|
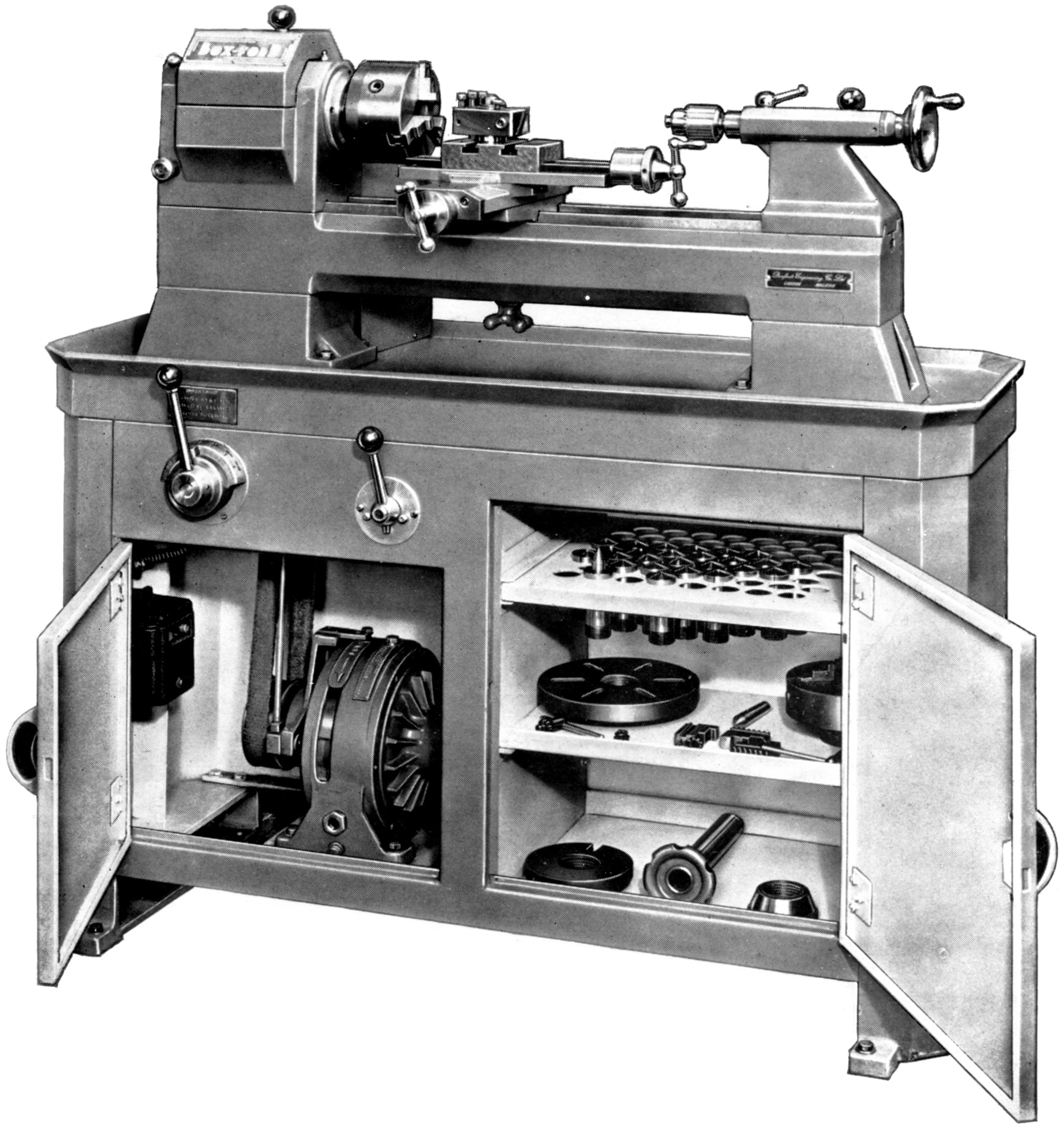
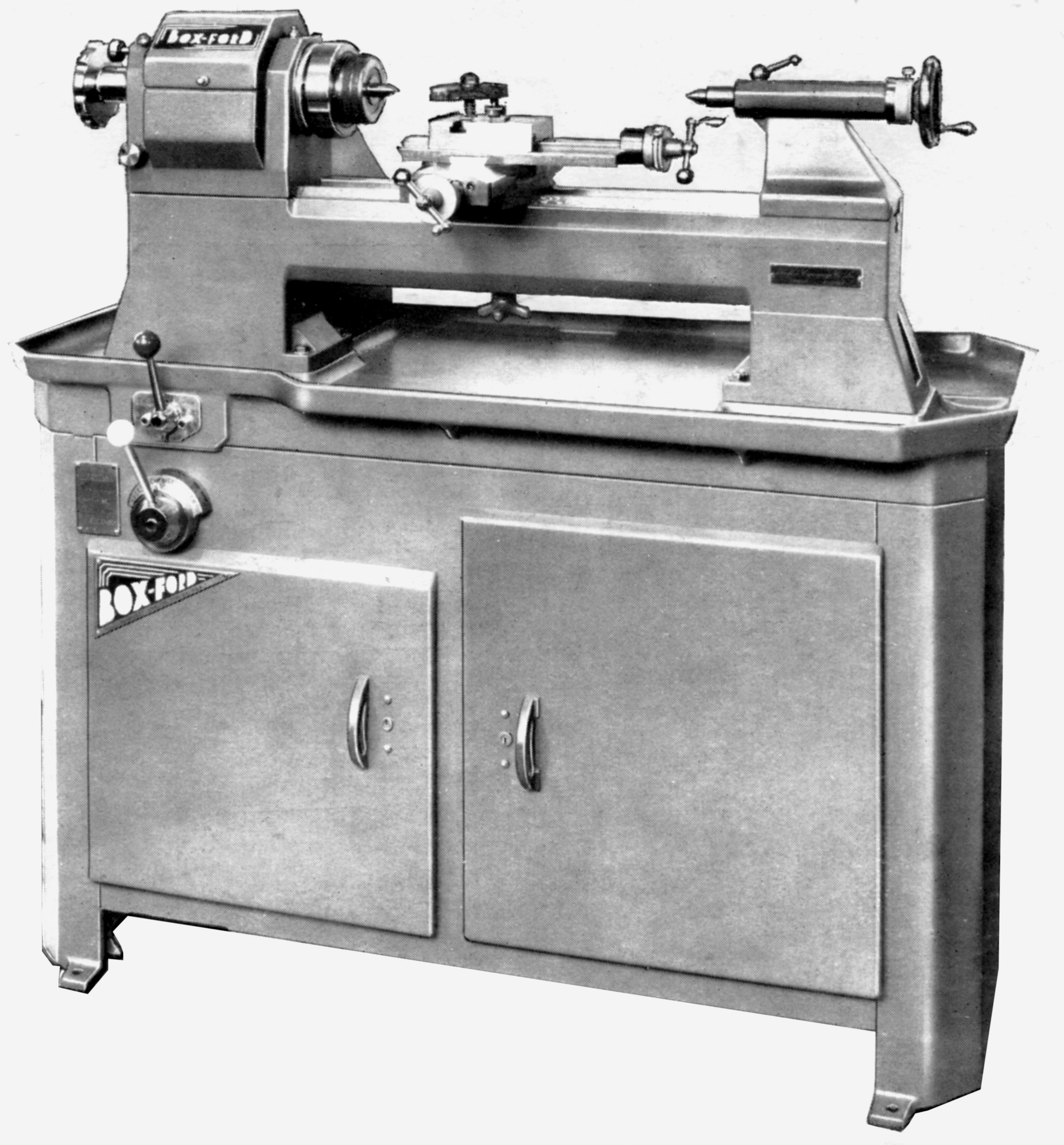
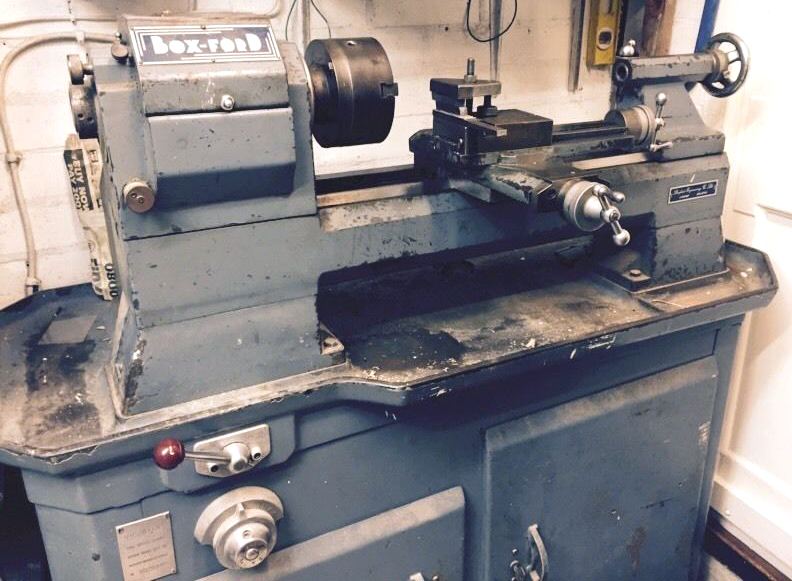
Manufactured during the mid-1950s and intended to compete with what was described coyly by the makers, Denfords Engineering, as continental manufacturers (in other words Schaublin, Mikron, G.Boley and Leinen, etc.) the Boxford 41/2 x 17" Precision Plain Lathe resembled, in its general style, the Company's ordinary screwcutting types. However, it was, in every detail (save for a few minor components) entirely different - and in no way a development of the two miniature precision lathes made by the company in the 1940s. The lathe was available driven in two ways, either by a simple rear-mounted countershaft equipped (though unlike other Boxford units) with two ball races, or fitted to a stand that resembled early Schaublin practice - two cast-iron legs of rectangular form being joined by a cast-iron chip tray - the 36-inch long bed having single V and flat ways of a pattern unique to the model - the V having a pronounced flat at the top and the rear flat having a vertical "abutment" face. The stand was enclosed by welded sheet steel to form, on the left, a compartment for the electric motor and a small version of the very expensive Allspeeds "Kop" swash-plate variable-speed drive unit. The right-hand side of the cabinet formed a large cupboard for accessory storage and a collet storage rack to take 64 collets from 1/64" to 1" or their metric equivalents.
