|
Continued:
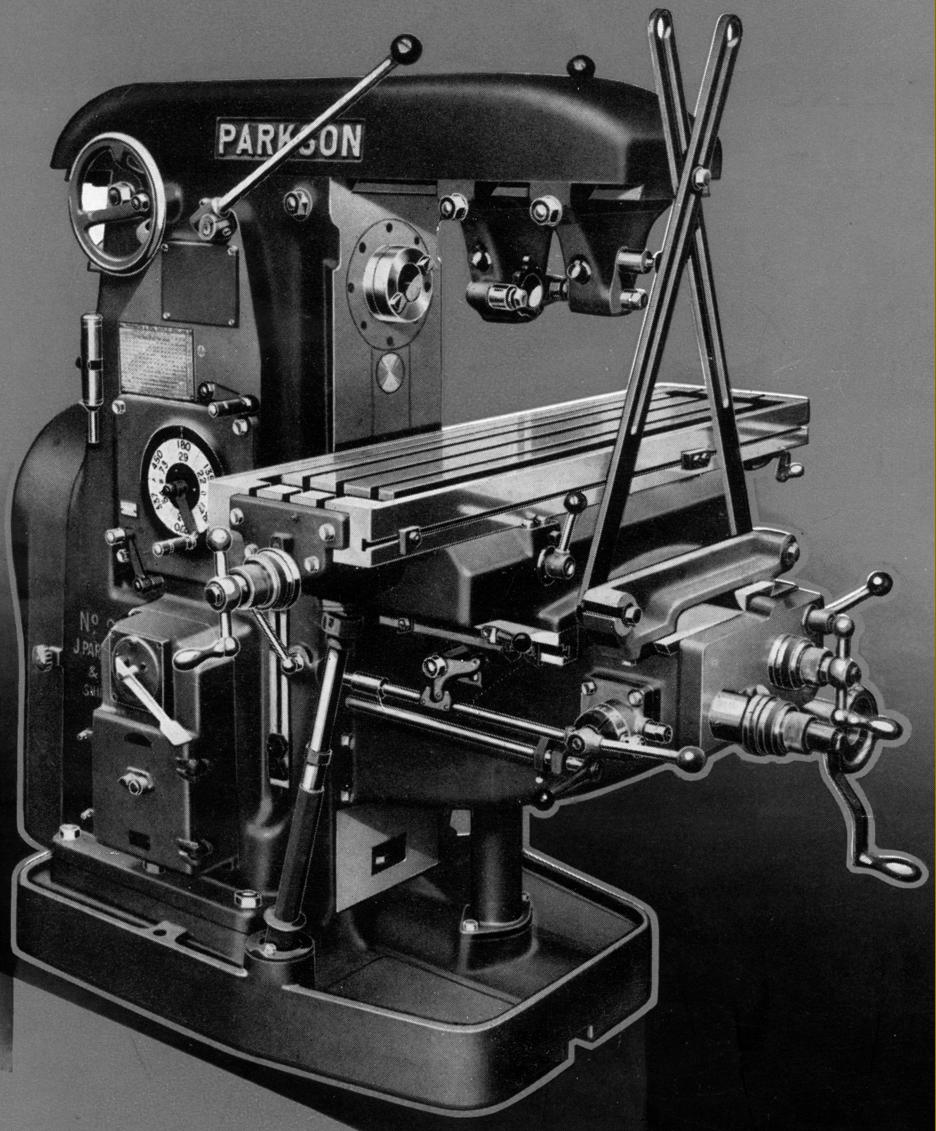
Plain, Universal and Vertical No. 2 millers: late 1960s to late 1970
The final years of No. 2N production saw few changes in mechanical design - the table sizes, feeds and spindle speeds all remaining unchanged. However, some effort was made to update the machine and customers could order electrical push-button control of the longitudinal feed as well as electrical trips in addition to mechanical ones. Also available was a system that gave automatic and semi-automatic cycles for production work with the Rapids (actuated by mechanical stops on auto-cycle work) engaged through electro-magnetic clutches. As might be expected of a machine tool from this era, in addition to feed-screw micrometer dials the machine could be fitted with either an optical measuring system (from several makers) or one of the new 3-axis digital readouts. The vertical model could, in order to provide a 3-axis autocyle facility, be fitted with hydraulic rise and fall to the table. The standard, hand-controlled vertical was sold as the 2V/1, with auto-table control as the 2V/2, with the optional hydraulic table rise and fall as the 2V/2?RF and as the 2V/23 when equipped with a 70PBT plugboard controller. The latter system gave full 3-axis control with the board incorporating 20 steps - with the facility of being able to programme 3 axes in one step to give a total of 60 stages. Table traverses were controlled by pre-set dogs mounted on interchangeable trip bars, the positioning accuracy of the system being repeatable to within ±0.001". Manual control of all feeds on this version was by push buttons mounted on the plugboard unit.
