|
Founded in 1937 as a specialist manufacture of machine tools including millers, lathes, planing and boring machines, Sizuoka Tekkosho Ltd. was based at 58 Toyohara-Cho, Shizuoka-SH1, in Japan. By the late 1950s a number of milling machines were in production, including a range of very useful turret and conventional knee-type machines. The turret versions were built as four models: the simple ram-type "VH" vertical (non-swing head); the "VHR" turret vertical (swing head), the "VHR-G" turret vertical (the "G" suffix on all types denoting the addition of a horizontal spindle) and the VHRU-G, a turret vertical with horizontal spindle and a table able to be swung 45° each side of central - so turning it into a "universal" type. Each model was offered in three versions, each with an individual specification - though all had power down feed to the spindle. The types were strangely named with basic machines having longer model numbers than the better equipped: the basic VH-AST had all hand-operated table travels; the VH-AS added table longitudinal power feed while the VHR-A also included a rapid and rise and fall to the knee. Identical set-ups were available, respectively, on the VHR, as the VHR-AST, VHR-AS and VHR-A and on the VHR-G as the VHR-GST, VHR-GS and VHR-G - the three latter specifications also applying to the "Universal" VHRU-G.
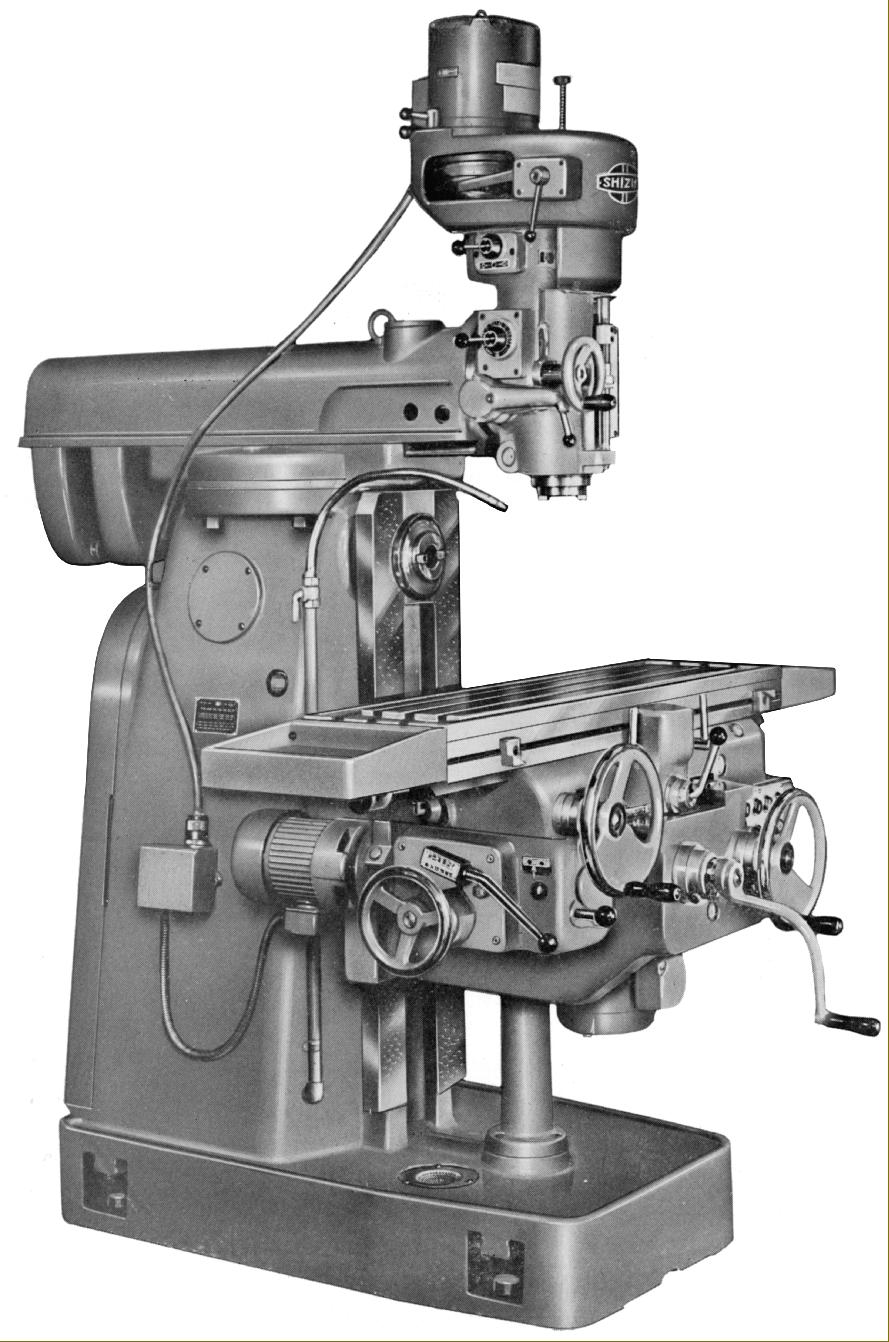
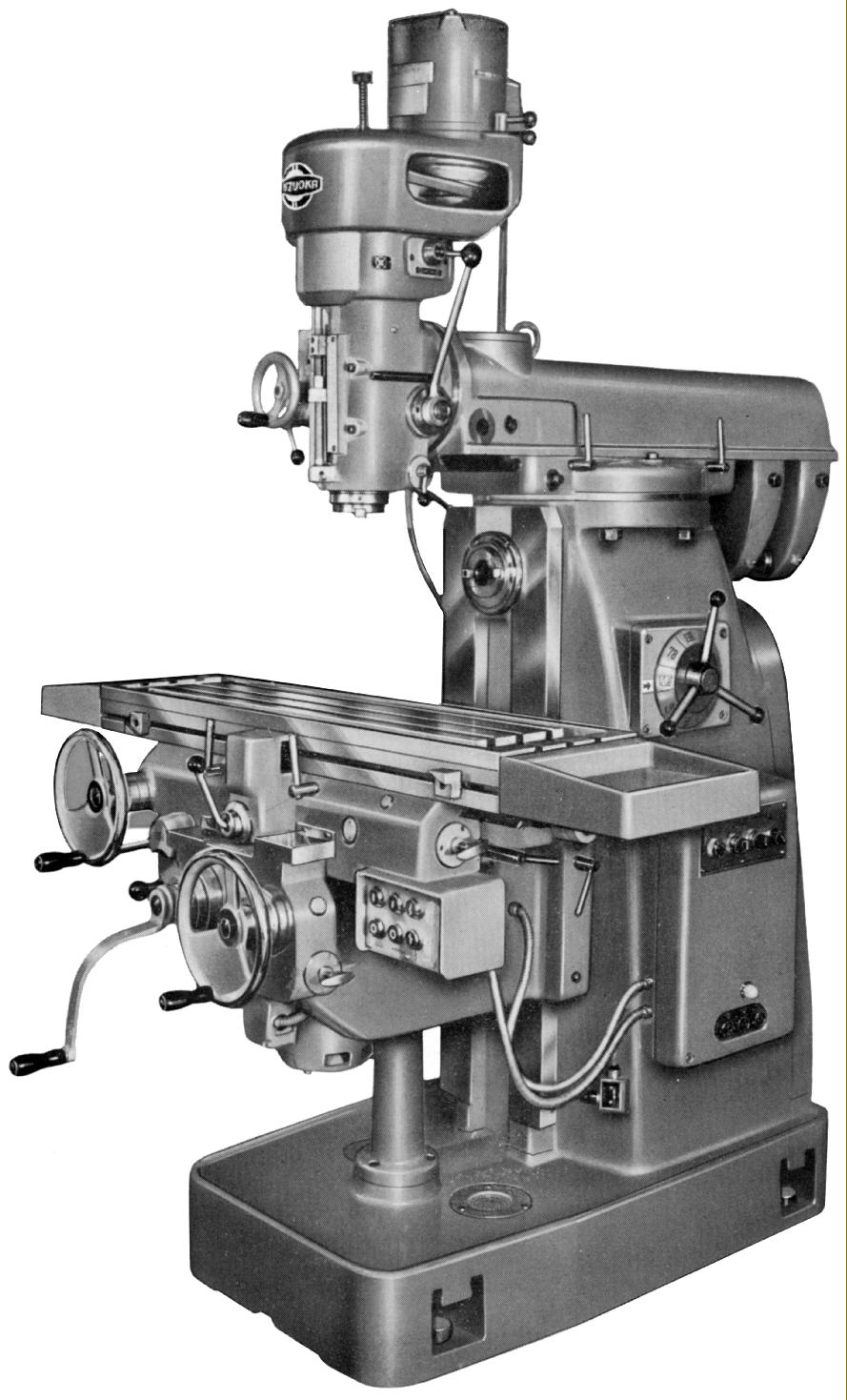
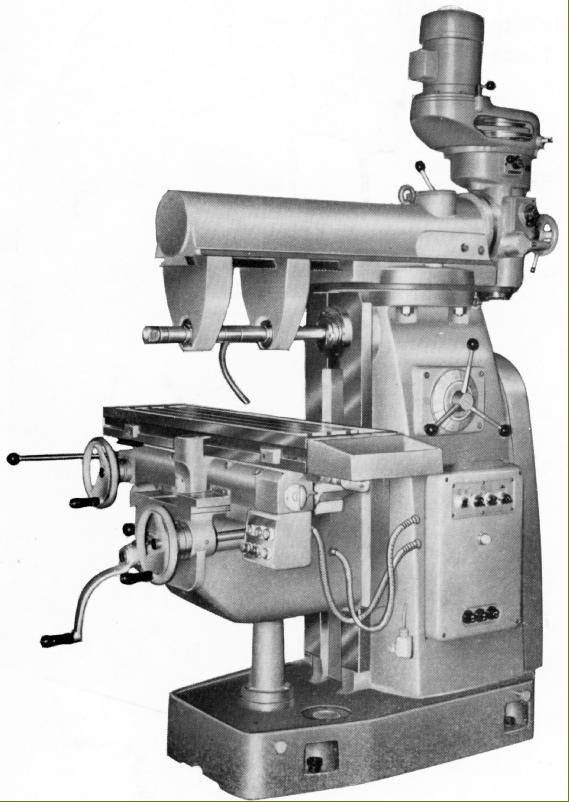
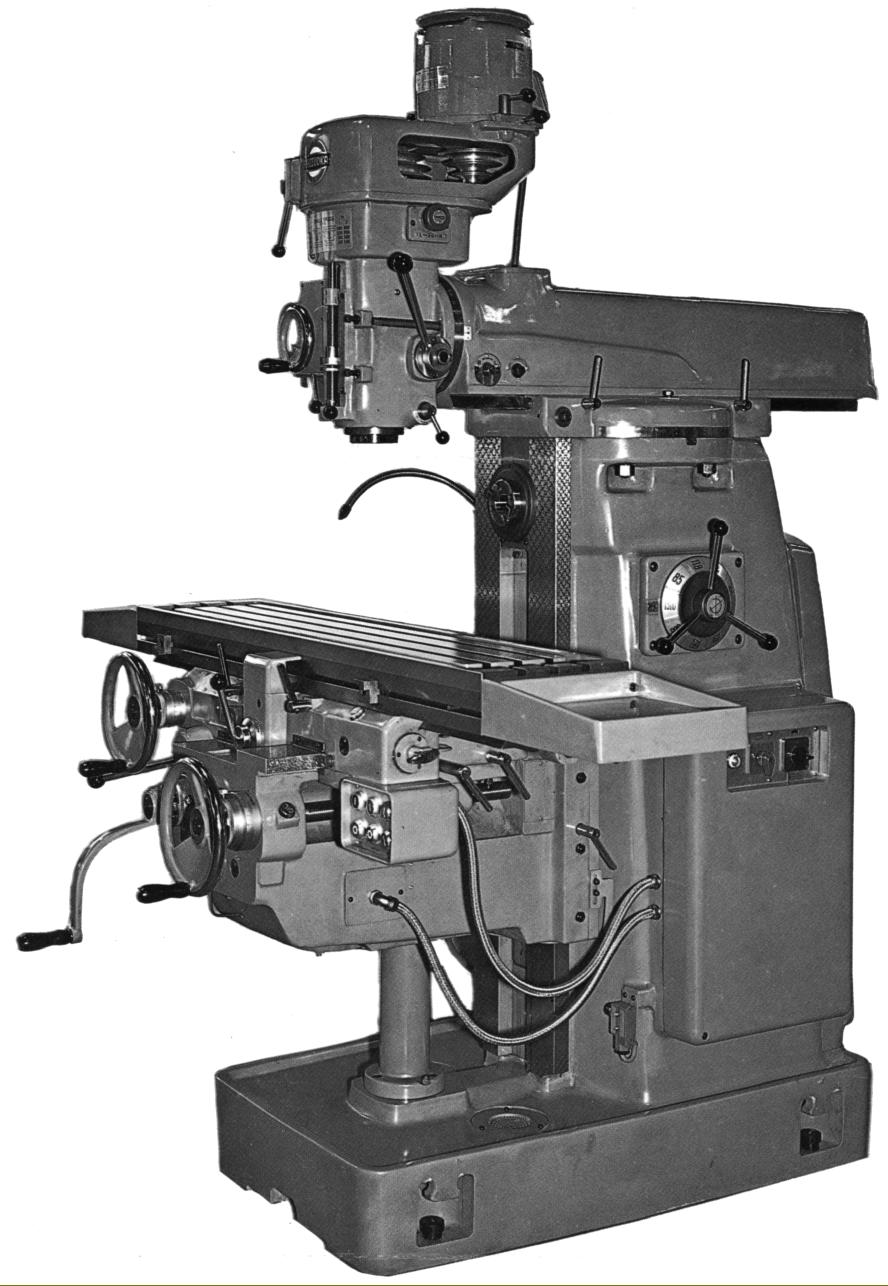
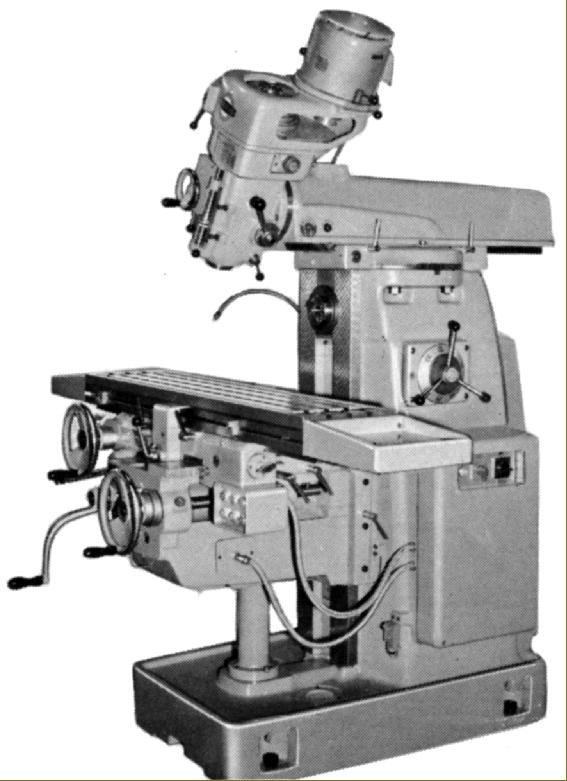
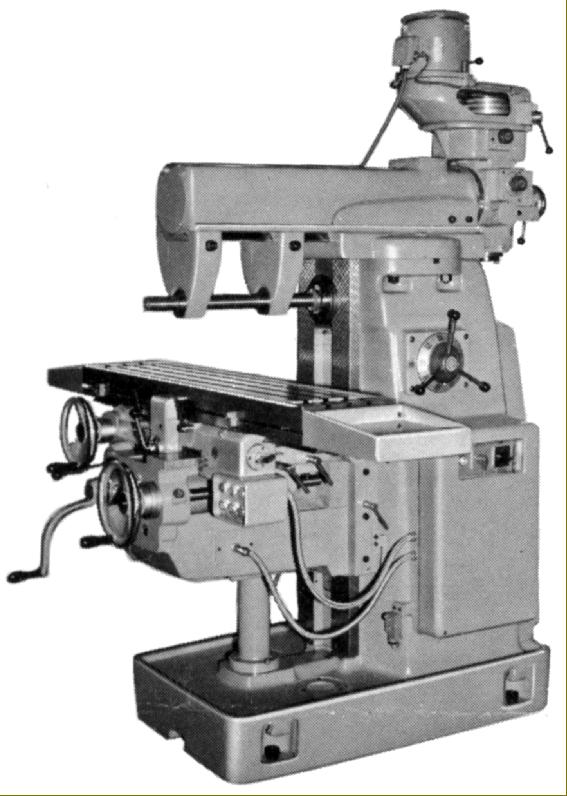
Modelled on Bridgeport lines and manufactured from the late 1950s until the 1970s, the millers appear to have been built in early and late styles, the former with an overarm and vertical head of rounded appearance and the latter with almost all castings replaced by ones of more angular appearance. However, despite these changes, the mechanical specification remained virtually identical, only the travel of the ram being very slightly different and the weight of the newer machines around 220 lbs (100 kg) greater.
