|
Home Machine Tool Archive Machine-tools for Sale & Wanted Books Accessories Earliest Emco Unimat - a Photographic Essay Unimat Home Page Emco Home Page Accessories Earliest Unimat - Photographs Page 1 and Page 2 Mk. 2 & 2A Photographs Mk. 2B Photographs SL1000/DB200 Photographs |

|
A works publicity picture of the Mk. 1a cast-iron DB200 |
||
|
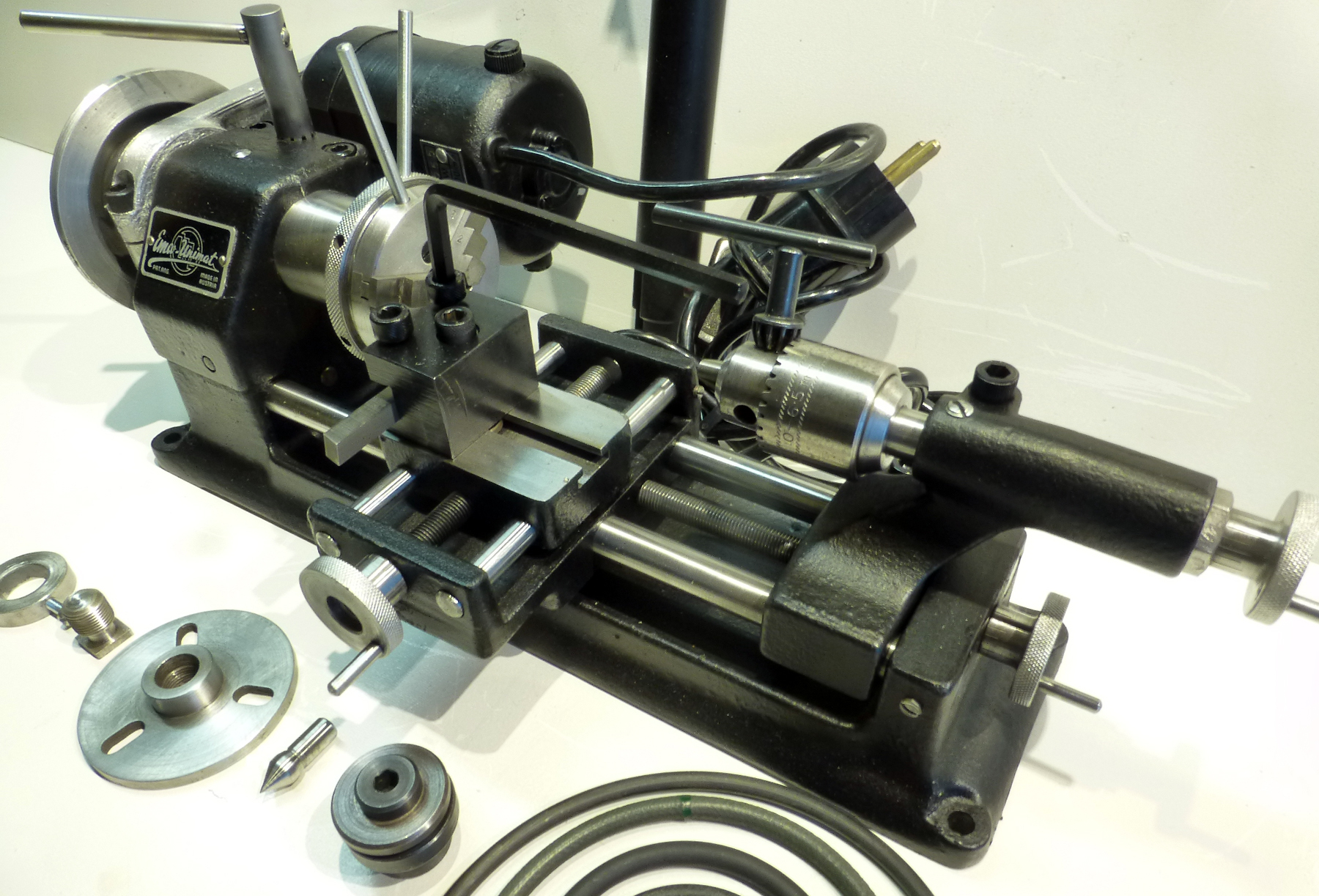
Rare and now highly-prized, this Emco Unimat is of the very first type, and almost certainly manufactured in 1954. Identification points include: crackle-black paint finish; short bed with the rails fitting into holes at the tailstock end; a nut holding the tailstock barrel in place; one-piece tailstock with a marked cantilever to the rear; no carriage lock and narrow drive pulleys with the largest diameter on the spindle to the inside - though the pulley on the motor in the example above may be non-original. This example, unlike others seen - and probably becase it came from a faulty pattern - it has flat tops to the front and rear walls of the cross slide casting and a crudely-finished radius where the top and front faces of the headstock meet. |