The headstock held a choice of spindles, both 2 inches in diameter: the first had its nose threaded 7 t.p.i. and bored through 1.125" (to clear 1-inch diameter bar stock) while the other had a hardened, American long-nose taper in a size L00 - this version being shown in catalogues with a draw-tube collet nose piece. Both spindles ran in precision taper roller bearings (2" diameter at the front and 17/8" at the rear).
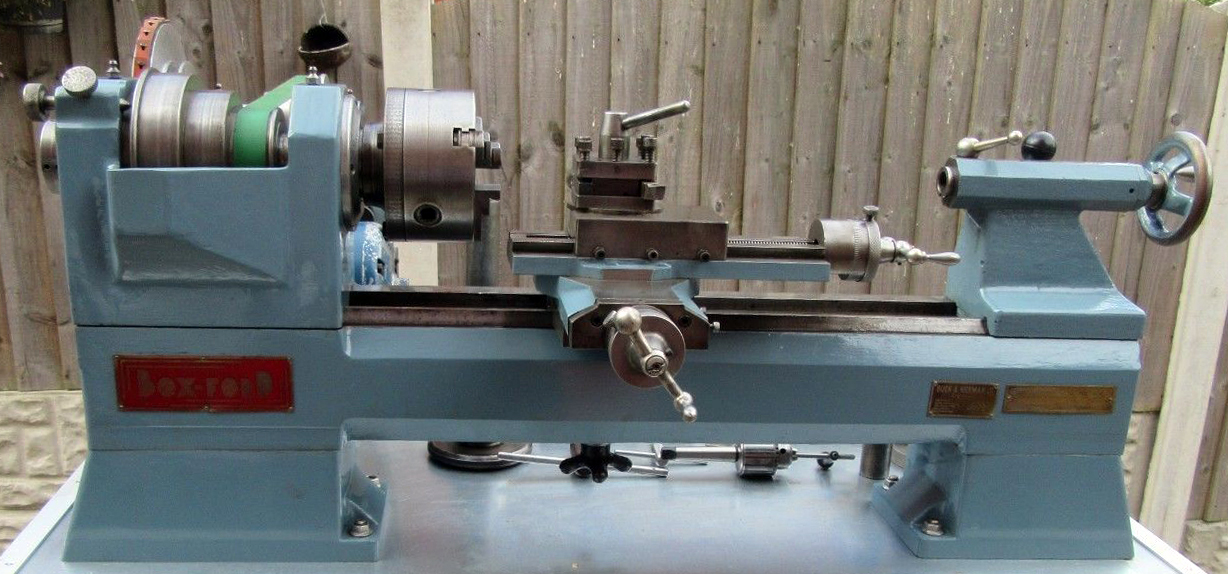
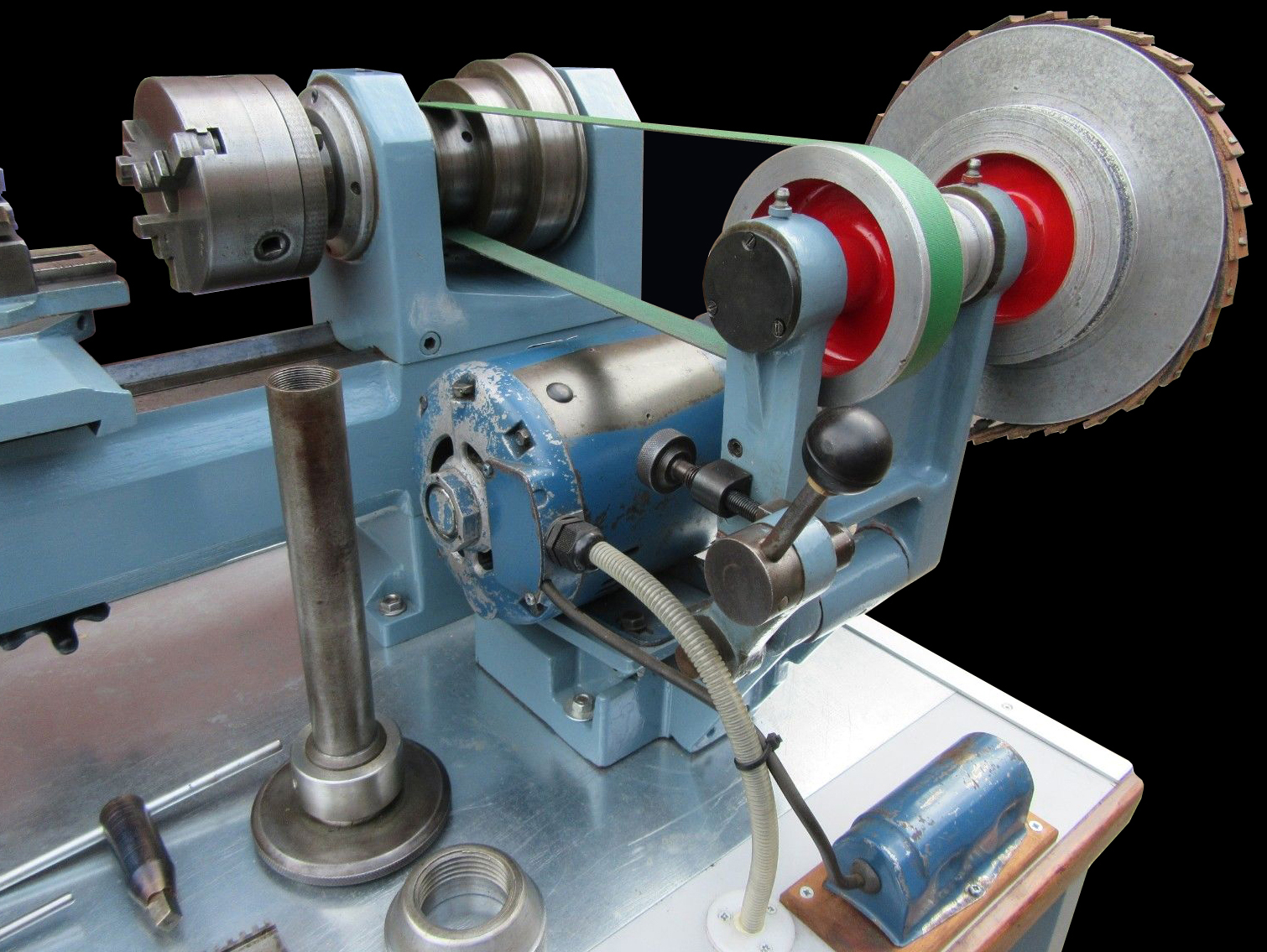
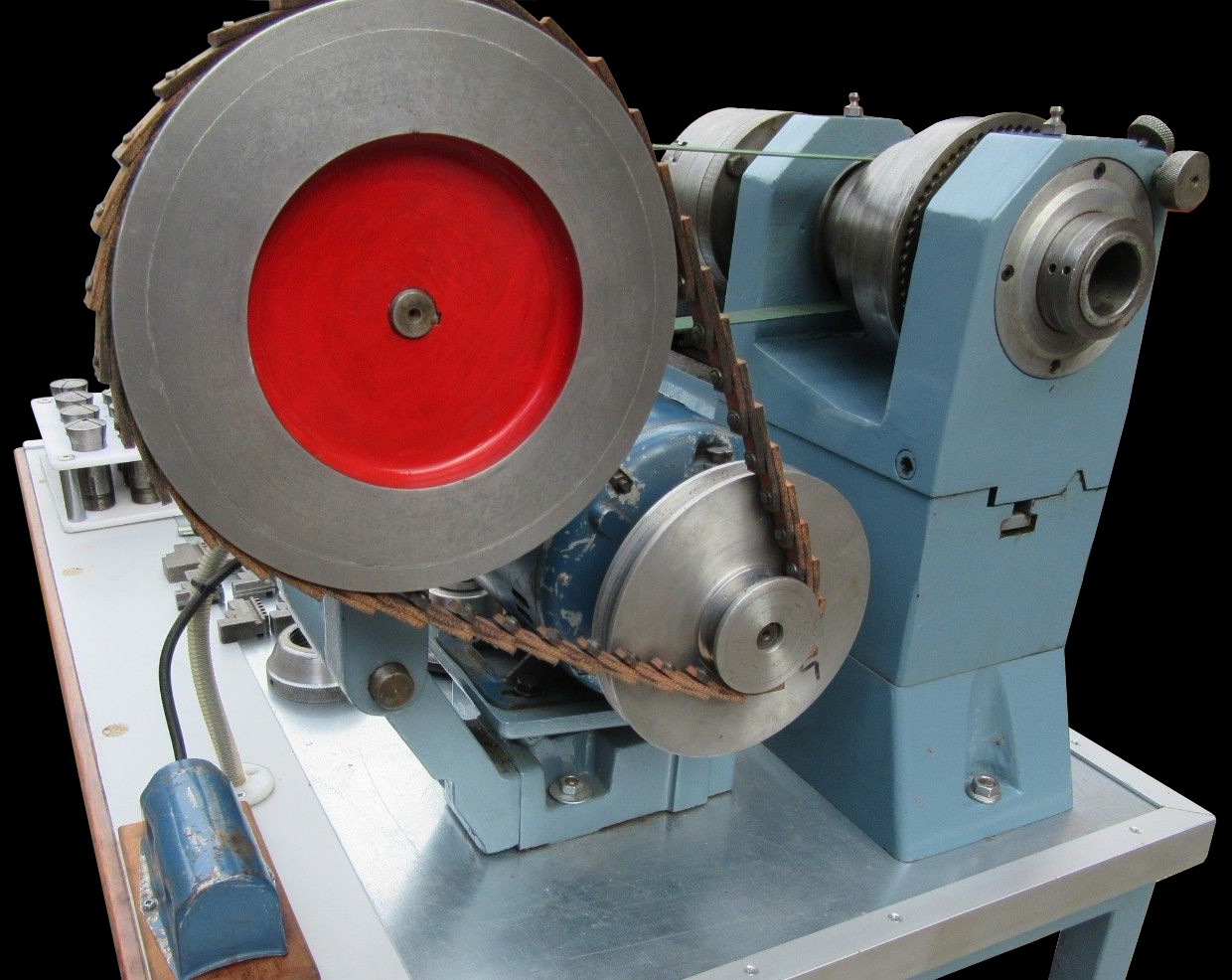
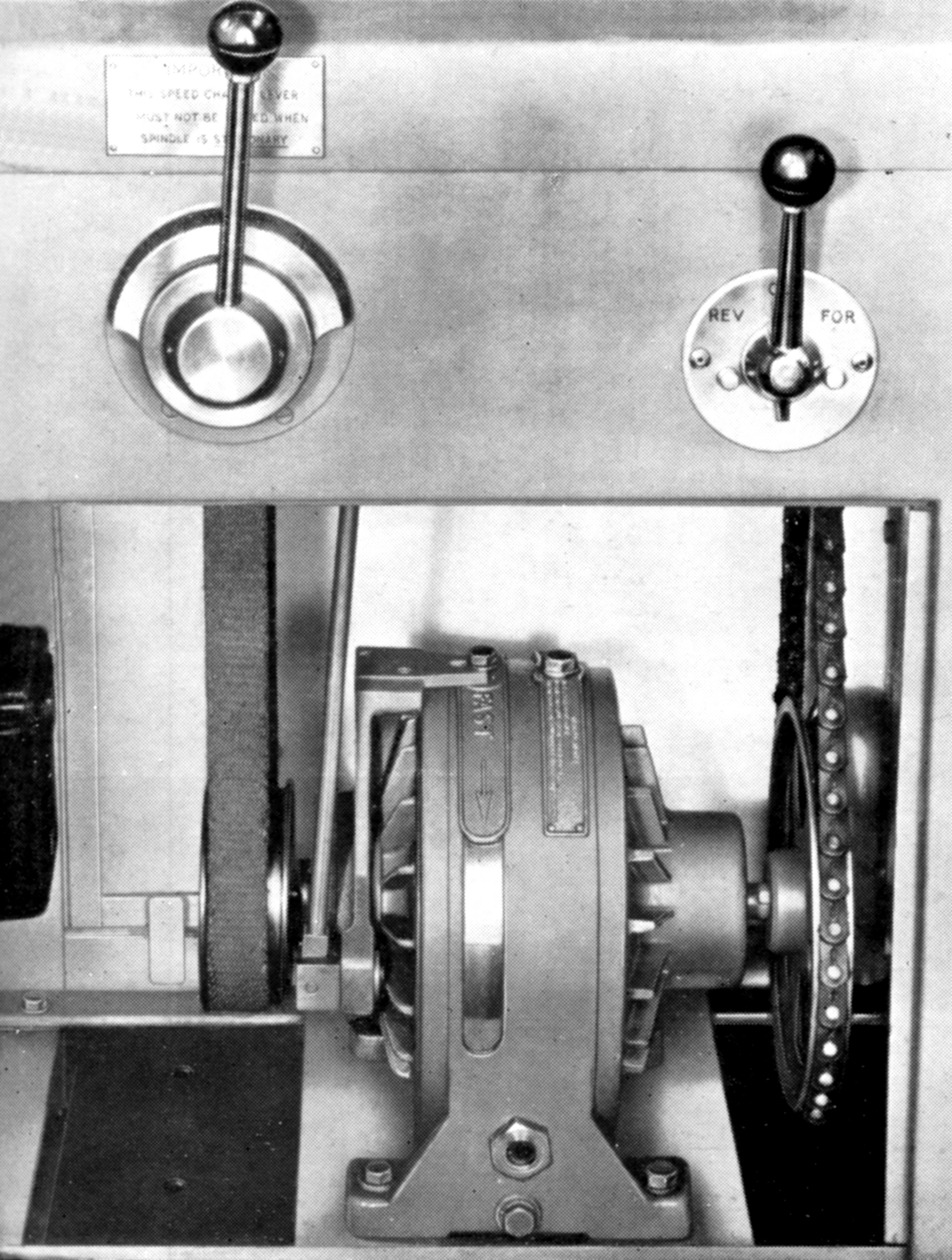
Two drive systems were offered: the first was used in conjunction with what appears to have been a quite ordinary sheet-steel Boxford cabinet stand fitted with a rear-drive countershaft. However, there the similarity ended, for instead of plain bearings, the countershaft spindle ran in roller races and the two-step V-belt drive from the motor was fitted with pulleys whose