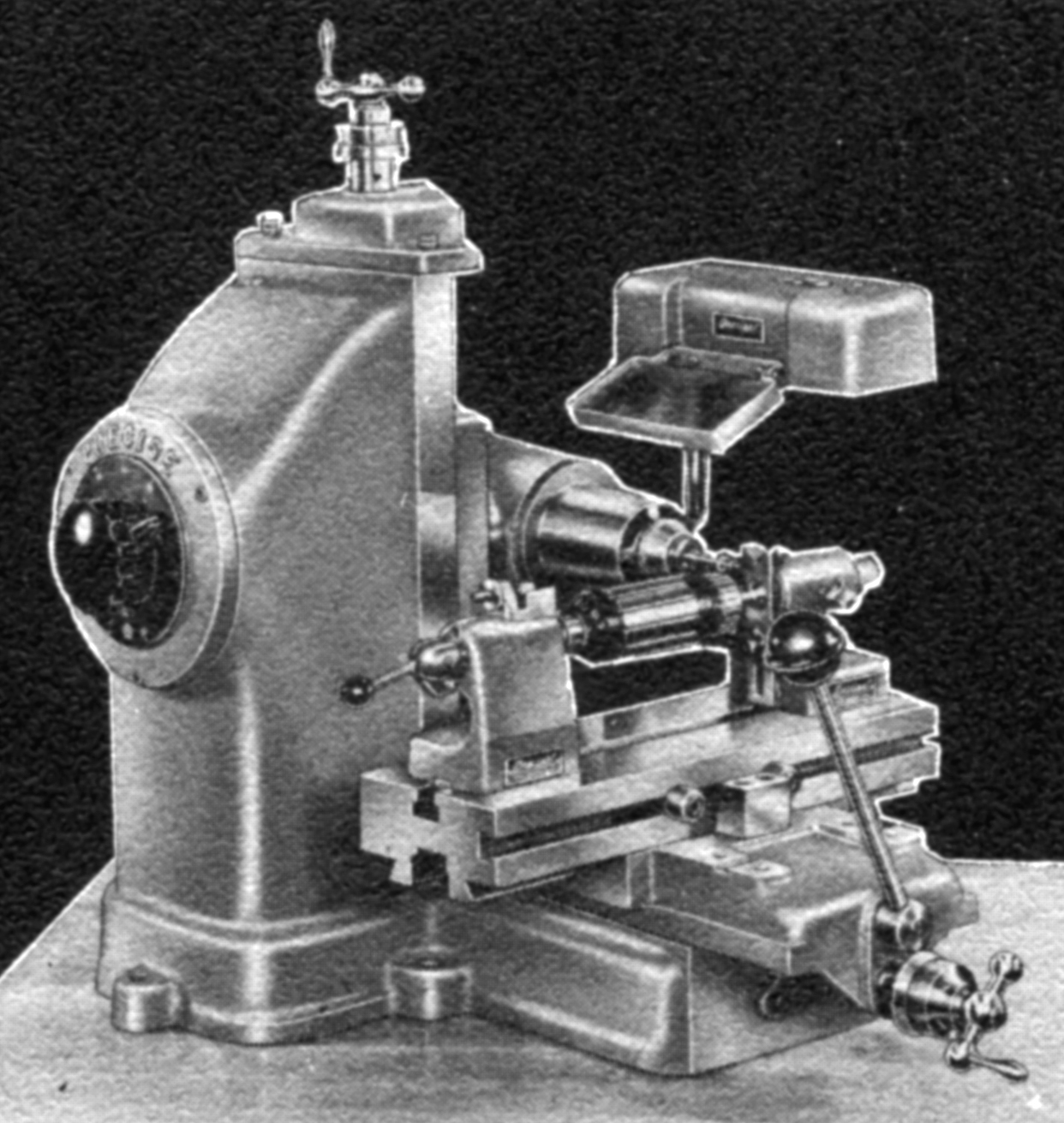
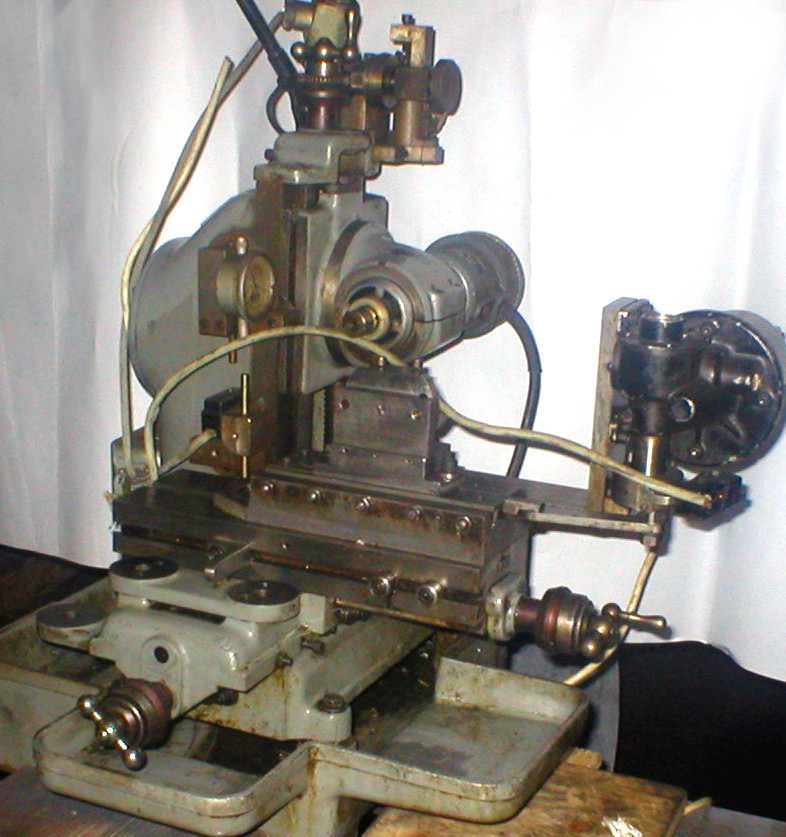
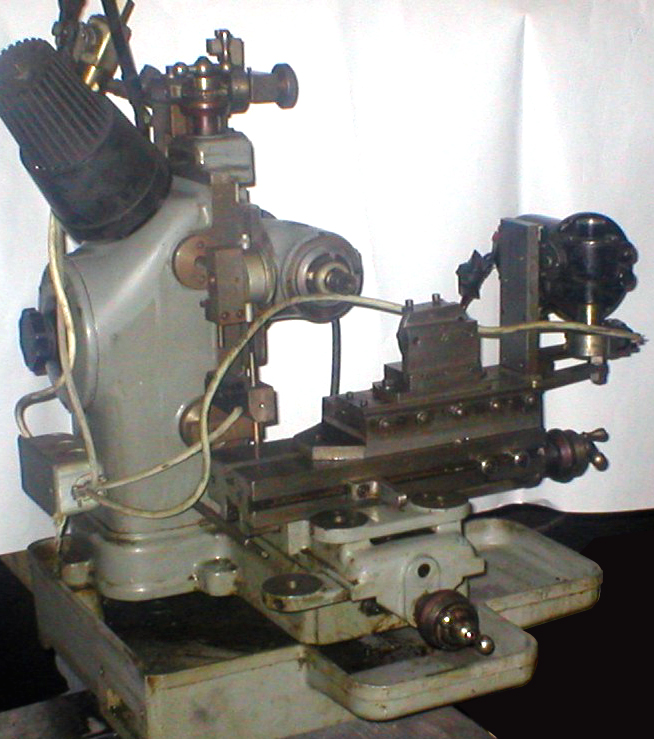
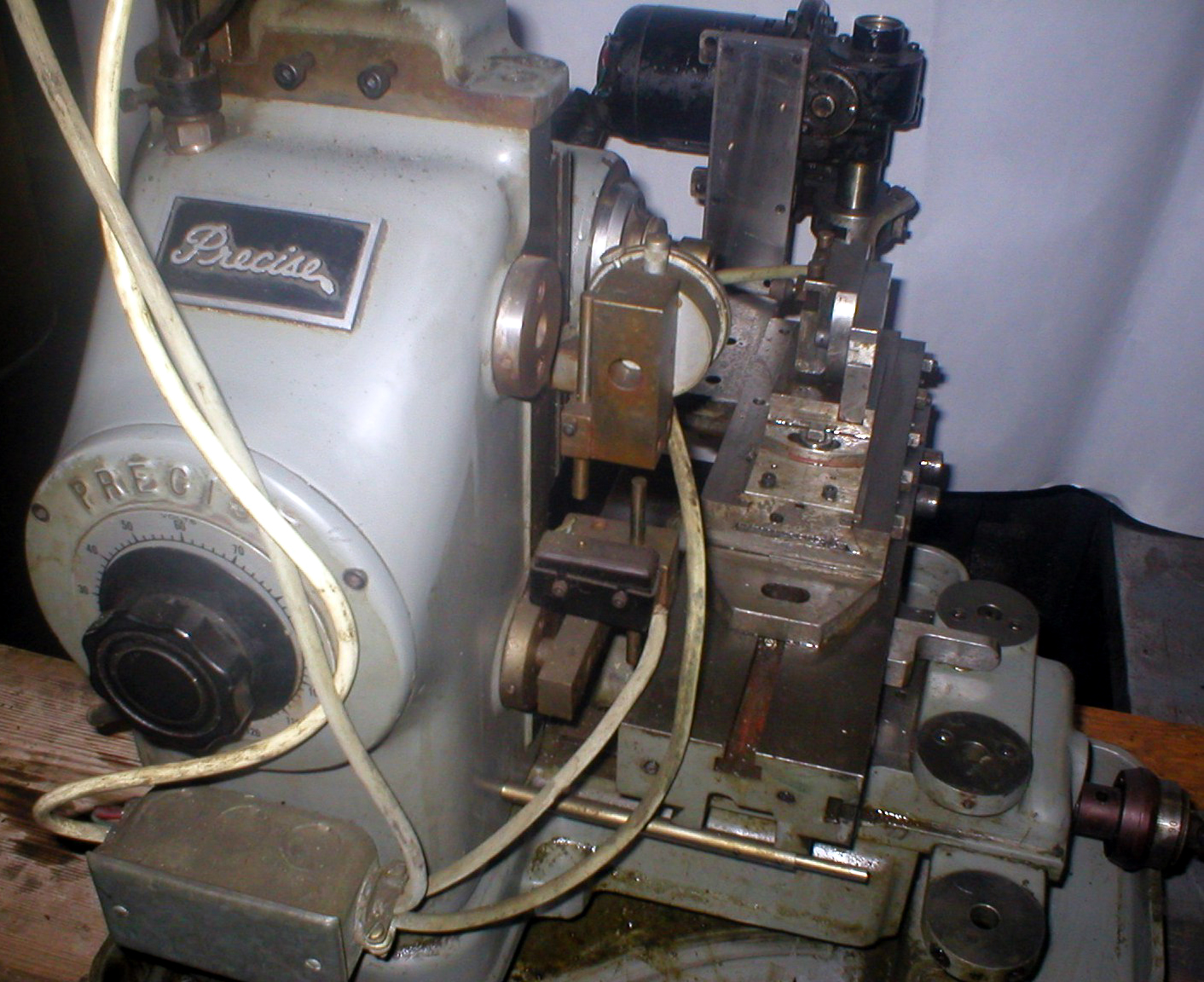
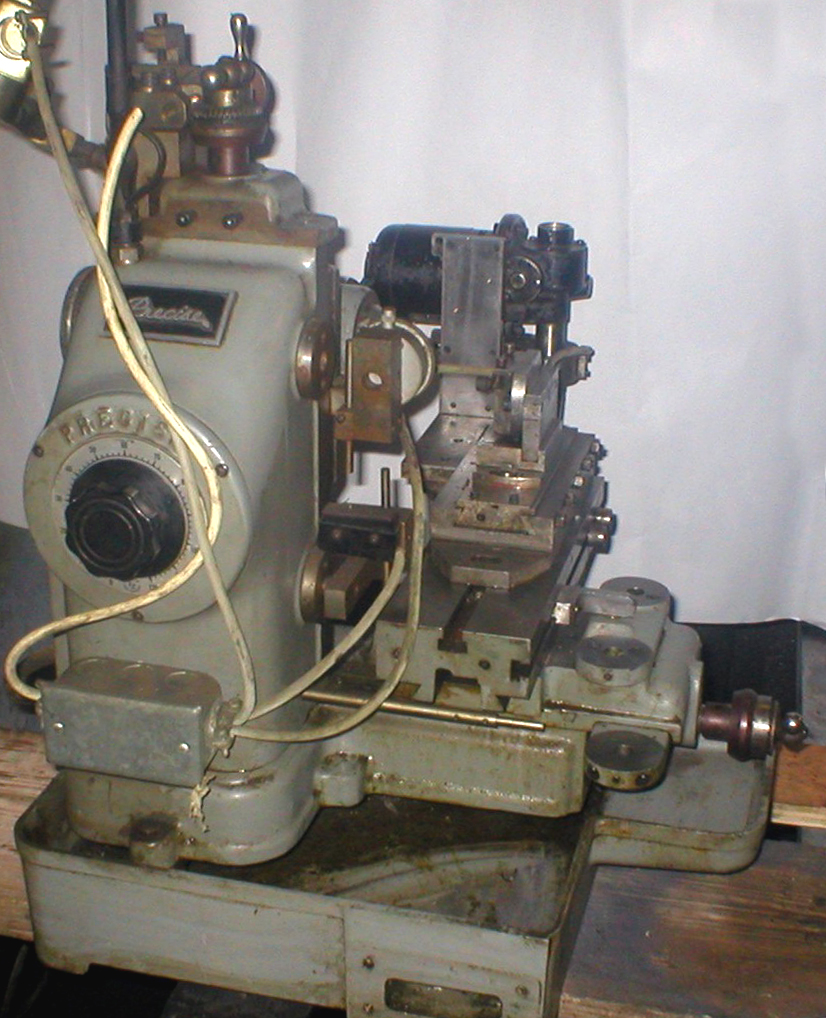
In 1948, recognising a need for a particularly high-speed (45,000 r.p.m.) miniature milling machine the Company introduced a model described in straightforward terms by the makers as their "High r.p.m. Milling Machine Model 1". Constructed in the form of a miniature jig borer, the aptly named "Precise" had a base 10.625" wide and 15" deep cast in a "semi-steel" with a non-elevating table and the cutter head arranged to be moved by a feedscrew up and down a slideway formed (very unusually) on the right-hand face of the 21-inch high (semi-steel), precision ground main column. In addition to forming a rigid structure, this layout allowed a cross slide of decent width to be incorporated - a decided advantage for any boring or milling machine - while also permitting economical mounting on a customer's existing bench. As an option, on the Model 1, the makers offered a 2-inch thick raiser block to fit between the column and base - and for the later Model 2, lifting the column of that machine by 3 inches.
The miller was designed to accept most of the company's existing variable-speed drive Universal Power Quills, the 1/2 h.p. version giving spindle speeds from 15,000 to 45,000 r.p.m. and, with the arrival of the later Super Cycle Power Quills of 3/4 h.p., from 7,200 to 54,000 r.p.m.
Continued below:
|
|