|
Germany has been and remains home to, a huge number of machine-tool makers, some world-famous, others better known locally. Into the latter category falls one Alfred Eriksen who, in 1916 - in the middle of World War One - founded his machine-tool company in Hamburg. By 1926 he was established in Luhdorfer Road in Winsen, a town located within the city state Hamburg (but outside the city of Hamburg itself) - these premises being occupied, it is believed, until 1977. However, being Jewish-owned, in 1934 Hitler nationalized the factory, and the builder's plate, with a "Star of David" at each end of the word "Hamburg", would probably have been quickly dropped.
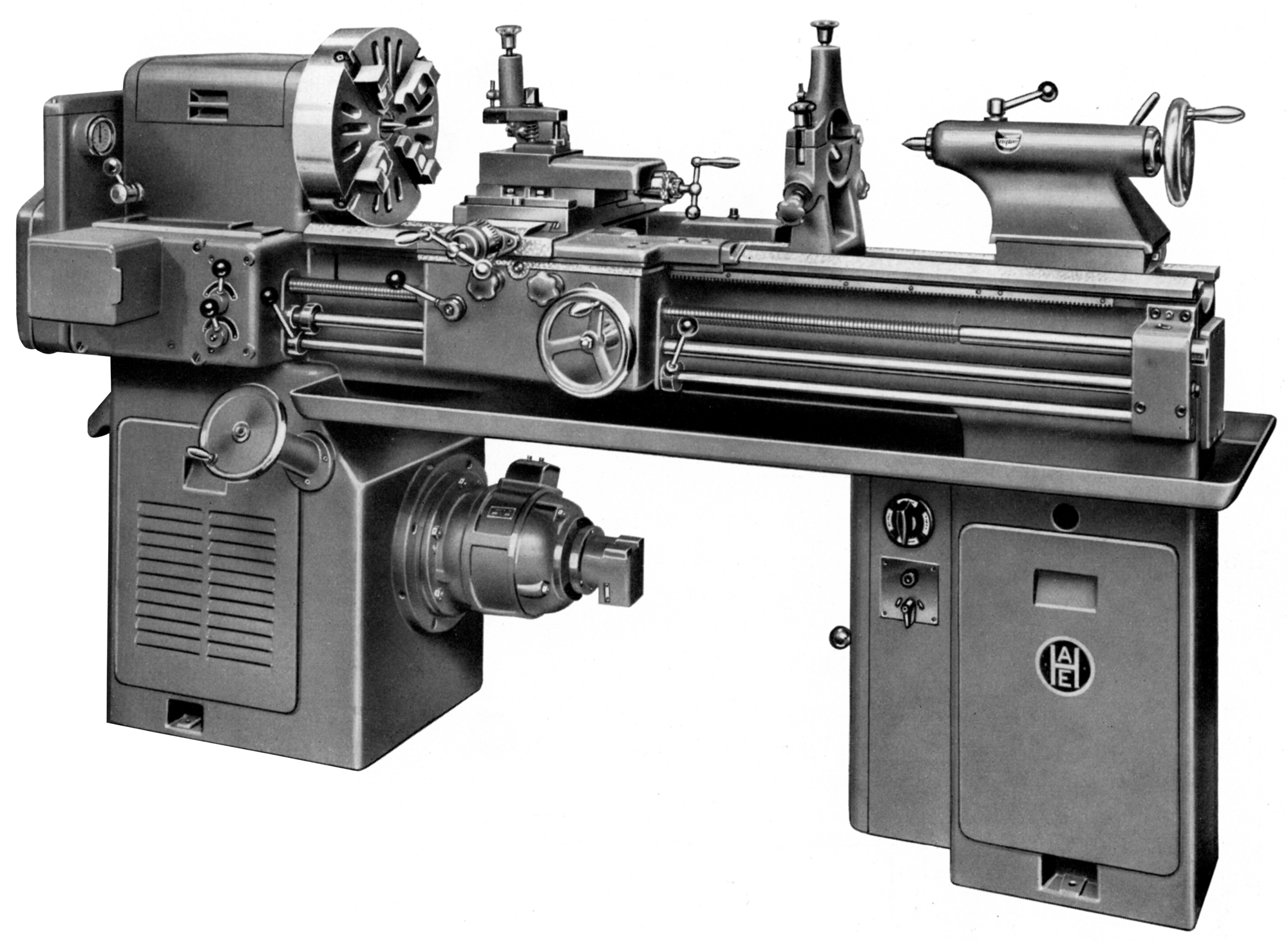
Eriksen made both lathes and shapers, the first of the former believed to have been manufactured in the early 1920s with, in the 1930s, some exported to various machine-tool dealers with Matra branding. By the 1950s, their United Kingdon Catalogue (the agents were Stanton Machine Tools of West Molesey, in Surrey) listed a small range of conventional