 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
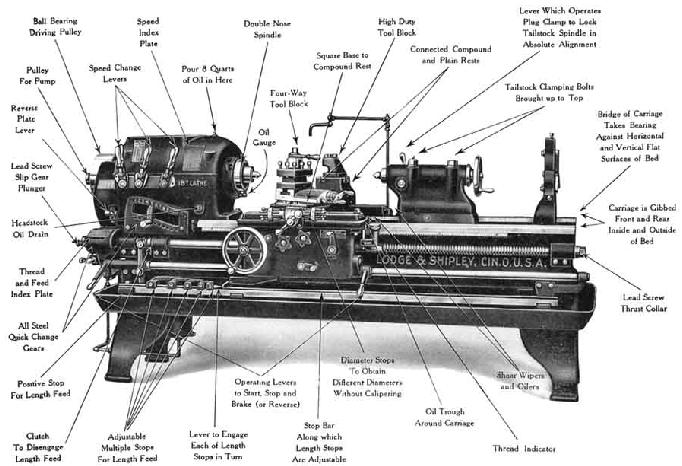
Made in Cincinnati 25, Ohio, in the heartland of the American machine-tool industry, Lodge & Shipley lathes were long recognised as being of superior quality and advanced design. The company was started by an Englishman, William Lodge, who, upon arriving in Cininnnati in 1872, worked initially for John Steptoe, another Englishman widely acknowledged as the first in the area to manufacturer machine tools. In 1886 Lodge went into partnership with William Davis, the new company - specialising in lathes, planers and drills - quickly becoming the largest machine-tool builder in the city. By 1891 Lodge had founded a new company, Lodge & Shipley, and, from 1893 when they dropped their other machine-tool lines to concentrate on the production of lathes ("Good Lathes Only" was the Company's motto) started on a path that was to make them the largest lathe maker in the U.S.A. By the end of the First World War, in 1918, Lodge & Shipley occupied what they claimed to be the largest facility in the world devoted exclusively to the manufacture of lathes. However, although their product range was wide - and included a wide variety of ordinary engine lathes ("BGSC" or backgeared screw-cutting centre lathes in the UK), as well as the same machines modified for production purposes and specialist versions such as "Oil County" (very large spindle bore) and "Duomatic" automatic-types - they did not attempt the manufacture of repetition-production machines in the form of dedicated capstan or turret models. Even the earliest of Lodge & Shipley's lathes were characterised by careful design and adherence to sound principles of quality engineering. They were not distracted by attempts to manufacture lighter 'workshop' models of the South Bend's type - designed to appeal to garage owners, repair shops, training schools and amateur owners - but concentrated instead on heavy industrial machines intended for serious work. All Lodge & Shipley lathes had massive beds, with bracing of the front and back walls in the form of "elliptical girths", and by the early 1920s were advertised them as having a "chilled" finish where the outer shell of the casting was altered to a depth of around two inches so that its iron grains were more closely and uniformly packed together. This layer could then be machined and hand scraped to give a hard, wear-resistant finish. At the tailstock end of the bed the normally full-height and massive cross ribbing was cut away to allow the tailstock to overhang the end (and so steal a little more capacity between centres) or allow a bed-mounted capstan turret be slid on and off easily and quickly. Down the centre of the bed on larger, very heavy-duty models a longitudinal rib was cast; cut with a deep rack the rib provided support for a tailstock-mounted sprag to engage - and so provided a positive end stop when using the machine to the very limits of its strength.
