|
Home Machine Tool Archive Machine-tools for Sale & Wanted Ames Millers Ames Triplex Multi-Function Machine Photographs Ames 1940s to 1960s Circa 1835/80 Ames Chicopee Lathe |
|
When Bliss Charles Ames opened his machine-tool works on Ash Street in Waltham, Ma. in the late 1890s, he was joining an exclusive club of manufacturers* who, though they produced relatively few machines, made a significant contribution to improving the standards of quality and precision employed in American manufacturing industry. Amongst Ames's fellow high-class machine-tool makers* in Waltham were Stark, the American Watch Tool Company, The Waltham Machine Works, Wade and F. W. Derbyshire. |
|
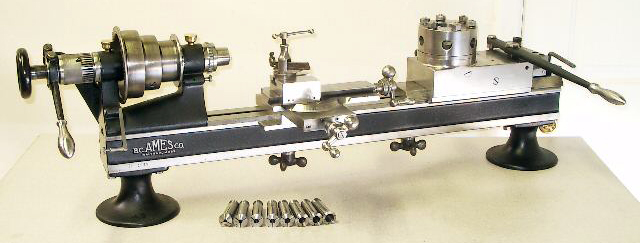
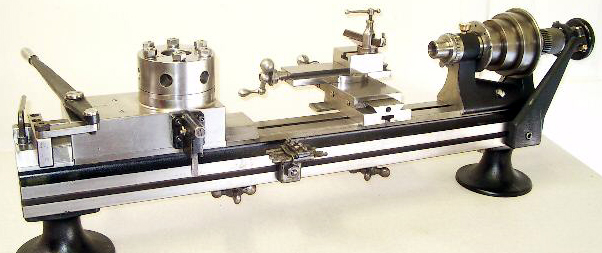
Ames 83/8" x 21" precision bench lathe 1900 - 1930 |
||

|
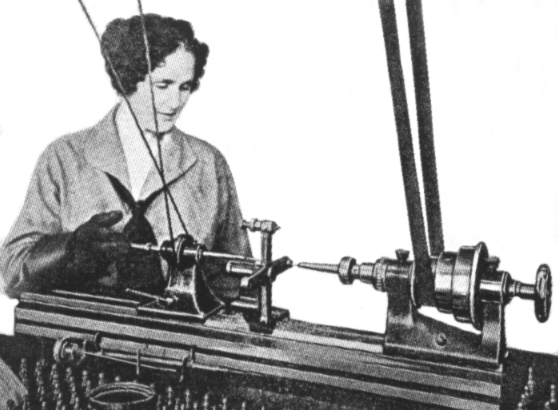
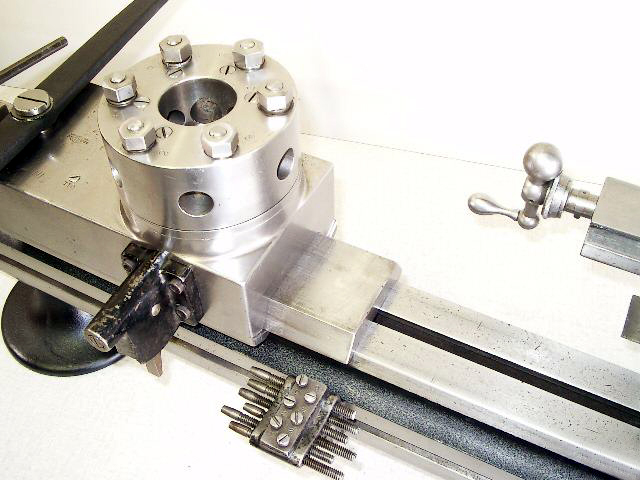
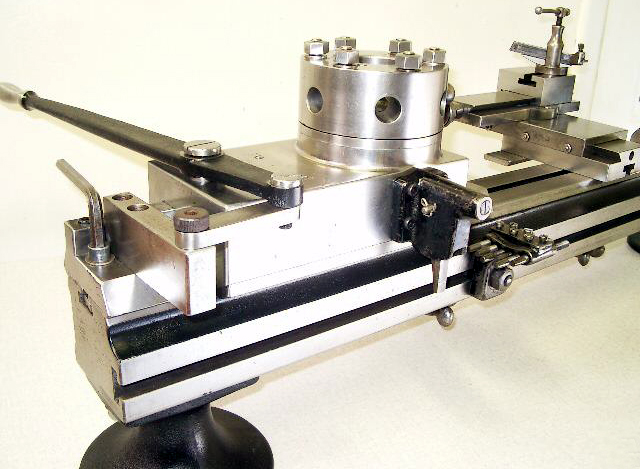
Broaching a hexagon collet using a rack-feed tailstock. |
||
|
|
||

|
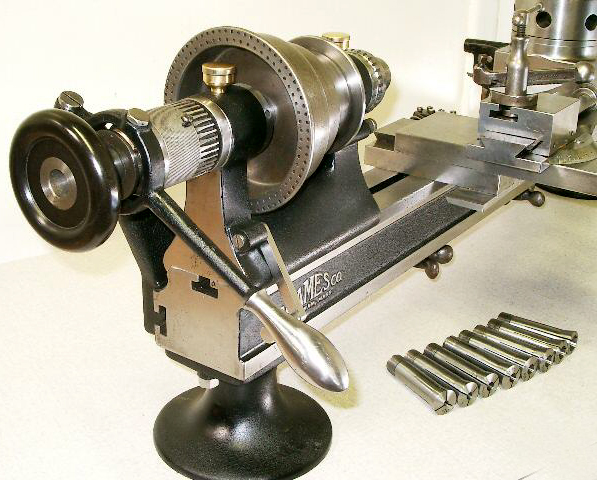
The Three-bearing, 2-step pulley headstock model in use at the L.S. Starrett works in Athol, Mass. where over one hundred similar Ames bench lathes were employed. |
||
|
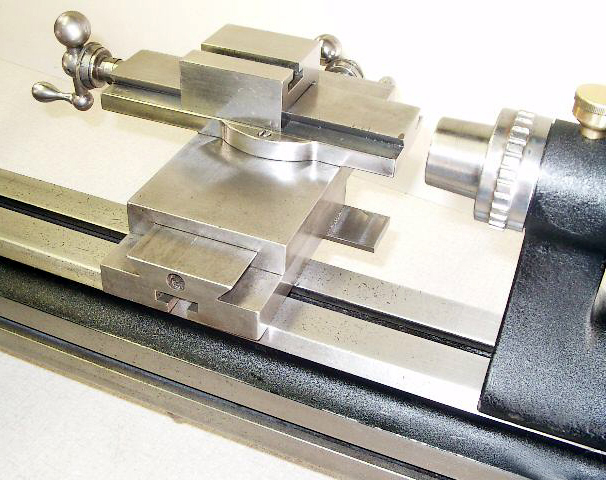
Once a commonly available accessory for small lathes, the tailstock-mounted indexing turret was a simple and economical way of producing small batches of components. |
||
|
The indexing plunger by the rear pulley flange is clearly visible. |
||
|
|
||





|
Headstocks & Tailstocks Serial Numbers Ames 1940s to 1960s Circa 1835/80 Ames Chicopee Lathe Home Machine Tool Archive Machine-tools for Sale & Wanted |