A Manual is available for the Omnimil
Elliott's smallest milling machine was the simple but well-built and tough 181 horizontal, a model limited in appeal by being available with just a hand-feed table. However, the Company were quick to develop the machine, offering first the "Juniormil" - with a power-feed table attachment - and then, fitted with a vertical head, the "Junior Omnimil". Later versions dropped the "Junior" prefix and were known simply as the 181 Horizontal and Omnimil 00. Although the sliding, swivelling and rotating head may not have been the most rigid of structures for vertical milling - and its capacity to rapidly remove metal was definitely inferior to that of a similar-sized machine with the head more tightly integrated into the main column - its design enabled the machine to tackle an amazing variety of jobs. Indeed, it transformed a rather ordinary horizontal miller into what some users have claimed to be the most versatile yet compact machine for the smaller workshop. The vertical head, similar to that used on the earlier and original Beaver turret miller Mk. 1, was also employed on other products of the Elliot group including very late versions of the Centec 2B, these being marketed using the "Gates" label.
Using a combination of V-belt and gearing, the drive system was listed with various 0.75 to 2 hp 3-phase motors mounted inside the cabinet driving via a 4-step pulley to a simple 2-speed gearbox (with single-lever control) built into the main column. The main (reversible) motor was switched by a push-button "no-volt release" mounted on a panel neatly arranged on the front of the miller from where, on the later models, the table feed direction, vertical-head electrics and coolant pump were also controlled. On the first version of the machine, the Juniormil, made until approximately 1964 and fitted with a 1 h.p. motor, the need to group the controls together was solved by the unfortunate and dangerous method of mounting them away from the operator's normal working position on the left-hand face of the column.
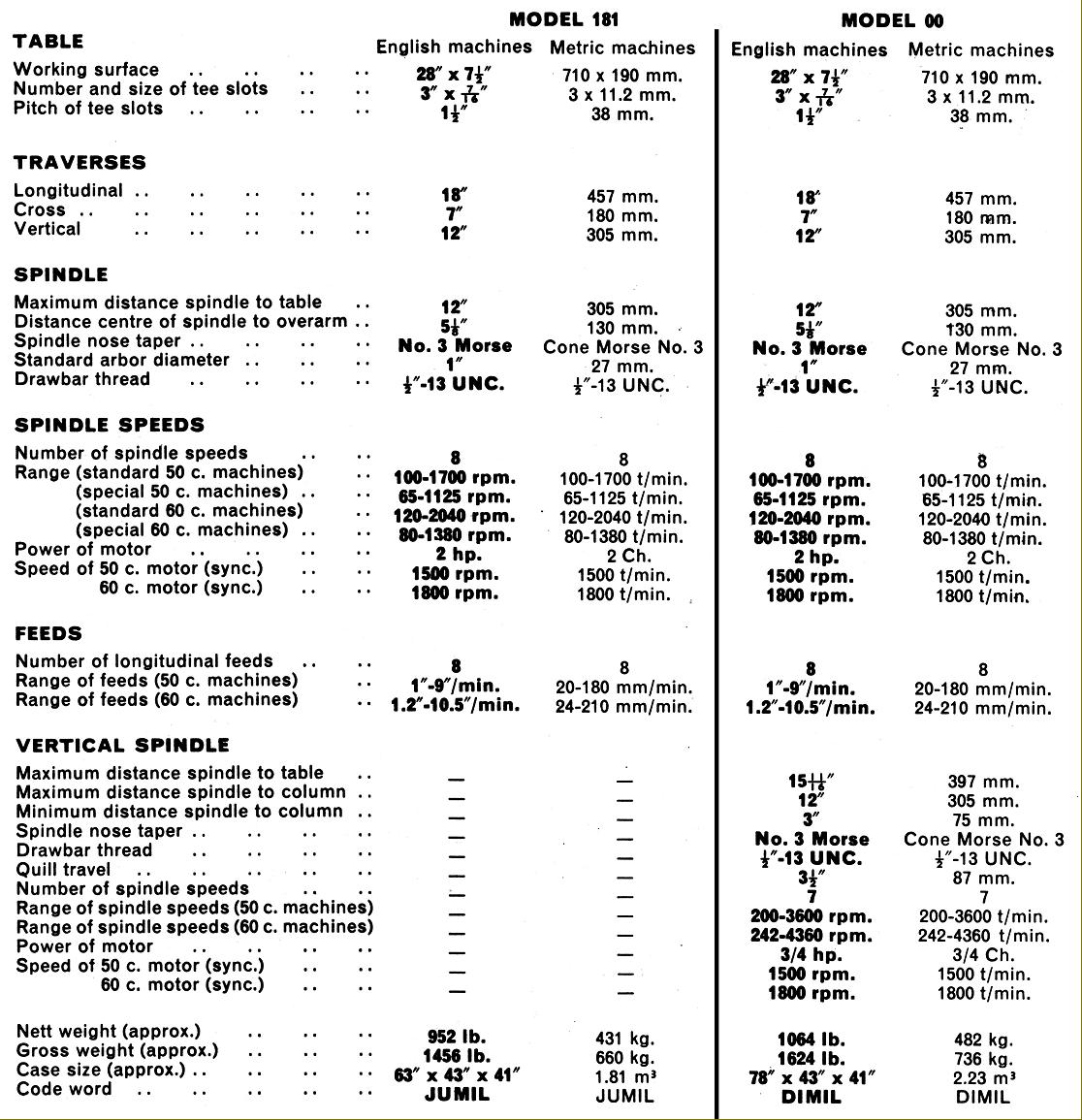
A total of 8 horizontal spindle speeds was available (100, 150, 225, 300, 500, 760, 1120, and 1700 rpm) or, to special order and fitted with a 1000 instead of 1425 rpm motor, a slower range from 65 to 1125 rpm. The horizontal spindle, made from ground-finished, nickel-chrome steel, ran in precision taper roller bearings whilst the 1-inch diameter cutter arbor was a high-quality unit, constructed from a heat-treated, nickel-steel forging and supplied with a set of lapped spacing collars. The arbor was held in the No. 3 Morse taper spindle nose by a 1/2" - 13 UNC threaded drawbar; the maximum distance from arbor to table was 14 inches. Later machines used the more robust 30 INT taper in the horizontal spindle an improvement that, unfortunately, precluded interchanging tooling with the vertical head that remained a No. 3 Morse. Unfortunately, being an older design, the supporting overarm was just a 2.25-inch diameter steel bar - although the presence of the turret head did, in any case, rule out the use of a more rigid, top-mounted dovetail assembly.