Continued below:
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
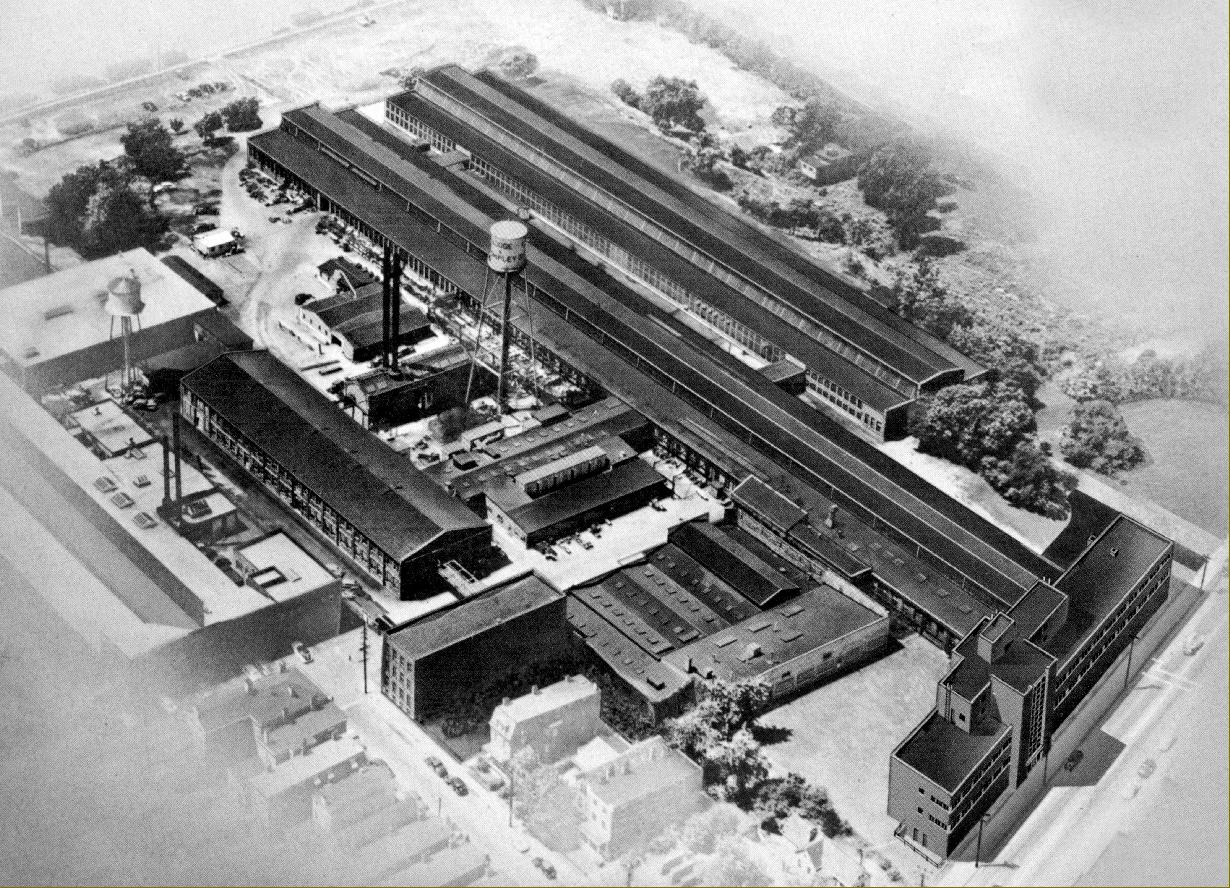
An artist's impression of the Lodge & Shipley Cincinnati factory as it appeared in the early 1920s
|
|
|
|
|
|
|
|
|
Continued:
A steady improvement in the quality of cutting tools during the early decades of the 20th century saw a significant increase in the ability to remove material in one pass and lathe manufactures responded by building increasingly rigid and massive machines that were able to take full advantage of the new tools. Lodge & Shipley's machines were a good example of this process with their post WW1 lathes being not only much more heavily built than the pre-war flat-belt drive type but with the option of powerful, all-geared headstocks and integral motor-drive systems - such self-contained models needed no access to overhead line-shaft drives and allowed a Work's Manager the opportunity to shift the machines around the factory floor in order to maximise productivity and profits on long-run jobs.