Enjoying a comprehensive specification and excellent detailing, the millers were obviously intended to appeal to customers needing a versatile machine that could be employed for either light production or in a repair workshop. Most useful of all was the VHR-G, this having both a swinging, turret-mounted head and a horizontal spindle - and so able to perform just as well as either a proper vertical or tough horizontal machine. Change from one type to another was easily done by rotating the head to bring either the vertical head or the two horizontal arbor supports to the front - this arrangement meaning of course that, unlike the Bridgeport, the Shizuoka lacked the facility to mount a slotting head on the back of its ram. A similar but much smaller machine of equal versatility - and ideal for the amateur workshop - was sold on the English market as the Elliott Omnimill 00).
Of good quality and well-built, all Shizuoka millers (of all types and sizes) were claimed by the makers to have main castings in a Meehanite iron of high tensile strength; vertical and horizontal spindles and their intermediate shafts in nickel-chrome steel, heat-treated with induction-hardened noses and splines and ground-finished; transmission gears in a nickel-chrome steel, heat treated, finished on German MAAG gear grinders and run in easily-drained oil baths while spindle bearings - horizontal and vertical - were of the high-precision type (Japanese class H or P) and "...assembled under scrupulously clean and careful conditions".
Vertical Head and Drive
Carried on a swivel base with 360° of rotation, the box-section overarm could be slid backwards and forwards by a rack-and-pinion drive though a range of around 21" (535 mm) - with the centre line of the vertical head able to be moved a maximum of 26 3/8" (670 mm) from the inside face of the column. Clearance between spindle nose and table varied from 0 to 227/8" - though the latter could be increased by the use of packing blocks between the column and overarm base. Drive to the head was by a V-belt running over 4-step pulleys, the power coming from a 2 h.p. (1.5 kW) 2-speed motor that, combined with the standard-fit backgear, gave sixteen speeds spanning a most useful 75 to 3600 r.p.m. on a 60 Hz supply (though slower of course on 50 Hz) - actual spindle speeds being, 110, 145, 170, 220, 250, 320, 480, and 550 r.p.m. in backgear and 800, 1100, 1220, 1600, 1800, 2450 and 3600 in open drive. Able to be swivelled through 90° each side of vertical (by means of worm-and-wheel gearing), the head held an NST40 spindle with 5.5" (140 mm) of travel under the control of either hand feed - from both a quick-action drilling lever and fine-feed handwheel - or power, with the three rates of feed set of 0.0014", 0.0028" and 0.0056" (0.035, 0.07, 0.14 mm) per revolution with adjustable automatic stops provided for both up and down travel.
Horizontal Spindle Drive
Driven by a 5 h.p. (3.7 kW) 3-phase motor, the horizontal spindle had an NST40 socket end and nine speeds of: 78, 109, 155, 227, 315, 447, 612, 850 and 1200 r.p.m. - though later models had the range altered so that the highest speed became 1400 r.p.m. The drive passed through a speed-change gearbox controlled from the right-hand face of the column by a single, capstan-handled control fitted with a direct-reading dial. From the centre line of the spindle the minimum clearance to the table was 13/16" (30 mm) and the maximum 1815/16" (480 mm).
Continued below:
|
|