|
Home Machine Tool Archive Machine-tools Sale & Wanted Schaublin Milling Machines Home Page Schaublin 11 Schaublin SV11-A & SV11-B Schaublin SV12 Schaublin 13 - dismantling the column Schaublin 22 Schaublin Type 51 Schaublin Type 52 Schaublin Type 53 Schaublin Type 53N |
||
|
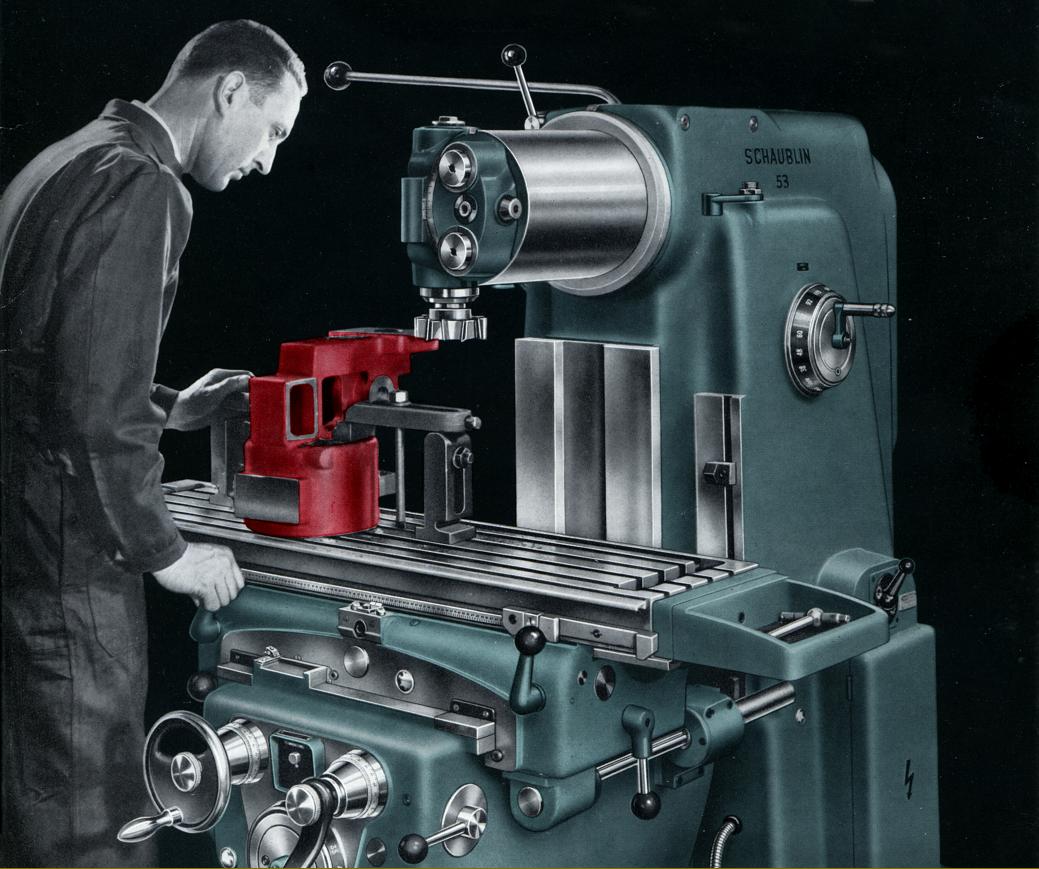
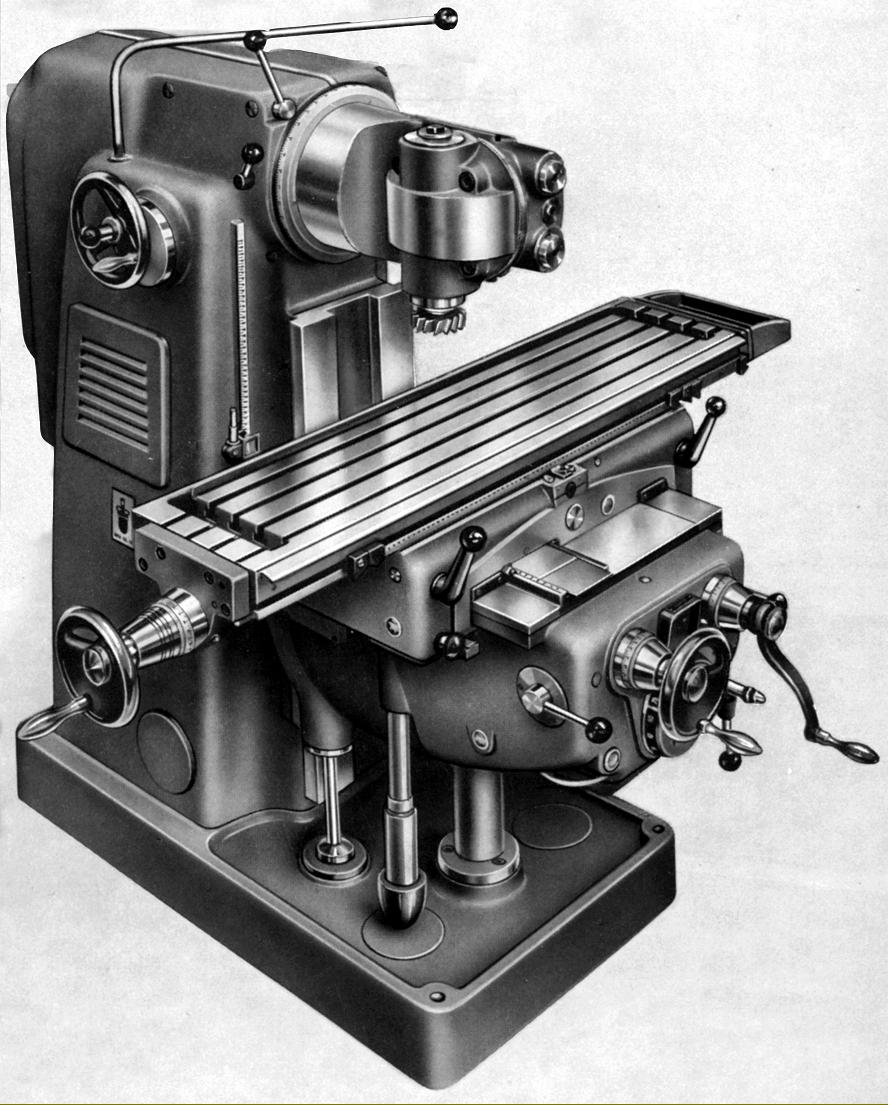
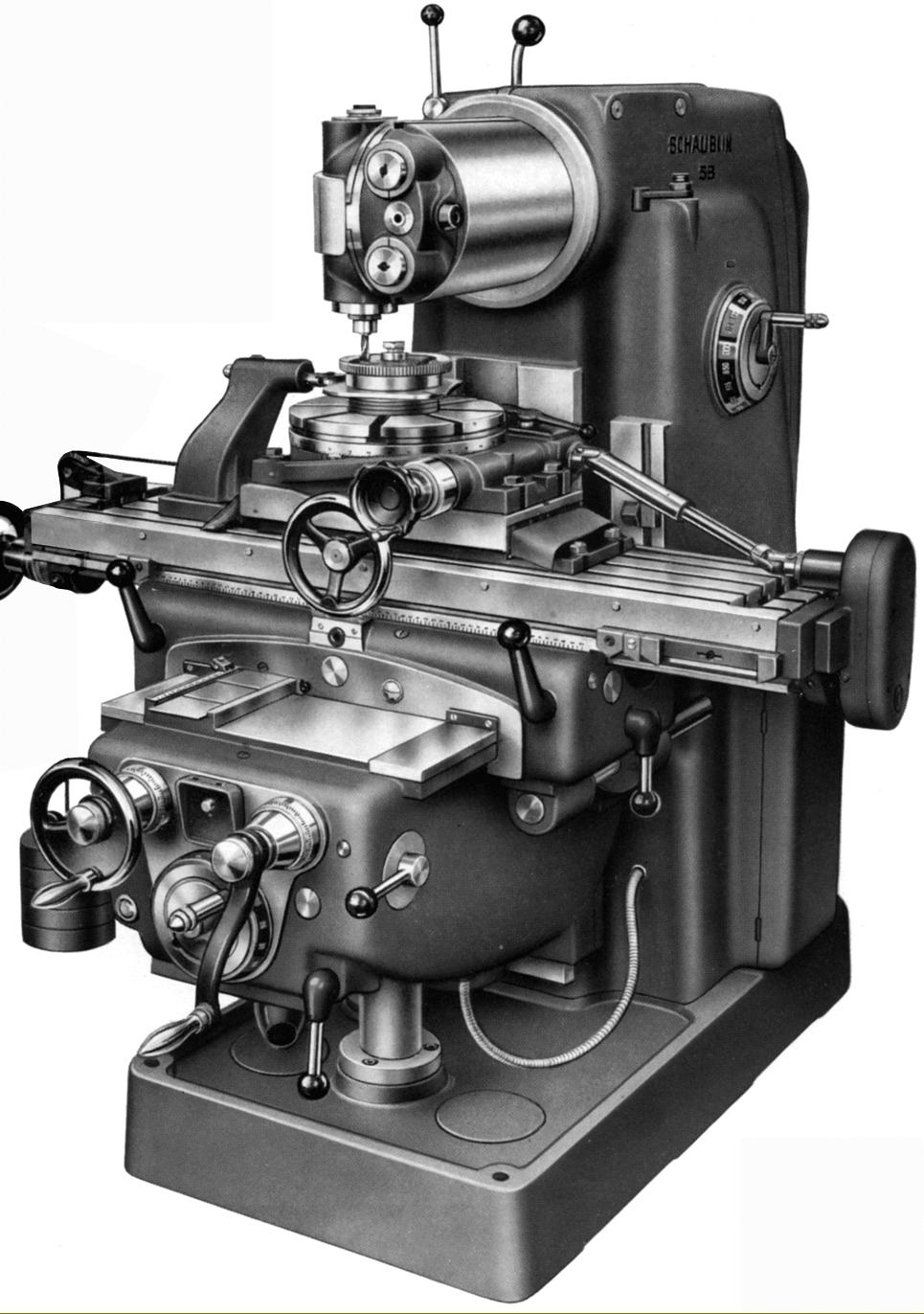