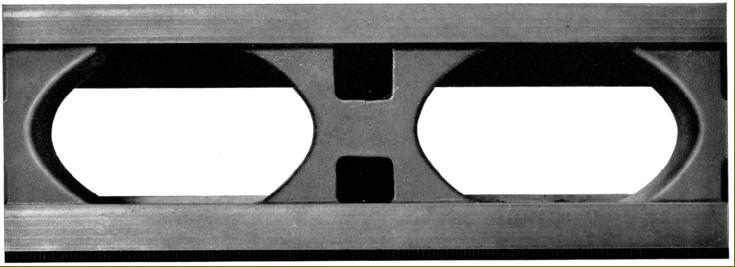
As part of the drive for increased work-rate and better surface finishes the bed of Lodge & Shipley lathes was modified in the early 1920s to include two extra ways that the makers described as "supplementary bearings". The first 'way' was created on the horizontal surface (also used by the tailstock) between the inside edge of the front V and the gap between the front and rear Vs; the second 'way' was directly in line with tool thrust and formed on the inner vertical surface between the front and back Vees (as illustrated below). This arrangement meant that the carriage was precisely guided on very long V ways (a process that also tended to even out wear) yet with a substantial proportion of the tool thrust absorbed against a vertical rather than inclined surface. This improved bed-to-saddle arrangement was to become a feature of all Lodge & Shipley lathes until the 1960s and, far from being left alone, was steadily developed until the height of the inner flat eventually rose to equal that of the top of the front V. The arrangement called, of course, for very precise machining to ensure that the bed-to-saddle fit was absolutely precise for, unlike other makers, Lodge & Shipley could not simply drop the saddle onto the Vees of the bed and fit keeper plates at front and back - to work properly all saddle-to-bed surfaces had to be correct relative to each other - which is probably why no other manufacturer (known to the writer) copied the idea.
Continued below:
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Lodge & Shipley bed and saddle arrangement showing the "supplementary bearings" - extra horizontal and vertical ways formed just inboard of the front bed V-way and also used to guide the tailstock.
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Bracing of the front and back bed walls was in the form of "elliptical girths"
|
|
|
|
|
|
|
|
|
Continued:
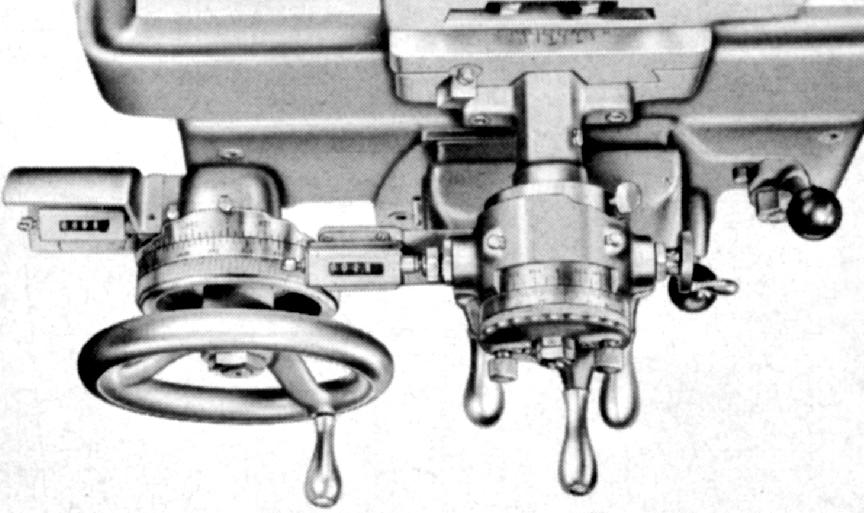
The saddle was extremely long and, because the wings could slide (fully supported on their ways) past the headstock and bring the cutting tool right up to the spindle nose, it was possible to position the cross slide exactly on the saddle's centre line instead of being biased towards the front as on many competing lathes. Although very early Lodge & Shipley aprons were lighter, one-sided constructions, later types had a bolt-on back plate and were, in effect, double-walled; all the shafts were ground finished and supported at both ends and the whole assembly made even more rigid by being tongued into a groove machined underneath the front edge of the saddle. The rear of the apron had an oil reservoir, cast into the rear upper section, that was filled from a plug in the saddle wing immediately above it. In order to prevent dirt getting into the system the bronze outlet pipe was raised above the bottom of the sump by 3/16" and oil fed into it by a wick; from there it was taken by capillary action to the rear bearings. Unfortunately, the bearings at the front had to be lubricated individually by hand. The apron carried a pair of conventional bronze leadscrew clasp nuts (chased from the solid and then split) with the power sliding and surfacing feeds arranged through metal-to-metal friction clutches built into a pair of cast-iron gears. The selection of power feeds was by a three-position quadrant lever - and engagement by individual screw-in handwheels on the face of the apron. Instead of a separate powershaft for sliding and surfacing feeds money was saved by slotting the leadscrew along its length and, by the action of a sliding key, made to drive a pair of apron-mounted bevel gears. One gear provided a carriage motion towards the headstock the other, engaged by a rather small knurled handwheel on the apron front, caused it to reverse.
