|
Home Machine Tool Archive Machine-tools Sale & Wanted - a photograph Essay - 1930s Kärger Type DL2 1920s Screwcutting DL Lathes Karger Sliding-spindle Chase Screwcutting Post WW2 Karger Lathes Precision Bench Karger Restored Kärgers |
||
|
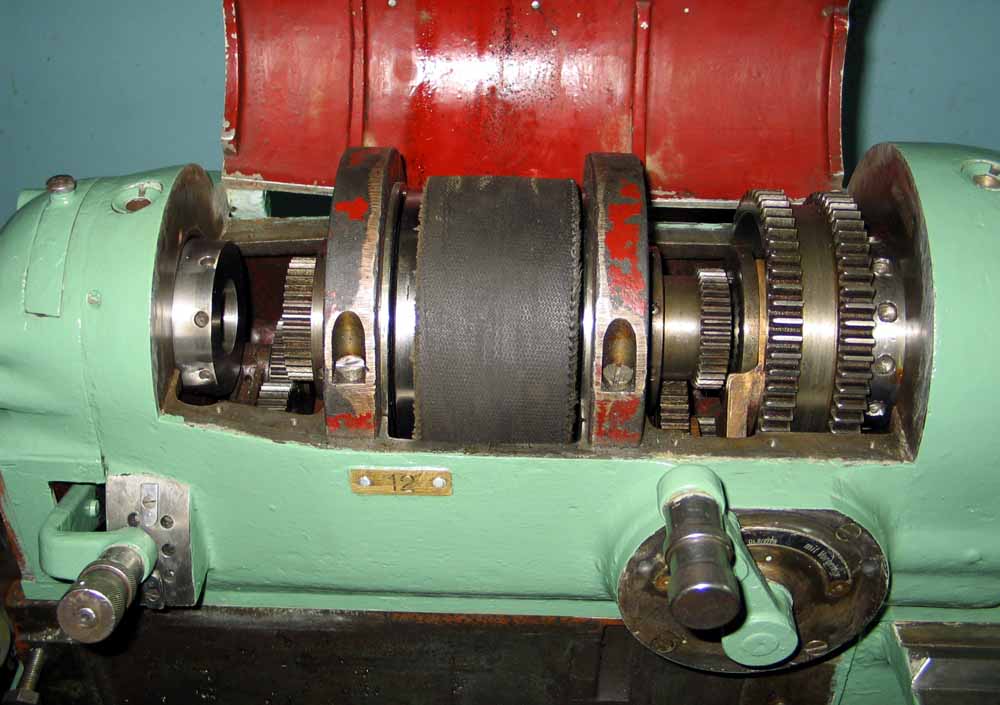