Developed from the Type 51 and Type 52 of the mid 1940s, the Schaublin 53 Universal High-precision Milling Machine was an expensive proposition that, even so, found favour around the world as a highly versatile, wonderfully accurate and reliable machine tool. Heavily built - it weighed 1700 kg - the Type 53 was based on a patented design and used a massive (ventilated) main column and foot in cast iron to house the head and coolant motors, the spindle drive gearbox (complete with a combined double-plate steel-on-steel clutch and brake unit by Stromag), the table-feed gearbox, the special V-belt driven oil-mist mechanism (a compressor and atomizer) for lubricating the horizontal milling-head cylinder, all the electrical switchgear and, formed as part of the base, a 50-litre (11-gallon) coolant tank. |
|
Continued: |
|
|
|
|

|
|
|
|
|
|
|
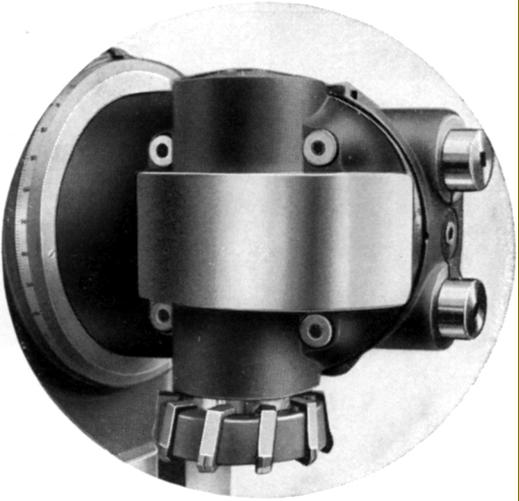
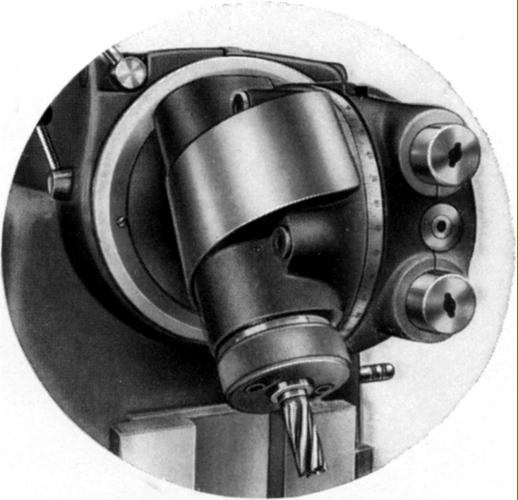
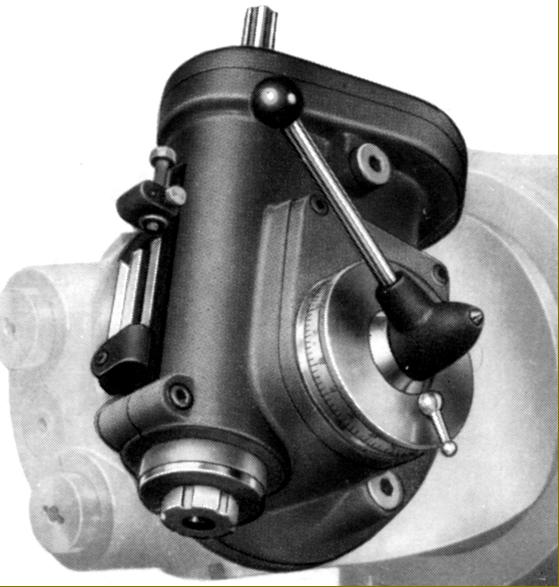
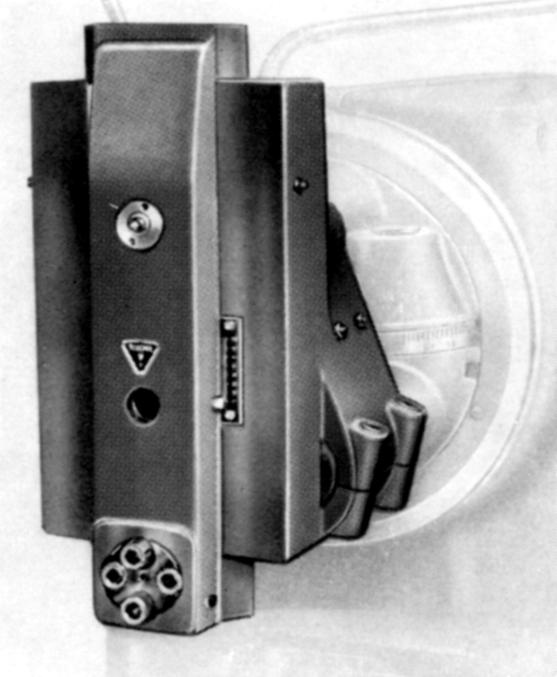
Item 1140A automatic quill feed for the high-speed head |
||
|
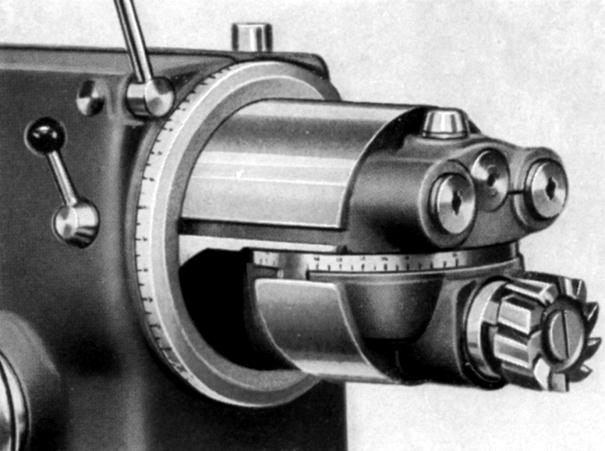
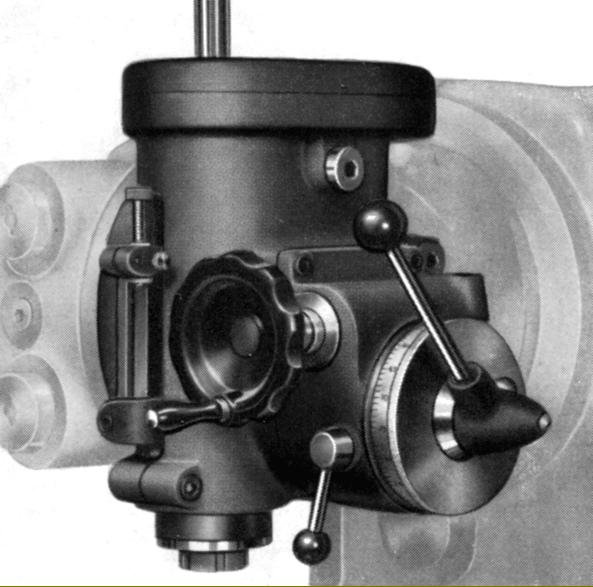
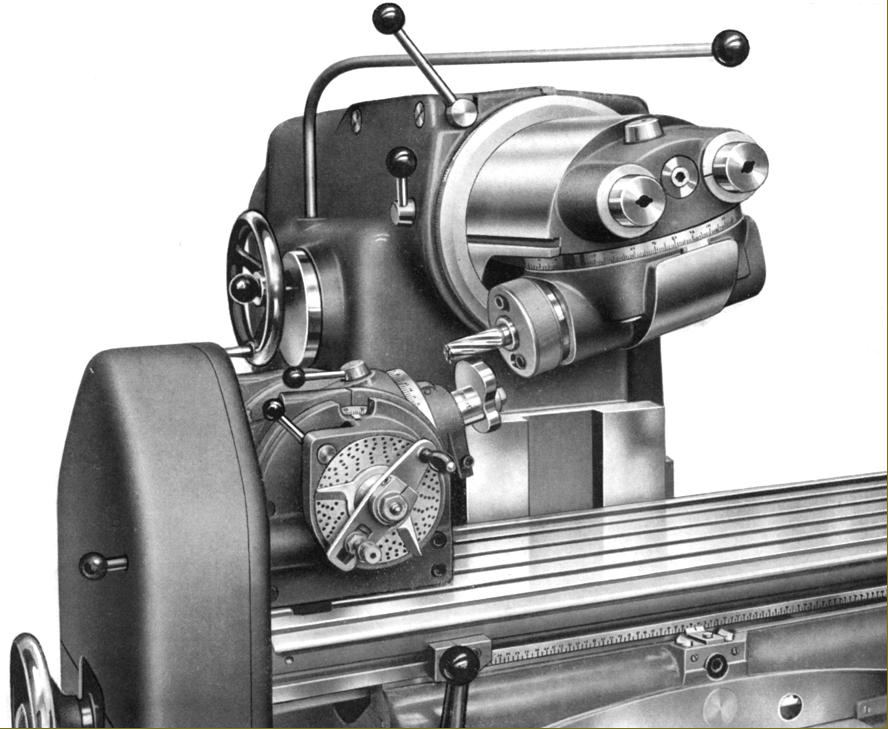
Item 1200 Slotting Head. The stroke was adjustable from 0 to 70 mm (0 to 2.75") and the rate variable between 17 to 500 per minute |
|
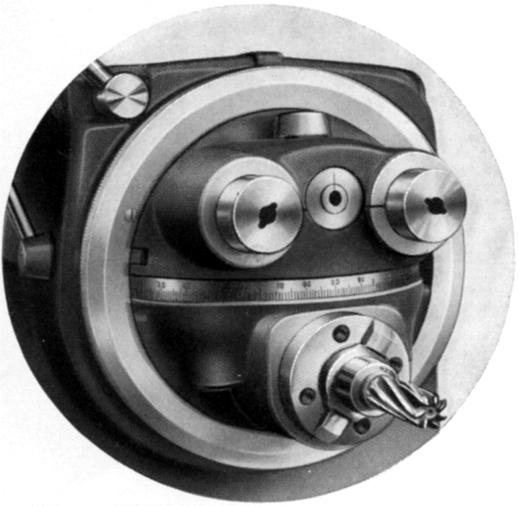
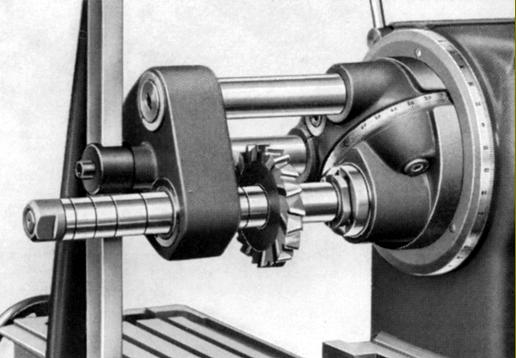
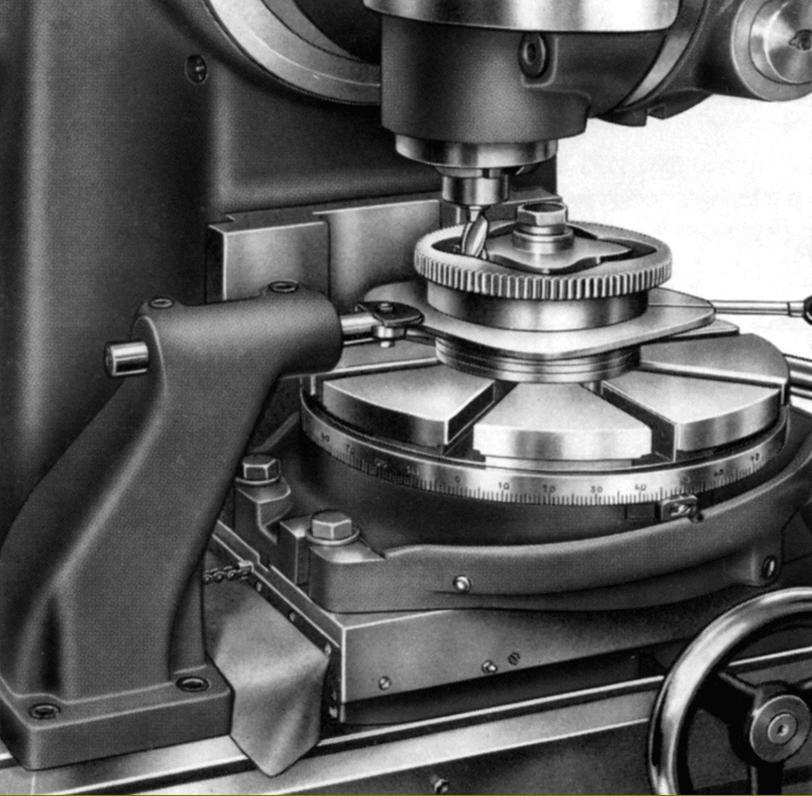
Copy milling attachment (Item 6800). The unit consisted of a sliding base moving with great ease and sensitivity on line-contact balls; mounted on top was a powered rotary table with the part to be copied, usually some sort of