Continued below:
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Apron Components of a very early Lodge & Shipley Lathe. Note the relatively light, single-sided main casting
|
|
|
|
|
|
|
|
|
Continued:
On the geared-head models the right-hand face of the apron was fitted with a lever that, through a long rod parallel and below the leadscrew, controlled the start, stop and (if fitted at extra cost) reverse of the headstock spindle; for ease of operation when the operator was working at the headstock the control rod was usually fitted with a lever at that end as well. Apart from the special "clutch gears" all apron gears were made from steel with bronze bushing where necessary. The ground-finished leadscrew was held in tension with the thrust taken by bronze washers at each end; a thread dial indicator (indispensable for screwcutting) was fitted as standard.
Whilst many manufactures of the immediate post WW1 period were slow to introduce screwcutting gearboxes Lodge & Shipley were soon offering a complete range of not only inch-threading boxes but metric ones as well. In order to make the structure more rigid, the Norton-type box had the leadscrew arranged to pass beneath it and pick up its drive from the left rather than normal right-hand end. However, even so, the early boxes were comparatively light affairs with a limited threading range and used just one sliding tumbler (with spring-loaded pin location) together with one or more sliding gears on the output set. The makers claimed that, because the gears were exceptionally strong, chances of breakage were eliminated and changes could: "safely be made with the lathe under a heavy cut." Lubrication was at the whim of the operator, who was required to apply an oil can to fill small reservoirs that fed oil though a series of drains and pipes to the required places.
Continued below:
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
A geared-head Lodge & Shipley lathe from the early 1920s
|
|
|
|
|
|
|
|
|
Continued:
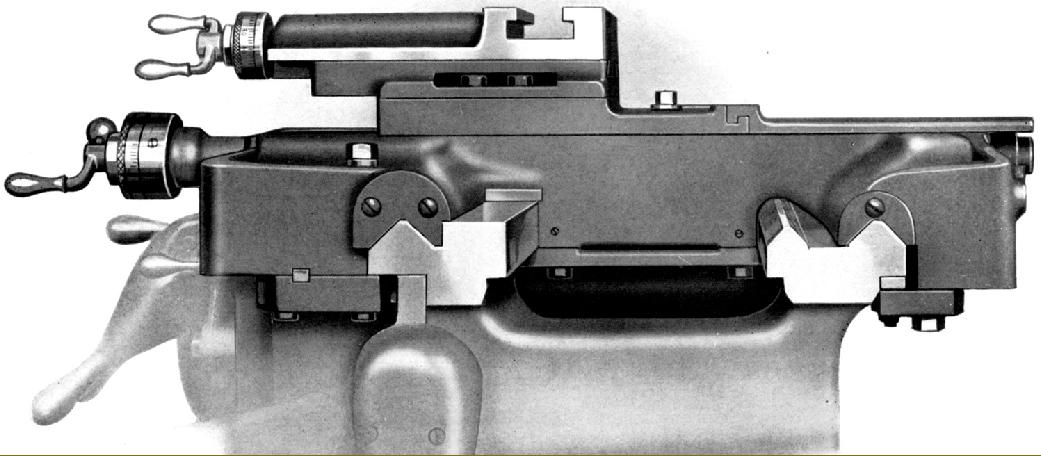
Heavily built, the compound slide rest was equipped with proper tapered gib strips tongued and grooved into the slides for extra security; adjustment was by a single screw that moved the gib strip endwise. Unfortunately, the cross slide was not a full-length type but very much shorter than the ways it ran on - a situation that would have caused greater wear to occur on the more heavily used section nearer the front. The top slide was able to be rotated 90 degrees in either direction and had a distinctive, square 4-bolt base (yet another Lodge & Shipley trade-mark design feature) that minimised tool overhang even when the slide was moved fully forwards. The micrometer dials were, of course, far too small - but then, so were those of all competing models from other manufacturers. One notable feature was an adjustable depth stop on the cross-slide feed - this aid to screwcutting and the turning of duplicate diameters was an ingenious device and all the more remarkable for being neatly contained within the outer portion of the cross-feed screw support housing. It enabled the cutting tool to be withdrawn from the workpiece (by up to three revolutions of the screw), yet be run in again without any need to change the micrometer-dial setting. The dial was engraved