steps were widely different in size - the larger of the pair on the countershaft appearing to be greater in diameter than that on the pulley. The result was a speed range that (assuming a 1425 r.p.m. motor) run up to beyond 2800 r.p.m. The second type of drive used a much more heavily built stand that held a KOP variator and a 3/4-h.p. 2800 r.p.m. 3-phase motor, the arrangement giving, in conjunction with the 3-step headstock pulley, a range of speeds from 220 to 2000 r.p.m. Drive from motor to variator was by Brammer (link) belt (adjusted by adding or removing sections) with the final drive by a 1.25" (32 mm) by 93.7" (2380 mm) flat belt. As a further refinement - in common with many other high-class lathes - the headstock pulley ran in its own bearings to help obviate the effect of belt pull with drive transmitted to the spindle by a pin. The outer flange of largest headstock pulley was drilled with a single circle of 64 indexing holes with a handy spindle locking device to ease the removal and fitting of chucks and faceplates, etc. The makers took great care to ensure that the belt ran as efficiently and as slip-free as possible by passing it over two adjustable jockey pulleys - the positioning of which not only added tension but also created extra wrap-around on both drive and driven pulleys. If only more makers could have engineered such a system into their similar models…
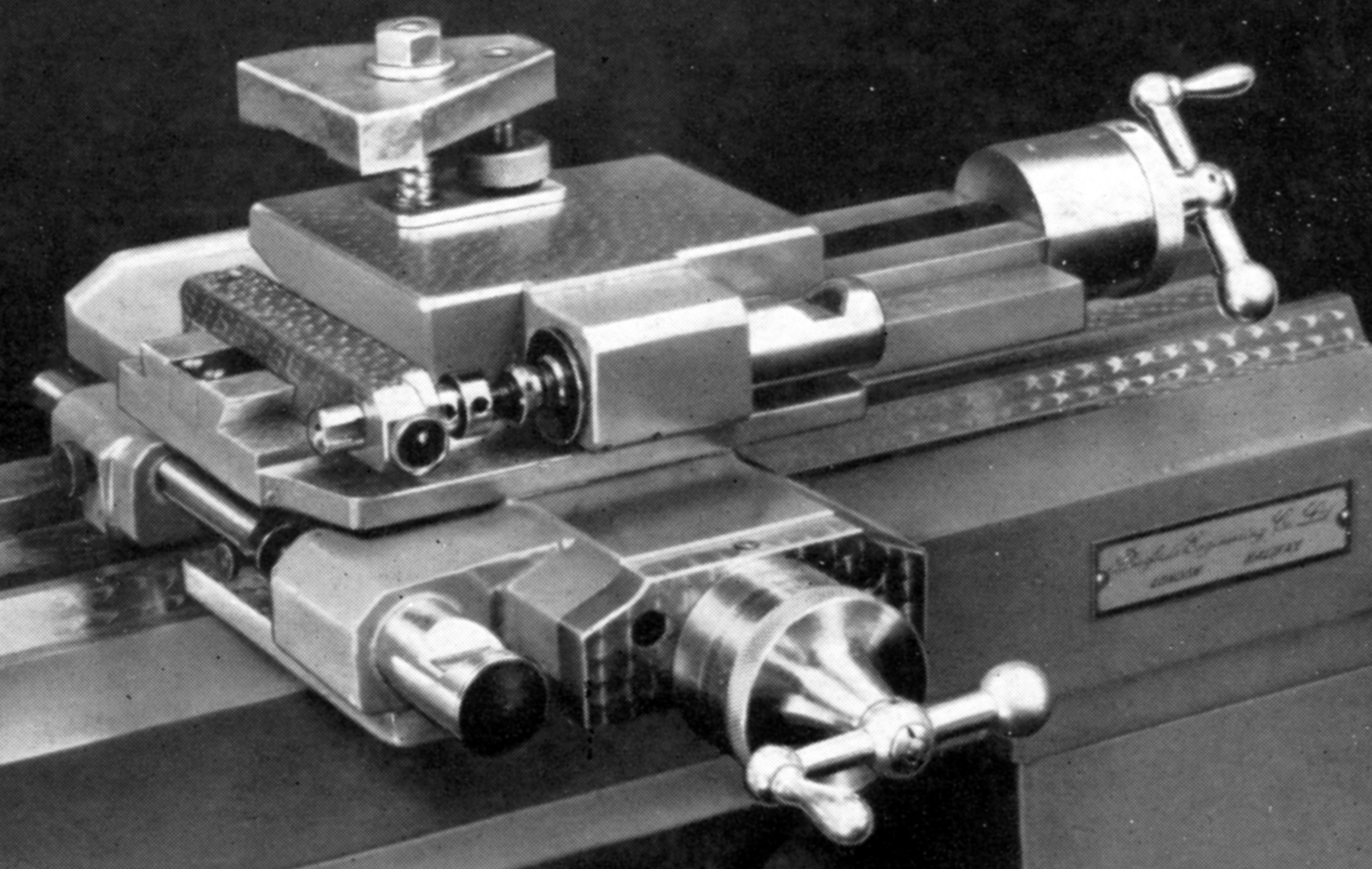
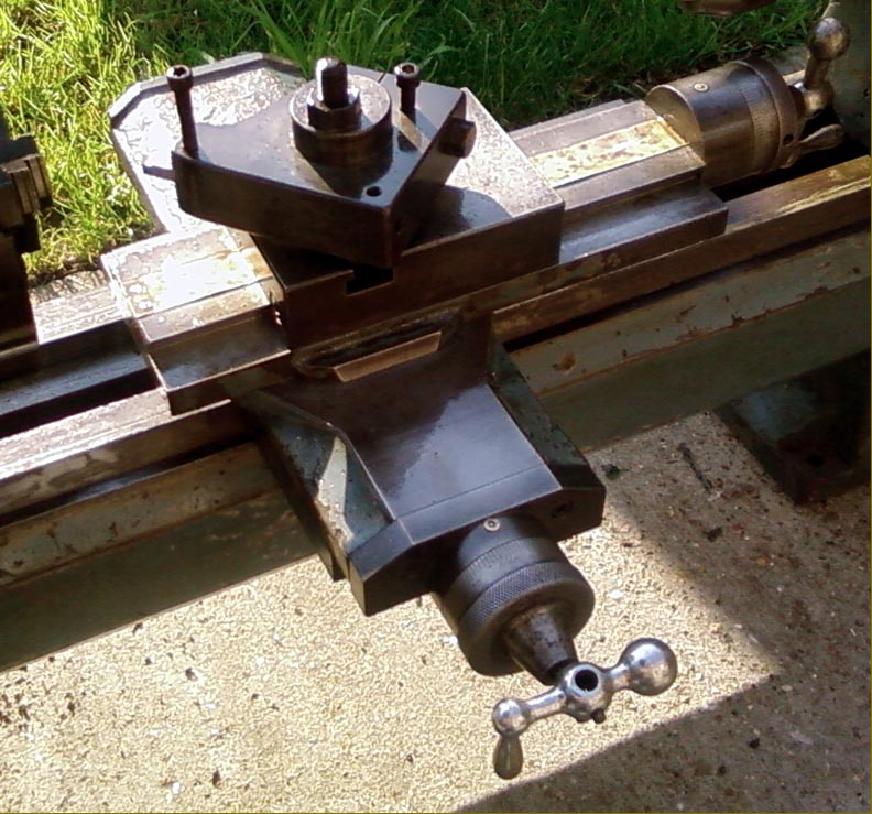
Available in three versions, the compound slide assembly could be had as one similar to that fitted to the ordinary Boxford with either one or two T-slots in the top slide or (at extra cost) adapted to mount Fiducial indicators and slip gauges (a Fiducial indicator has two fine lines, set opposite one another and arranged so that, when brought level, a datum position is determined with great precision). Although top slides with both one