|
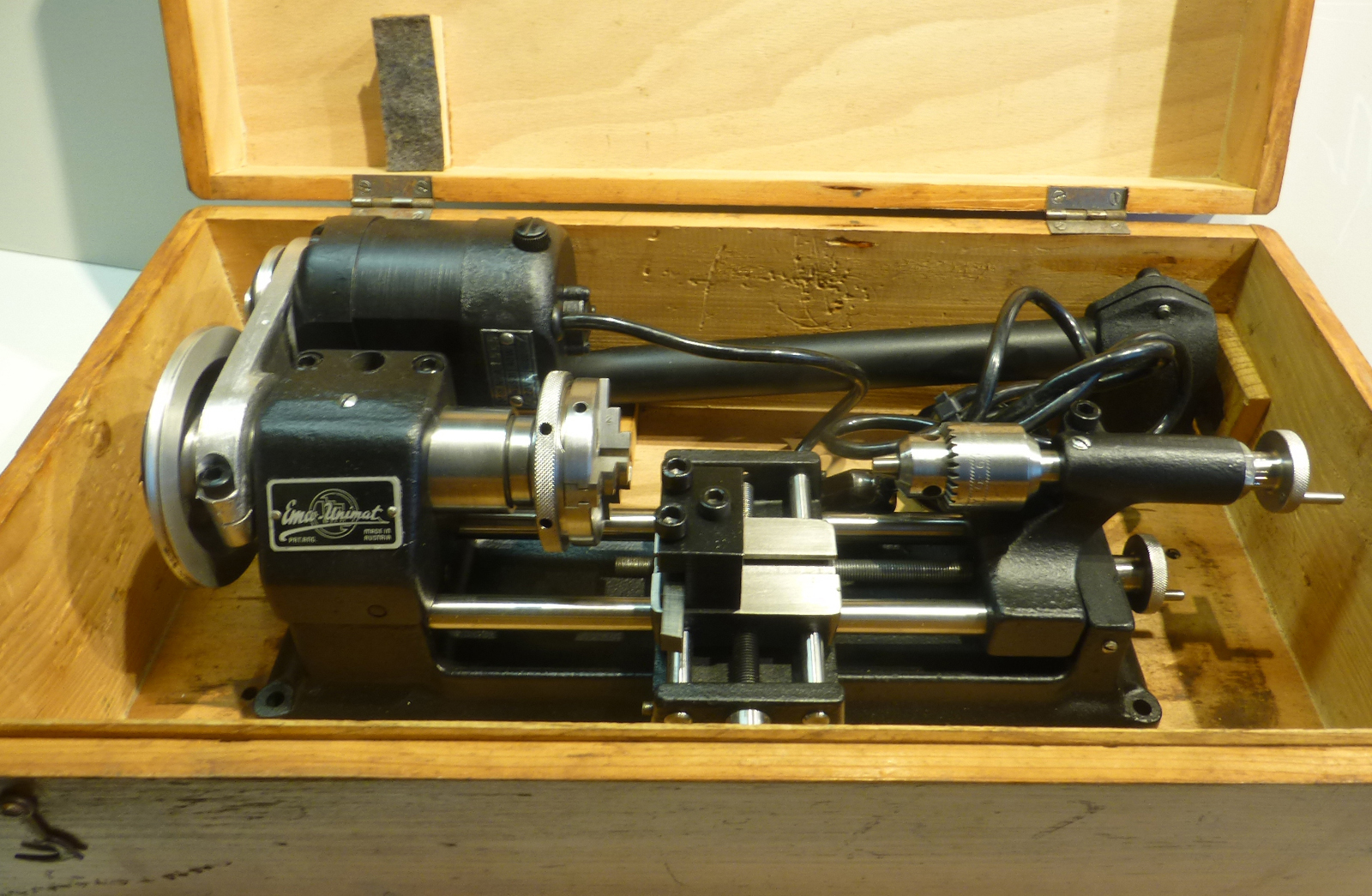
Another very early type, this having a slightly better finish to the headstock casting but otherwise identical to the very first manufactured. |
|
|
||
|
Another early example, this time with a wider radius between headstock top and front sloping face. The alignment bar between headstock and base was engineered by a previous owner |
|
|
|
The comparative roughness of the castings on very early models can be gauged from this picture of the one-piece tailstock (the lower Allen bolt clamps the unit to the bed rails). Note the absence of a locking bolt at the back of the carriage |
||

|
|

|
|
|
|
|
|
|
|

|
Unimat Home Page Emco Home Page Accessories Earliest Unimat - Photographs Mk. 2 & 2A Photographs Mk. 2B Photographs SL1000/DB200 Photographs Home Machine Tool Archive Machine-tools for Sale & Wanted Books Accessories |