into the end of a sleeve, machined with a coarse thread, in which ran a ball bearing that was also located in a long slot cut in a second, surrounding sleeve. To operate the device (when disengaged it made no difference to the normal operation of the slide), the tool was set at its furthest point forward and a small screw turned that increased the friction between the parts and almost locked the micrometer-dial. With normal hand pressure on the feed-screw handle the screw would stop turning when the pre-set point was reached; however, by applying extra force, the setting could be over-ridden and a new stop point set.
Continued below:
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
12-speed "Selective" headstock with a "double nose spindle" as produced until the mid 1930s
|
|
|
|
|
|
|
|
|
Continued:
The second design of geared-headstock was to prove a sound one for, together with its the spindle-speed control system of three external levers with spring-loaded release triggers, it was used continuously by the company (with steady improvements in rigidity and speed ranges) for over 50 years. The "selective" headstock had 12 speeds, arranged in geometrical progression, and the more complex and stronger "triple-geared" version 18 speeds. Bolted to the back of the headstock was a casting that contained a combined clutch and brake mechanism (and, if fitted at extra cost, a set of reversing planetary gearing) with, on its outside, a wide ball-bearing-supported flat-belt pulley by which means the lathe was driven either from an overhead line-shaft or from an electric motor bolted to the top of the headstock. A new departure for many makers in the late 1920s was the use of a "third-rod" control system where the spindle clutch and brake were activated by two levers; one pivoting from the right-hand face of the apron the other from a position just in front of the headstock. They were connected to a single rod running along the front of the lathe bed parallel to the leadscrew and by this means the operator enjoyed full control over the spindle from both normal working positions.
Hardened chrome nickel steel was used for the headstock transmission gears and their ball-bearing supported shafts with the drive was taken not through the (then common) method of sliding the gears along a keyed shaft but by arranging the feed to travel through sets of gears that could be joined together through the use of dog clutches built into one or both sides of their faces. The makers claimed that this eliminated the possibility of, "shearing keys or twisting of the shaft. Thus no key can be twisted to bind gears or clutch, nor can keys become loose and fall into gears." The base of the headstock was formed as an oil sump and the lubricant flung about by the gears dipping into it; to prevent gear shavings and dirt getting into the spindle bearings (they shared the same oil) these were protected by felt pads acting as simple strainers. The oil level could be checked though a protected glass inspection gauge. One disadvantage of all geared-headstock lathes is the possibility that any resonance set up by the gears (especially if inaccurately cut, poorly supported or worn) can "mark" the surface finish of finely-turned work (this was one of the reasons that caused so many fine-quality toolroom and precision lathes to continue with simple flat belt drives long after they had been abandoned for manufacturing lathes). Lodge & Shipley were well aware of the problem and in their advertising claimed to have eliminated the appearance of these "gear marks".