The "Junior" Omnimill had a 28" x 7" table (Juniormill 28" x 7") with power feed by means of a belt-drive take off from the top horizontal spindle pulley through a telescopic shaft to a 3-speed feed box built into the saddle. The drive could be engaged and disengaged through a "drop-worm" that connected the drive to the table's feedscrew - with selection by a simple push-pull lever.
With three 7/16" T slots, and moved through 18" longitudinally and 6.25" in traverse, the table was arranged with coolant drain sumps at both ends - but with the T slots running right through them so usefully extending its working area. As an unforgivable economy, the makers supplied only one handwheel, normally fitted at the right-hand end of the feed screw; however, the operator could, if he desired, change it over to the other side. Later machines were fitted with a self-contained, electrically-driven table-feed unit as standard - although it is possible that some customers may have specified machines for delivery without. The table motor drove first through a pair of spur-type reduction gears, then through a series of operator-changed pick-off gears that were neatly (if inconveniently) stored in pockets in the rear cast-aluminium (later fibre-glass) belt cover. The final drive was through a worm-gear reduction that bore directly against the table's feed screw. Eight different rates of feed (from 1 to 9 inches per minute) were available and, because the drive was independent of the spindle, any could be selected in combination with each spindle speed. An automatic, adjustable trip-out was fitted to the table that disengaged it in both directions of travel. The modified drive allowed later machines to have a traverse travel of 7.5", though the longitudinal travel (and vertical travel of 12") both remained unchanged. Marked in 0.002" (0.04 mm) divisions the zeroing micrometer dial on the longitudinal feed differed from the others - their graduations being at 0.001" (0.02 mm) intervals.
Whilst both the longitudinal and cross feeds were fitted with finely adjustable tapered gib blocks, the knee to column fitting was a plain strip whose clearance was set by a line of ordinary grub screws.
Mounted on a round support beam carried in a casting spigoted into the top of the main column, the 3.5"-travel quill-feed vertical "Omnimil" head was a self-contained V-belt drive unit driven by a 3/4 hp 3-phase motor. The motor was fitted with a double pulley that drove forwards to an intermediate 4-step pulley - thence then to a 4-step pulley on the main spindle with the drive protected by a cast-aluminium (later fibre-glass) cover with a section at one side that could be hinged open. By juggling the belt positions a total of 7 speeds were obtainable - from 200 to a usefully high 3600 rpm (4360 rpm on 60 Hz) - a rate of rotation that also allowed the machine to be pressed into use as an accurate co-ordinate drill. Although the quick-action feed of the head was well arranged, with a depth stop and adjustable spring tension, one unfortunate drawback was the lack of a fine-feed mechanism for the quill.
Although a compact machine, the 181 was very heavily built with the complete base and chip tray constructed in cast iron; the approximate weight, complete with the Omnimil head, was 1624 lbs. It stood 69 inches high and occupied a space 38 inches deep and 38 inches wide. Advertised accessories included Elliott's smallest dividing head, the 4-inch, a universal milling attachment (without quill feed) and a slotting attachment - both to mount on the horizontal spindle socket - all-steel plain and swivelling-base machine vices, two sizes of Elliott-branded, collet-type cutters holders, a Model B boring head, open and closed tool cabinets, optical measuring equipment, cutter guards, low-voltage lighting, a 6-inch rotary table and a Hydraulic copying attachment that was able to produce 3D work using the "scanning" or "die-sinking" method.
Weights appear to have varied from catalogue to catalogue - with some having an enormous difference between the net and gross figures. However, on an Avery crane scale a bare 00 machine, date stamped 1968 with its table motor, round overarm and arbor bracket in place in place was found to weight 1372 lbs..