and two T-slots were shown in the catalogue, if one had superseded the other, or a choice was offered, is not known. Both cross and top slides had taper gib strips (in place of the simple pusher-screw adjusted type of the ordinary Boxford) and with 5 inches of travel. The top slide could to swivelled through 360° - with the graduations on its base marked to 180°. Feed screws were rolled with an Acme-form 10 t.p.i. thread, fitted with "balanced" handles and equipped, to improve sensitivity and feel, with ball-race thrust bearings. Of decent size, the micrometer dials were engraved with 100 divisions, each representing 0.001". Enclosed under the cross-slide casting, the cross-feed screw needed no further protection while that on the "open-way" top slide was covered by a snug-fitting cover made from spring steel.
Like the base of the headstock, that on the tailstock (a very ordinary-looking affair) was hand scraped to the bed for perfect alignment and fit. With 3 inches of travel and a No. 2 Morse taper, one might have imagined that, on this class of lathe, the spindle would have been fitted with a micrometer dial as standard. Indeed, on later models this may have been the case, but certainly not on early versions and perhaps it was always an extra-cost item. Driven by a 10 t.p.i. Acme-form thread, the barrel was marked with two scales: one at 1/16" and the 1/10" intervals - the latter able to be used as a form of vernier if used in conjunction with the 0.001" graduated handwheel micrometer dial. As there was no carriage feed along the bed, the tailstock lacked the usual separate base plate that allowed setting over for the turning of slight tapers
Unfortunately, with strong competition (especially from the Schaublin 102) the Boxford 4-inch precision cannot have been a success; the writer has encountered only seven examples and, of the 2000 brochures printed only two have, so far, come to light.