but high-quality machines (including the rather old-fashioned 7 and 8-inch centre height "Palermo" and "Kreta" types) and much more modern types - all with the sub-brand name "Emato" - that ranged in centre height from 7 to 14 inches. Heavily built and of substantial proportions, the Series EF and EFE were intended for serious industrial use while two pairs of smaller lathes were offered for repair workshops, experimental departments and training establishments - these being heavier 180-NE, 200-NE and, the subject of this article, the lighter 180-DN and 200-DN.
Of identical specification, the 180-DN and 200-DN differed only in their centre height, this being, respectively, a fraction over 7 and 8 eight inches - with both having the choice of either 40 or 60 inches between centres. A detachable gap section was provided as standard in the bed that allowed a faceplate-mounted job to be turned some 21.25 inches in diameter on the 180-DN and 22.75 inches on the 200-DN - both limited to a thickness of just under 9 inches.
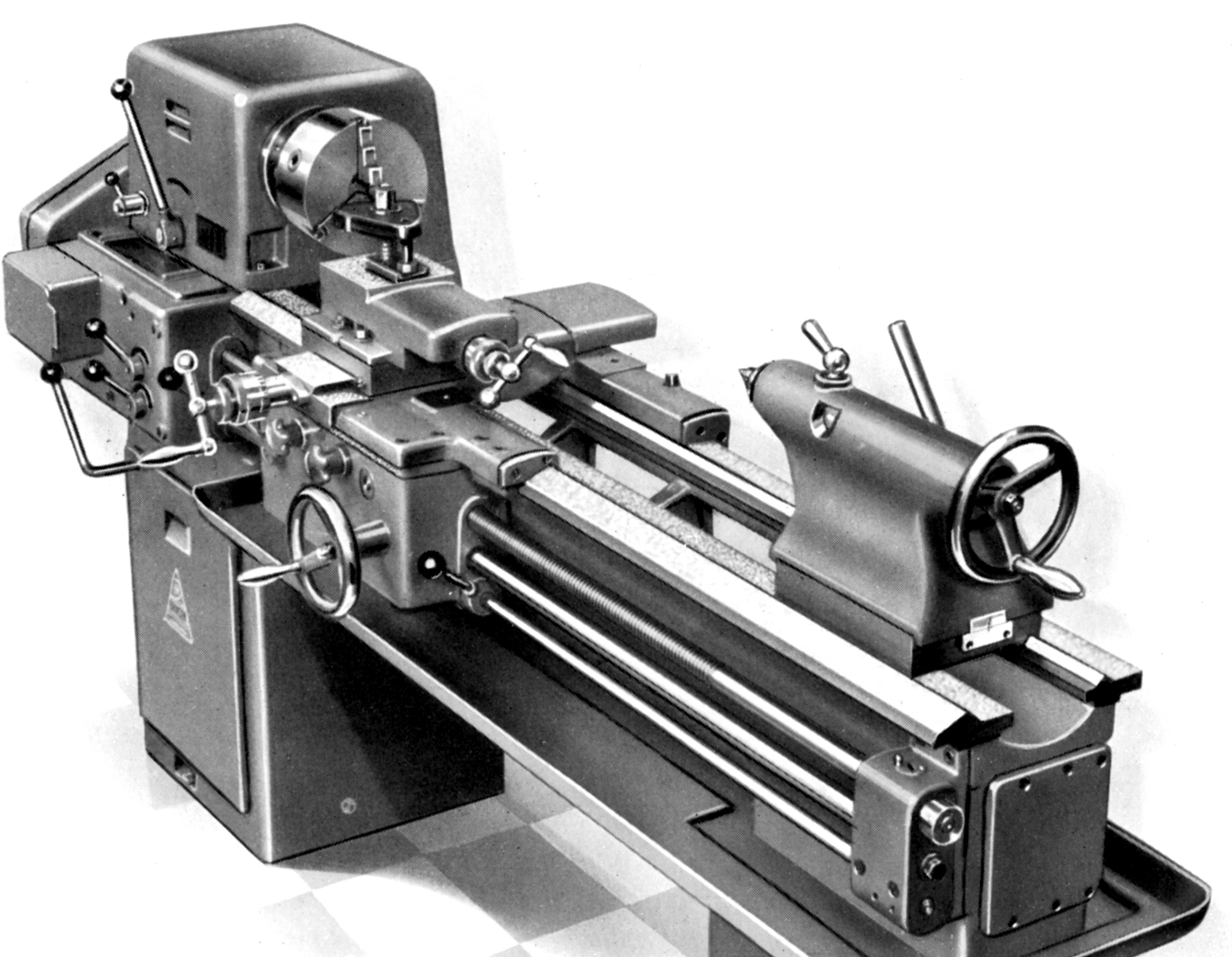
Made from an alloyed cast iron, the 105/8" wide, box-section bed had its front and back walls braced by both diagonal and cross ribs. V and flat ways were used, the front V having its outer surface made wider and set at a shallow angle to better absorb wear while the inner section was shorter and steeper to take tool thrust. However, the bedways were not hardened, nor was this process offered as an extra. The tailstock ran on its own flat and V ways the latter also used to locate the headstock.
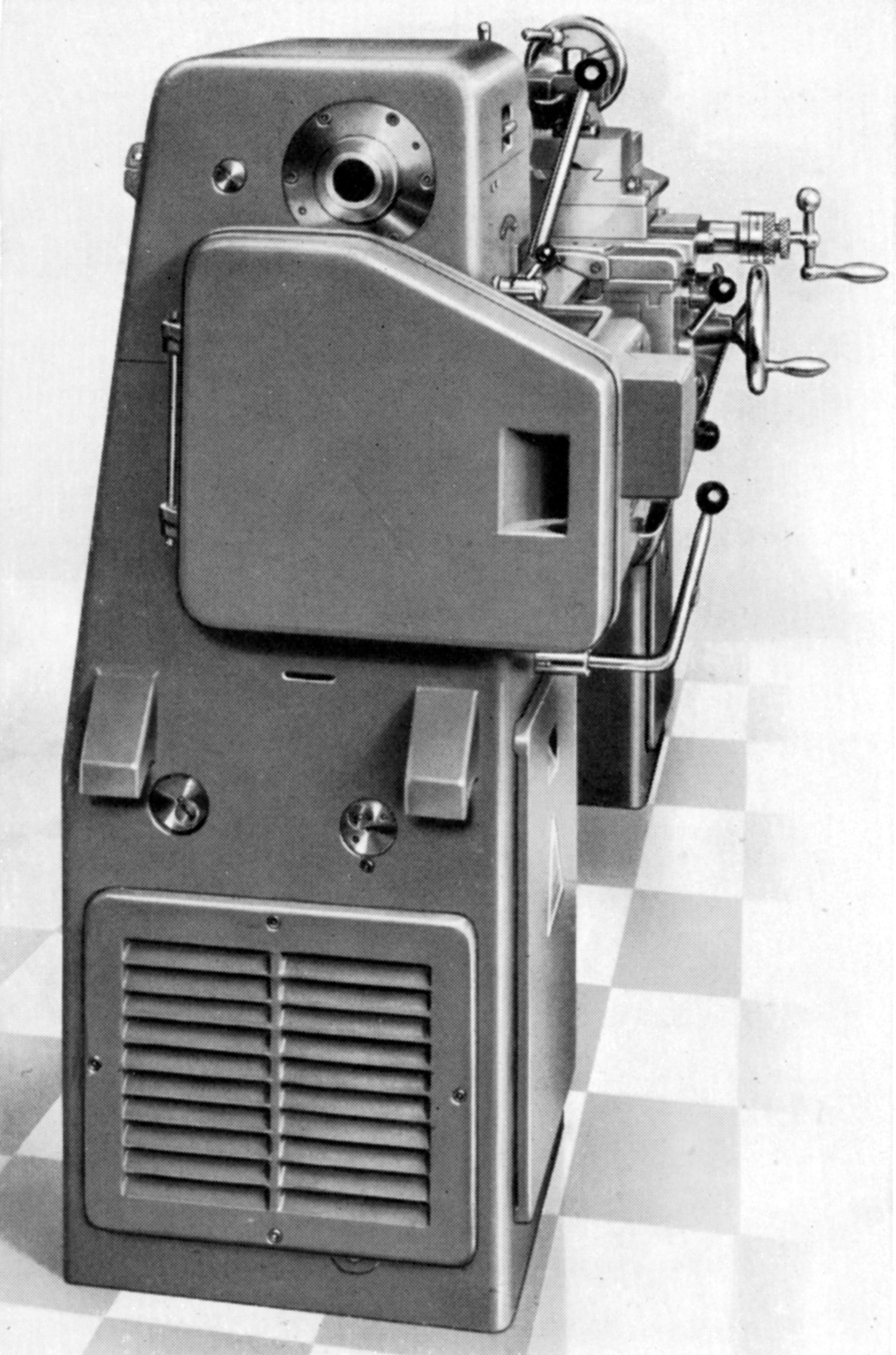
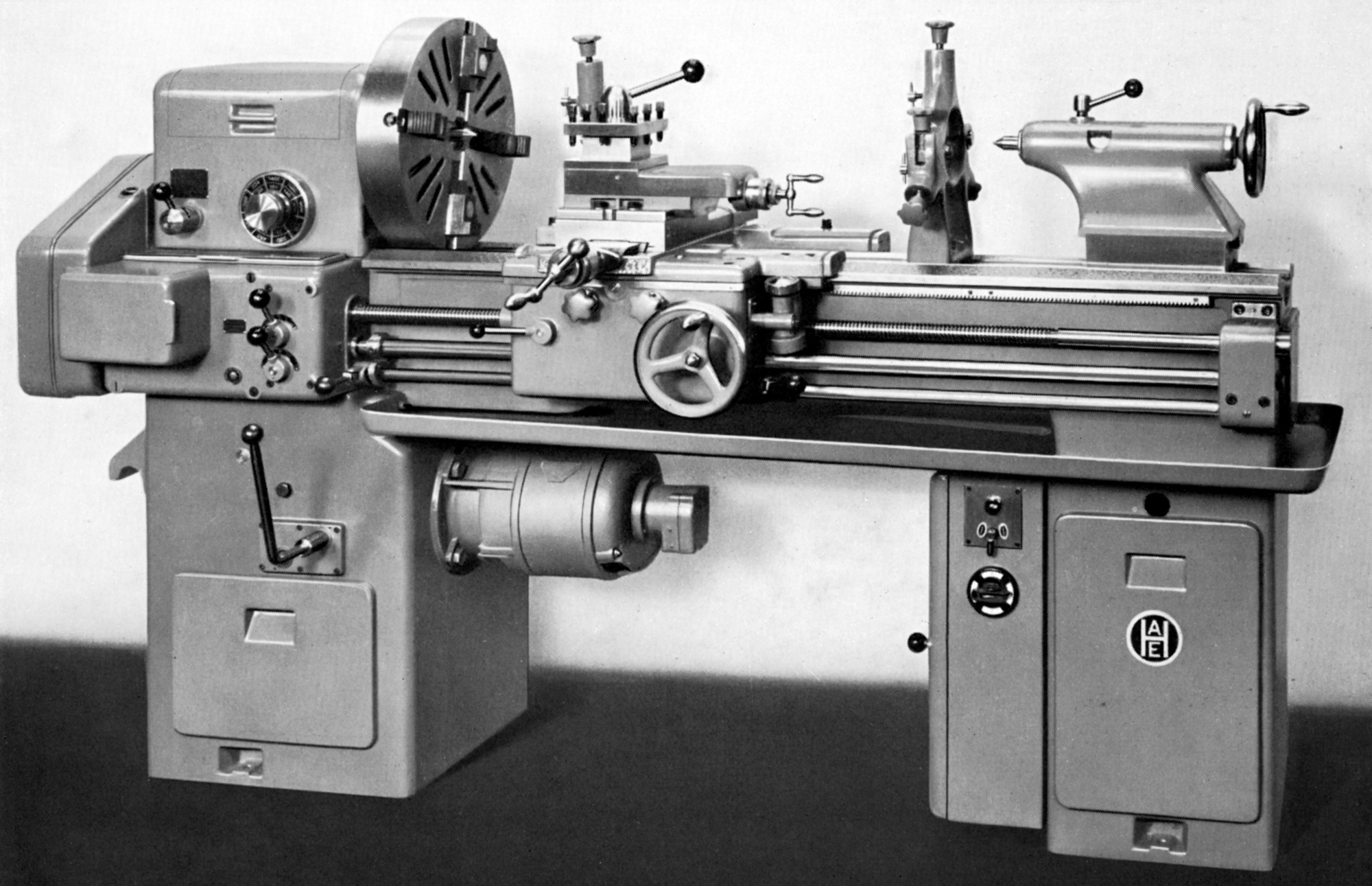
Running in a special, high-precision roller bearing at the front and rear, the 113/16" bore headstock spindle carried a sleeve-down-adapter to take a No. 3 Morse taper centre and (unusually for a lathe made at this time) a threaded nose instead of American long-taper safety or Camlock fitting. The specification of the thread is not known - and may have been to a customer's particular requirement. The headstock could be fitted with one of three