Accessories
In common with other established makers of conventional milling machines including the much larger American maker Cincinnati and the Italian Riva Company, Parkinson offered a wide range of useful attachments. In addition to the expected range of rotary tables - and the previously mentioned universal dividing attachment - these included a range of heads to convert the horizontal models into simple vertical millers or to perform such specialised tasks as rack and gear cutting. The standard vertical head was made in two versions, the Standard (with a No. 40 nose) and the Heavy (with a No. 50 nose). Each was bolted to the inside face of the column and also supported, for extra rigidity, by the dovetail slides of the overarm. Driven by the horizontal spindle, unlike similar heads offered by many other makers those supplied for Parkson millers included internal gearing to increase spindle speeds - the Standard doubling them and the Heavy increasing them by 25%. Unfortunately neither head was equipped with any form of quill feed.
Another, more complete solution to vertical machining was a special overarm the Style L Motor-Driven Universal Milling Head. Able to be used in place of the ordinary unit to support horizontal cutter arbors, the Style L carried a 2 h.p. 1450 r.p.m. motor that drove a gearbox to give a range of 16 speeds: 44, 71, 98, 112, 158, 170, 210, 250, 340, 378, 466, 540, 750, 815, 1200 and 1800 r.p.m. Final drive was by spiral bevel gears with the transmission spurs gears heat-treated, profile ground and lubricated by splash from a sump provided with a level glass. The end of the assembly carried a double-swivel head with the No. 40 taper spindle running in taper roller bearings and held in a 3-inch travel quill. Early versions of the overarm were fitted with a fine-feed handwheel that was not only awkwardly positioned but tricky to operate, being concentric with the spindle and moving the quill though a screw and nut. Later, this arrangement was completely redesigned to include a handwheel working through worm and wheel gearing with, as an extra-cost option, the addition of a quick-action lever feed.
A useful device for special work was the Short Lead and Feed Reducer. Bolted to the end of table (shortening the travel by around 6 inches) the device contained gears with a 20 : 1 reduction that coupled to the table feed screw. The operator was thus able to move the table with great precision, if rather slowly. However, its main use was in conjunction with a power-driven dividing head, when it allowed screw threads or spirals of short single or multiple lead to be milled when the spindle had to make a complete revolution during a relatively short longitudinal movement of the table (so making the speed of cut far too high). By providing a very slow rate of table travel (the spindle, connected by changewheels to the feed screw still rotated at the same speed) it became possible to mill threads and spirals that would otherwise have been unobtainable - the intended range of leads being between 0.1 and 2 inches (note: the term "lead" is the distance a screw advances when tuned through one revolution. For an ordinary, single thread, lead is the same as the pitch (the t.p.i. or threads per inch) while for a two-start thread the lead becomes twice the pitch, and for a three-start three times the pitch. e.g. a single-start 10 t.p.i. thread advances 0.1" per turn; with a two-start thread it would advance 0.2" and with a three-starts 0.3")..
|
|