All headstocks used massive bronze bearings with 4-bolt caps with the spindles manufactured from forgings of what was often advertised at the time as "crucible" steel - a contemporary advertising description that was meant to evoke the idea of very high-quality metal smelted in small, carefully-controlled batches by expert craftsmen.
Lodge & Shipley were well aware that no matter how rigid and well supported the headstock spindle was if the thread on its end was pathetically small (as it had been on many lathes of earlier years) jobs would flex under heavy cuts and so both slow down production and reduce accuracy. To prevent this they devised a system that attempted, in advance of the first successful industry-standard, "American long-nose taper" of the 1930s, to minimise overhang from the spindle nose and give additional support to the insides of chucks and faceplates. As a consequence they formed their spindles ends with both a large-diameter cup and a long, finely-machined pilot guide that passed into the screwed-on fittings and engaged with a precisely reamed matching recess inside them. The mounting thread was machined on the inside of the cup - the rim of which acted as a large diameter stabilising flange against which the fitting was dawn. Of course, the pilot guide worked only with fittings that were machined to accept it and, if other types were used, the advantage was lost. A similar idea was revived for the English Cromwell precision lathe of the 1940s and 1950s (but without the cup thread) and that too suffered the same unfortunate side effect - the spigot on the end of spindle substantially reducing the size of the through-bore that could be provided.
Lodge & Shipley grouped their spindles fittings in sets to allow the greatest interchangeably between machines for customers who had lathes of different sizes; lathes from 14" to 20" used identical fittings and similarly those from 22" to 30" used a common standard (including the special large-capacity but lighter-duty 36" model. All the very large "triple-geared" lathes (36", 42" and 48") used a different system where the two sizes of spindle nose had fittings that, for extra security under the very heavy loads likely to be encountered, were keyed in place.
A carbon-steel barrel was a common fitment on all Lodge and Shipley tailstocks and locked by a particularly stout "split-plug" clamp. Depending upon the size of lathe, the tailstock was clamped to the bed by either a single bolt, tightened by a handle or, on lathes over 16" in capacity, by 4 bolts onto two plates. Machines over 22" were given a built-in pawl that engaged against a set of teeth cast into a rack that ran the length of the bed between the ways. On these models, because it was so heavy, the tailstock could also be propelled up and down by a rack handle that drove through a pinion engaging against the bed rack..