different drive system of which the standard - and hence least expensive - consisted of a foot-mounted 2 h.p. motor, held within the headstock-end bed-support plinth that drove on the standard model by flat belt, over a two-step pulley, to a countershaft with a 3-step cone pulley, the drive being transmitted to the headstock by a special flat belt branded " Siegling Extremultus". On some models, perhaps a superior version, the initial drive was by V rather than a flat belt. Speed changes on the final dribe belt were by a lever-operated belt shifter, the movement able to be made while the drive was running. Using the all-belt-drive system, six direct-drive speeds were available and six in single-lever-engaged backgear, the range being either 22 to 1000 r.p.m. or, by using a larger 2-step pulley on the motor, 32 to 1400 r.p.m. Next on the list was a motor flange mounted to the inside face of the headstock-end plinth, its pulley carrying an infinitely-variable "friction drive". Speed control was by a full-circle wheel, carried on a shaft that emerged from the top, right-hand section of the headstock-end plinth; final drive to the spindle was by twin, matched-for-length V-belts. Again, two speed ranges were available, either 15 to 1000 r.p.m. or 22 to 1400 r.p.m. -this model alone in the range to be fitted with an Ammeter. The third offering was a pre-selector arrangement - similar in principle to that offered on some models of Weilier lathes - the selector dial being on the front face of the headstock and the engagement lever below on the face of the headstock-end plinth. The mechanism gave a choice of nine direct-drive speeds and eighteen with backgear, eighteen - with, in addition, the new owner being given a choice of two speed ranges: 20 to 1000 r.p.m. or 28 to 1400 r.p.m. Final drive to the headstock spindle used twin V-belts. On all models, once in operation, electrical start, stop and reverse employed the well-established "third-rod" mechanical system with the control lever pivoting from the right-hand face of the apron and moving with the carriage.
Continued below:
|
|