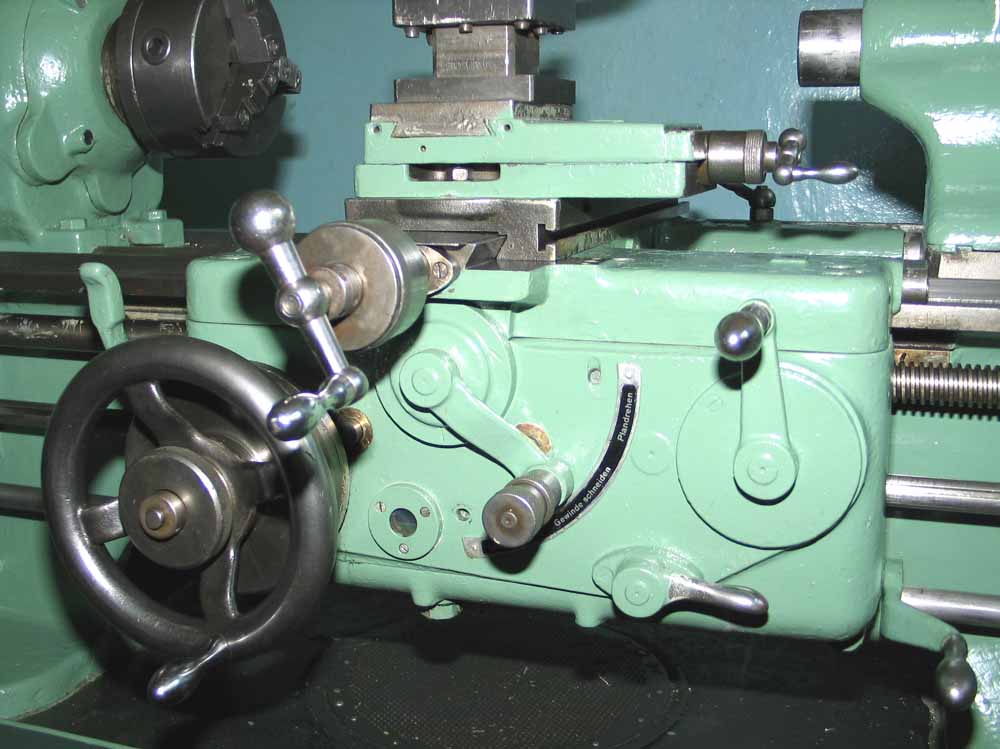
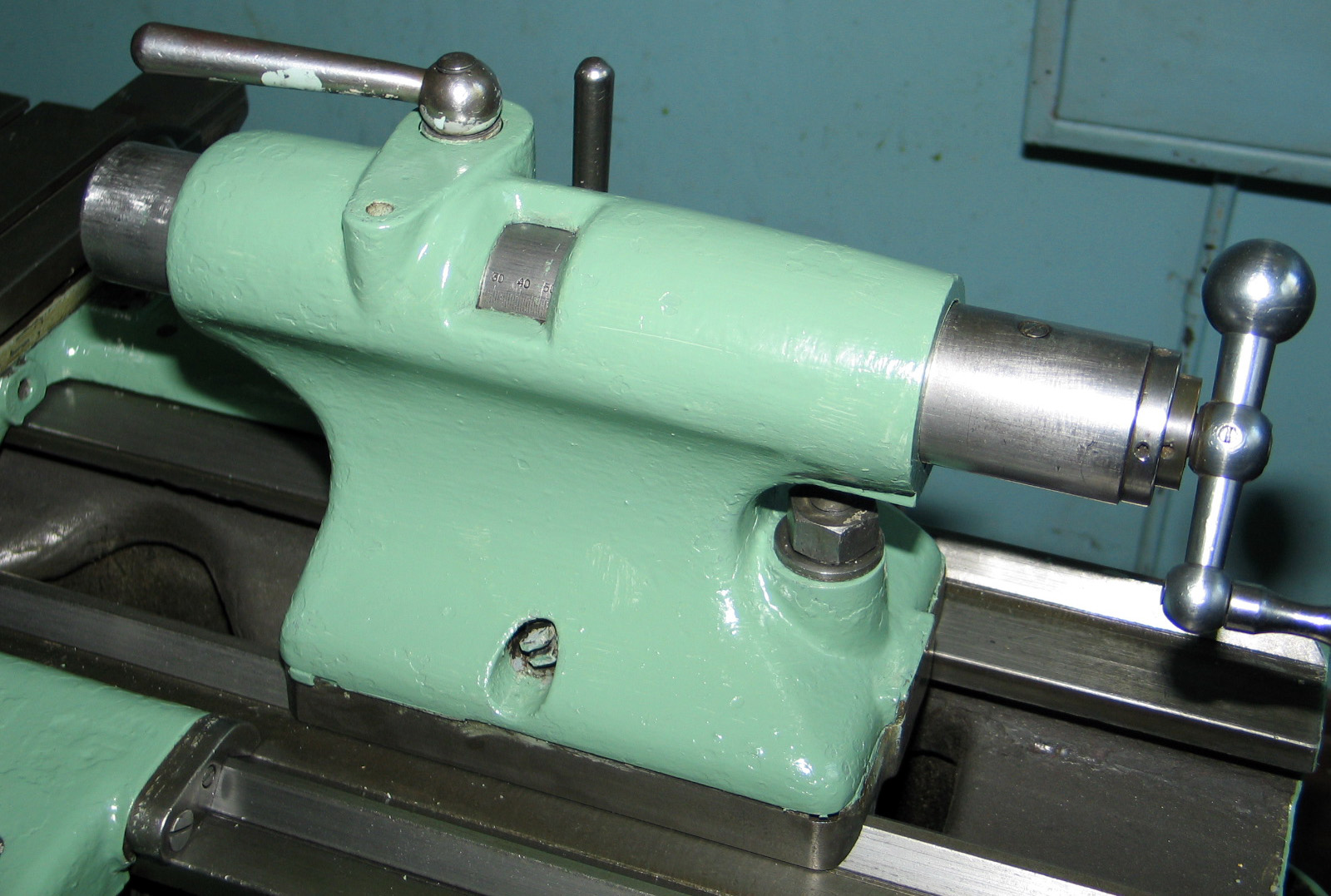
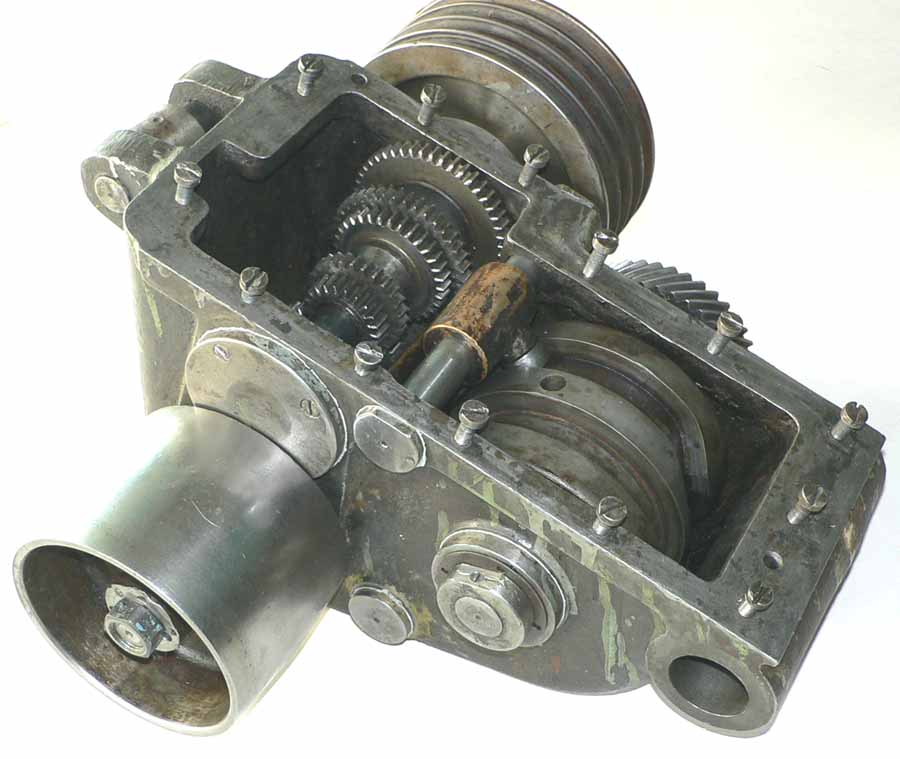
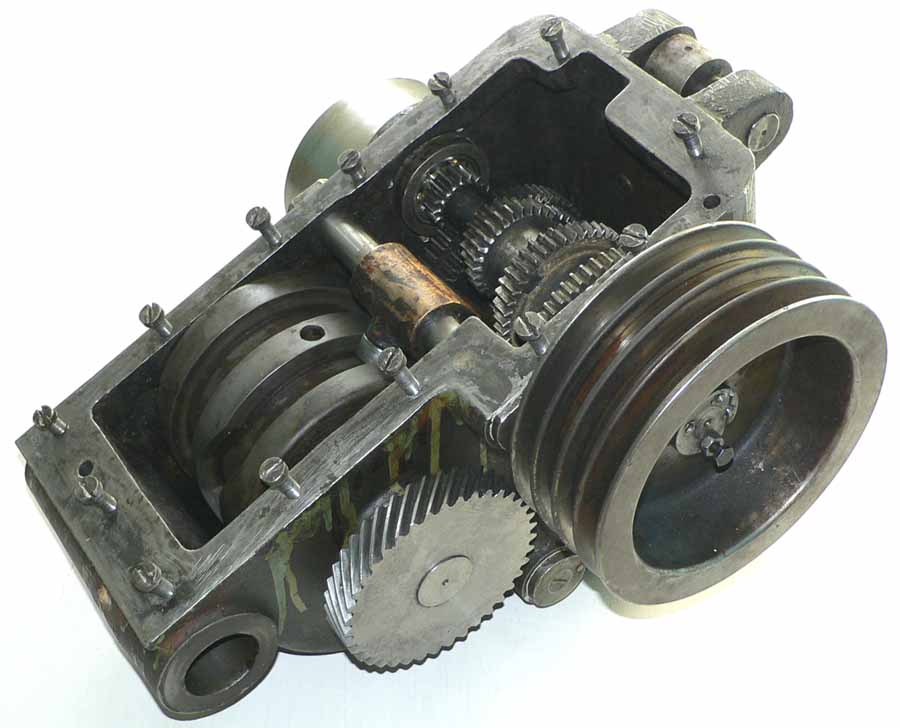
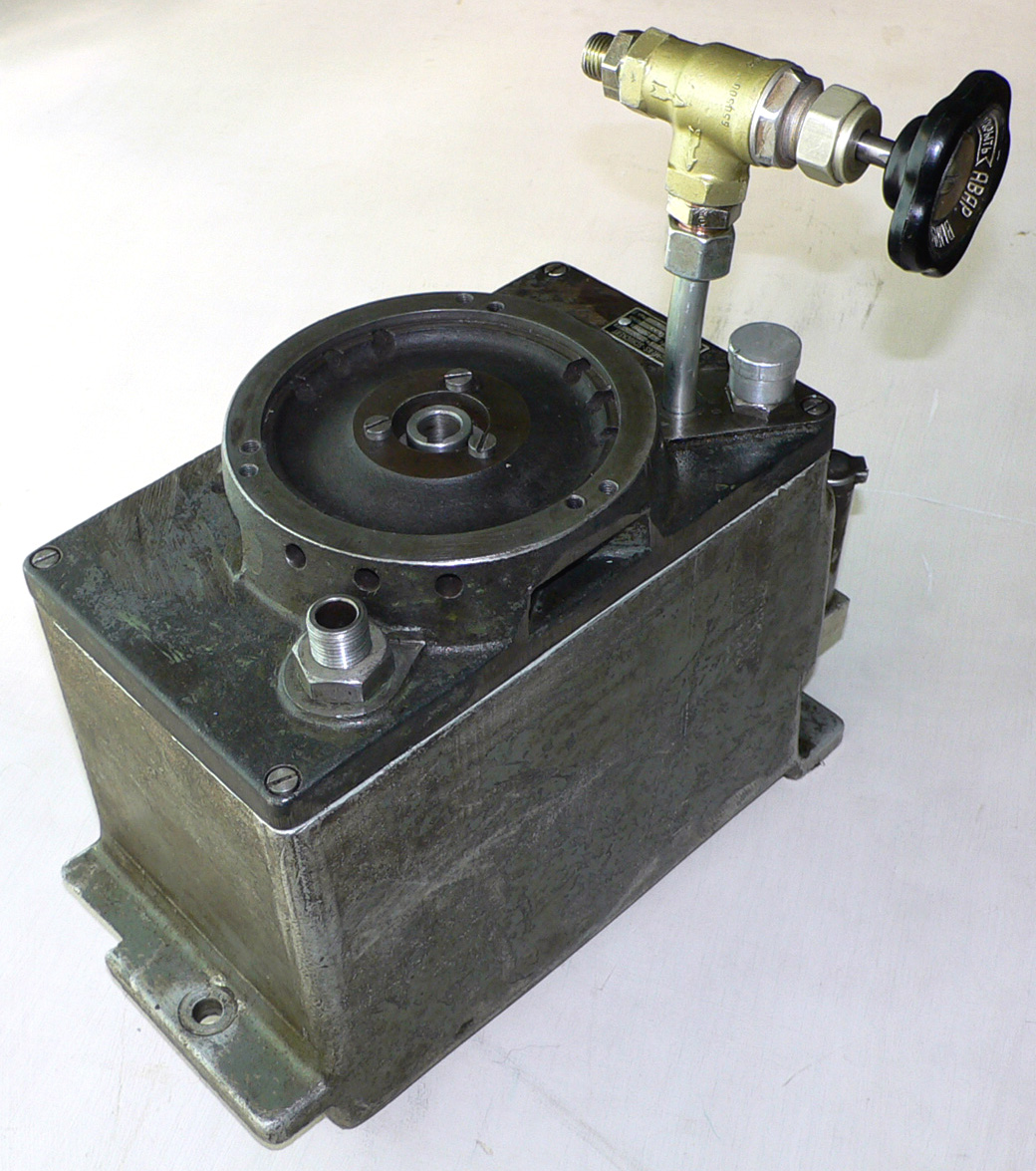
Displaying all the hallmark features of its maker, the 155 mm