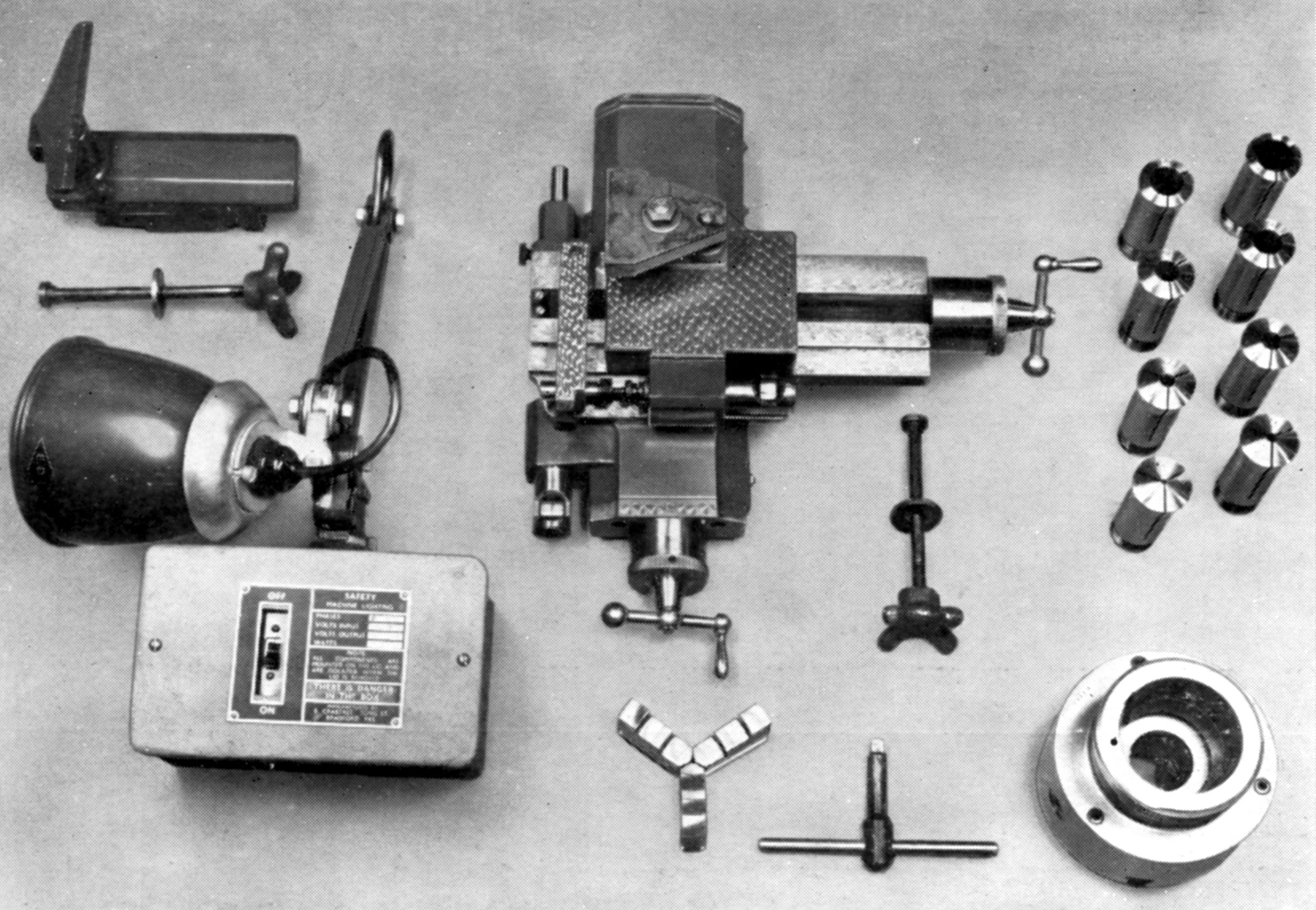
Supplied as standard with each new machine was a complete set of electrical equipment and motor, an 8-inch faceplate, catchplate, a chuck backplate, centre adapter down to No. 2 Morse, a collet draw bar, a spindle nose cap (for the screwed-type only), two Morse centres, grease gun, spanners and drive belts. Options included an American long-nose taper spindle, a top slide with Fiducial indicators, a hand T-rest, collets (inch or metric up to a maximum capacity of 1 inch, a direct reading tachometer to judge spindle speeds and a low-volt lighting set.
If you have a Boxford precision lathe of this type, the writer would be very interested in hearing from you..
|
|