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
Lodge & Shipley works in 1951
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
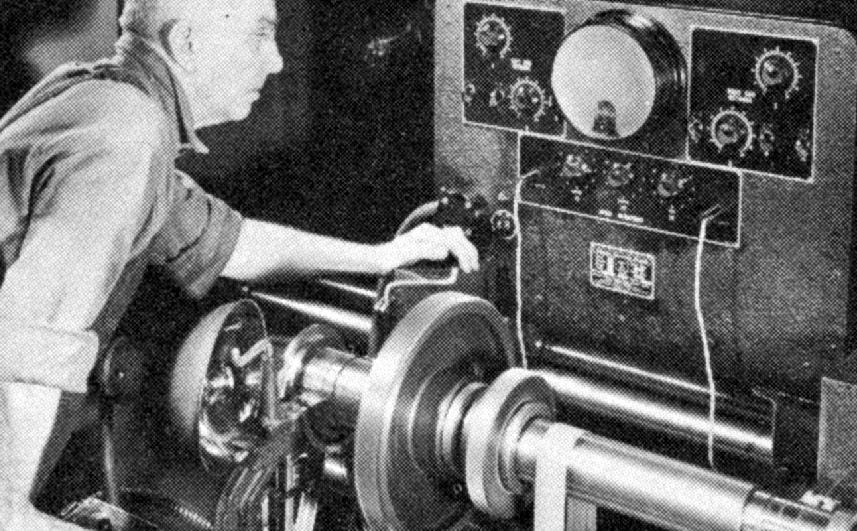
Dynamically balancing a headstock spindle
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
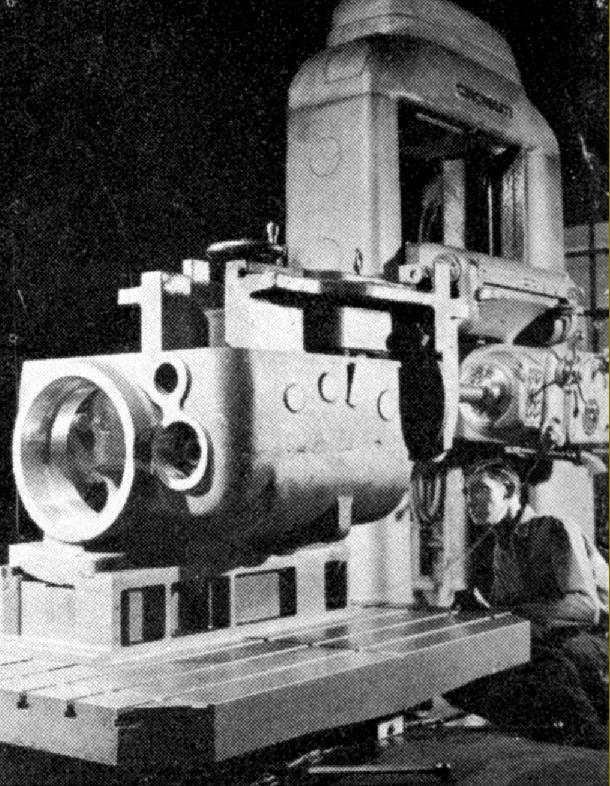
Cincinnati horizontal borer machining a headstock casting
|
|
|
|
|
|
|
|
 |
|
|
|
|
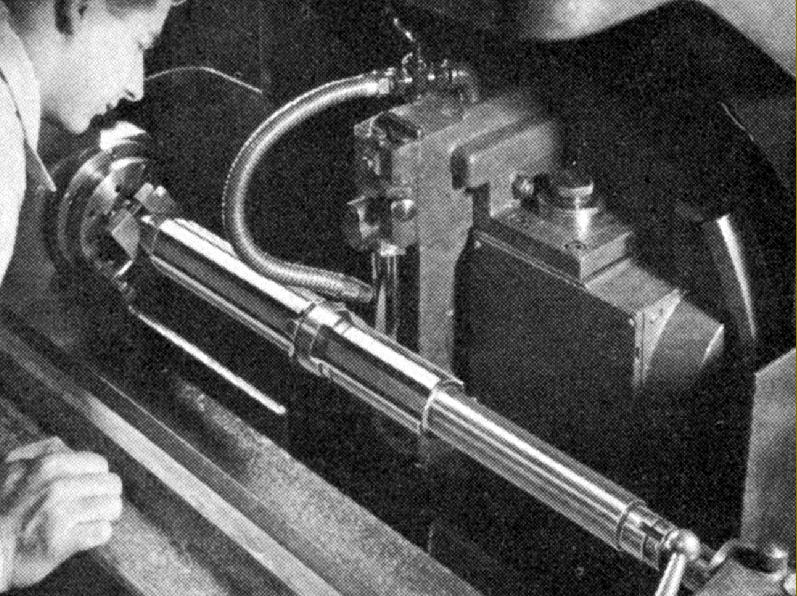
Thread grinding on a headstock layshaft
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
One of several method Lodge & Shipley developed for dead-length turning on longitudinal and sliding feeds
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|