centre height by 1000 mm between centres DL-2 shown below was built in 1938 and seized by the Russians at the end of WW2. It eventually found its way to Latvia, where Sergey Kuznetsov and his friends restored it during 2006. The pictures bear close study - with several interesting mechanical features visible as well as evidence of careful design and very high-quality manufacture. The finely-engineered controls that link the base-mounted spindle-speeds gearbox to its external circular selector handle are especially interesting. |


|
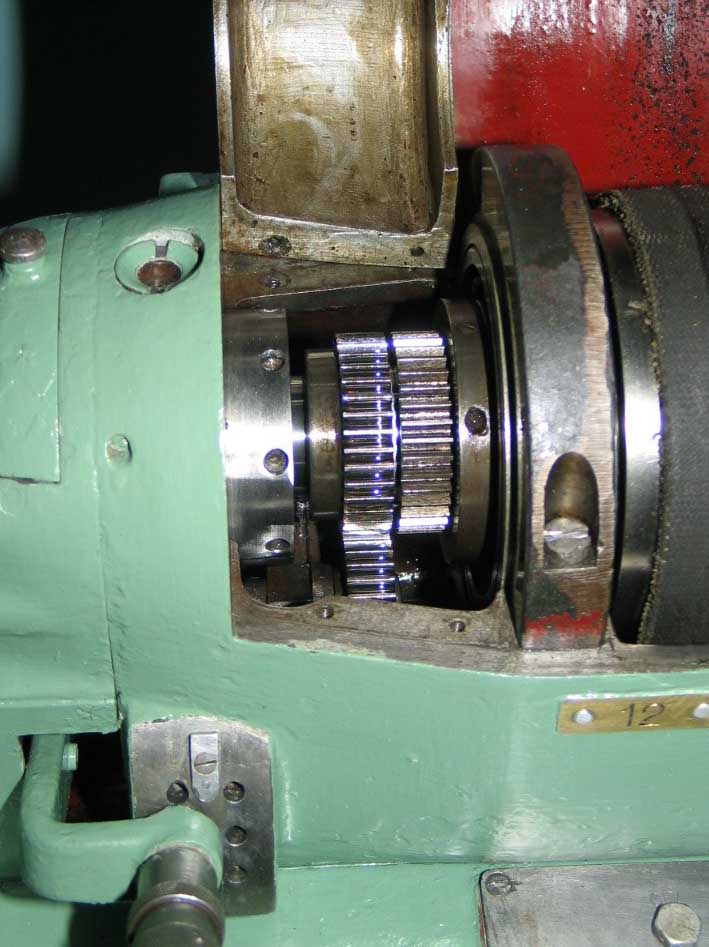
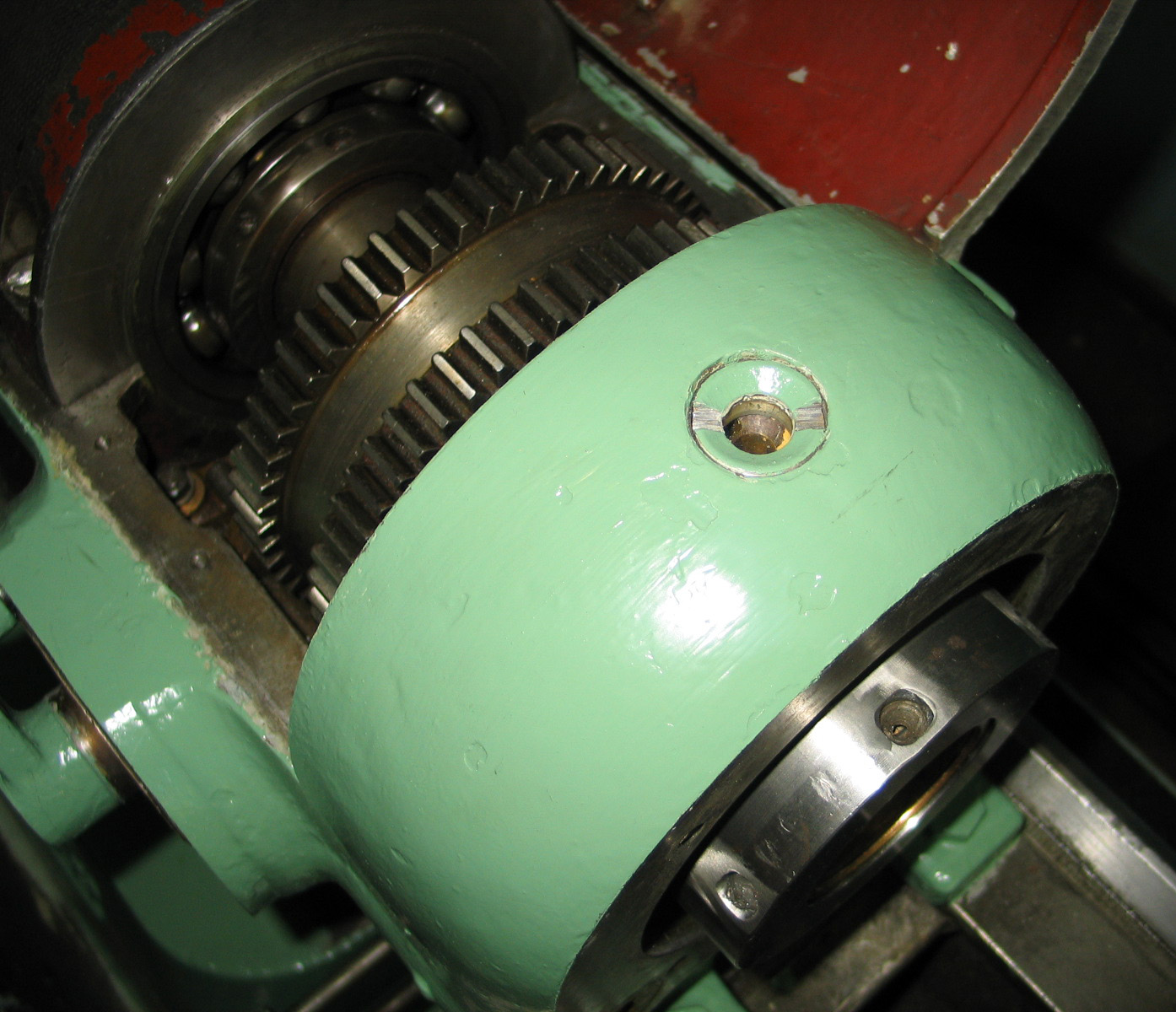
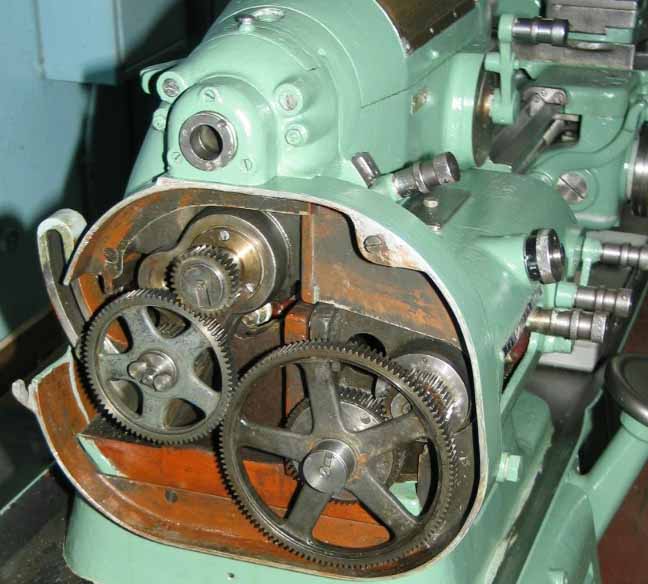
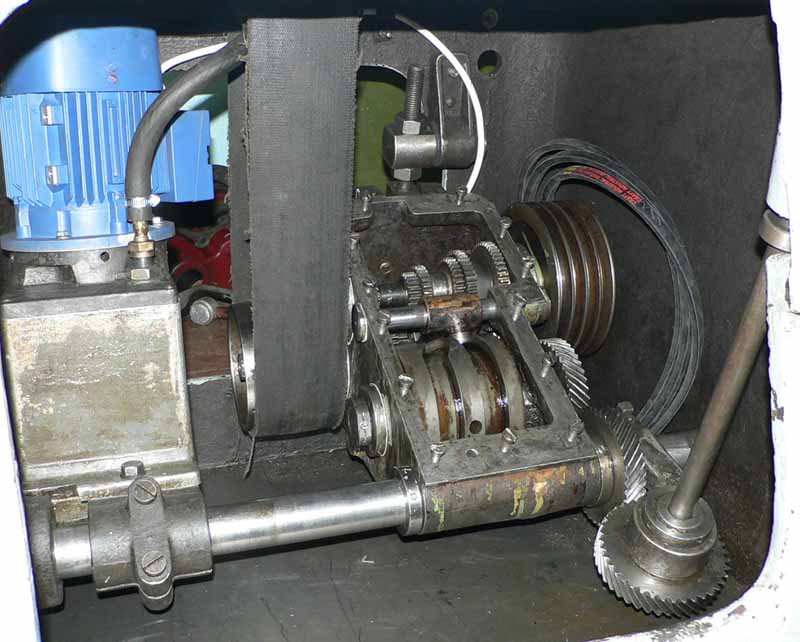
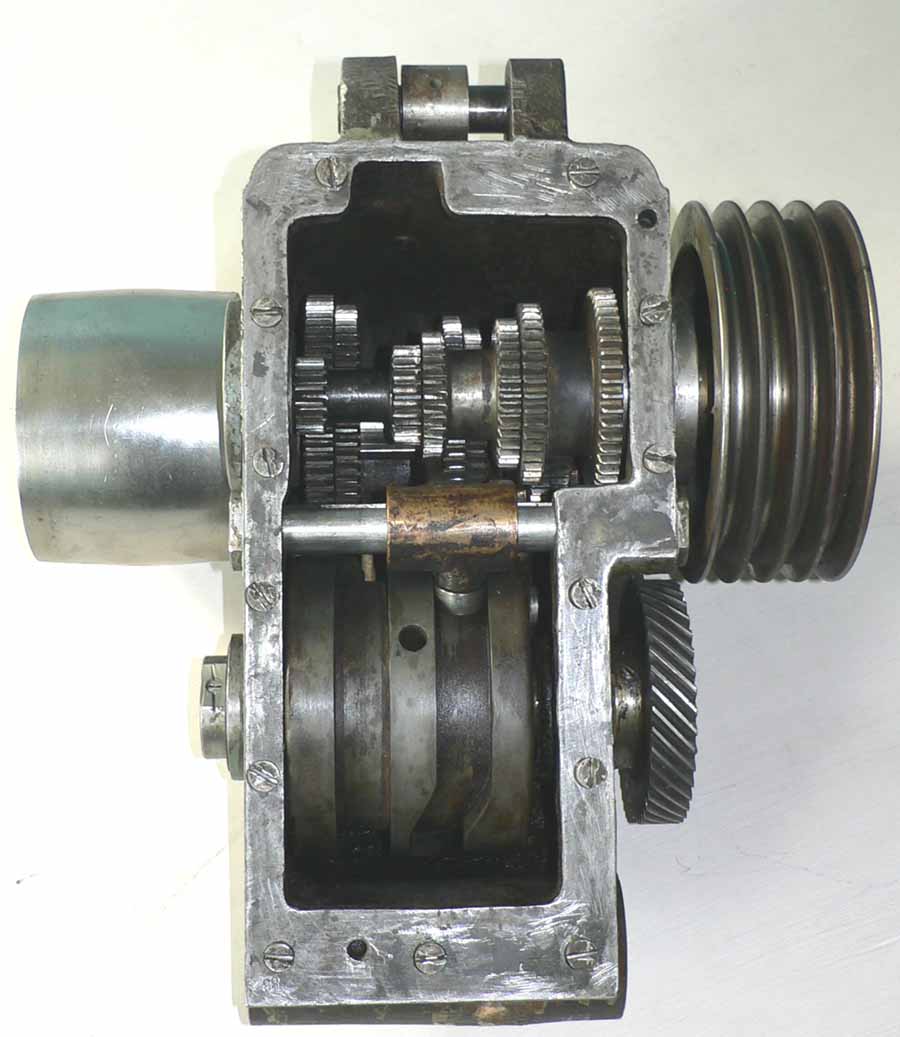
The unusual and clever system of transmitting power to the screwcutting and feeds gearbox was achieved by fitting a gear to the left-hand end of the independently supported headstock pulley (the gear to the right in this photograph). In this illustration the tumble-reverse mechanism is engaged with the gear to the left, so transmitting power down to the gearbox (in the usual way) with the spindle turning. With the pulley disengaged from the spindle, but still turning, the tumble assembly was moved across to the right to pick up the gear attached to the pulley. |




|
|
||


|
late 1930s. After WW2 no more lathes of this class were built by the company |
||


|
1930s Kärger Type DL2 1920s Screwcutting DL Lathes Karger Sliding-spindle Chase Screwcutting Post WW2 Karger Lathes Precision Bench Karger Restored Kärgers - a photograph Essay - Home Machine Tool Archive Machine-tools Sale & Wanted |
||