cam or component of irregular shape, mounted directly beneath the part to be machined. The roller follower was kept in contact with the master by a weight attached to the moving slide. |
|
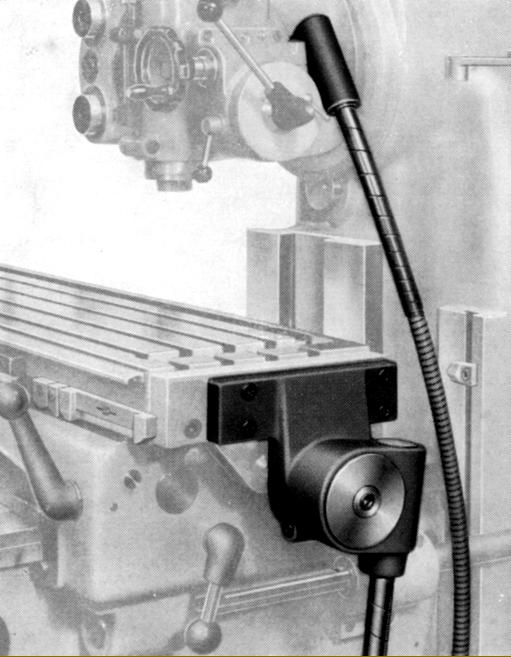
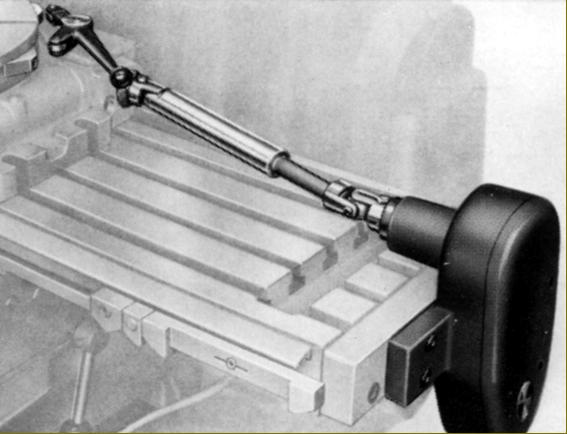
Item 1070 attachment for automatic drive of table-mounted accessories |
||
|
|

|
|
|
|

|
|
|
|
|
|
||
|
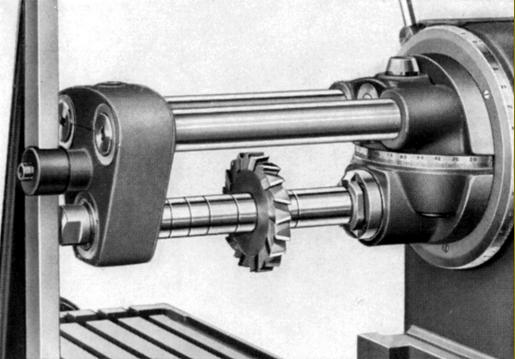
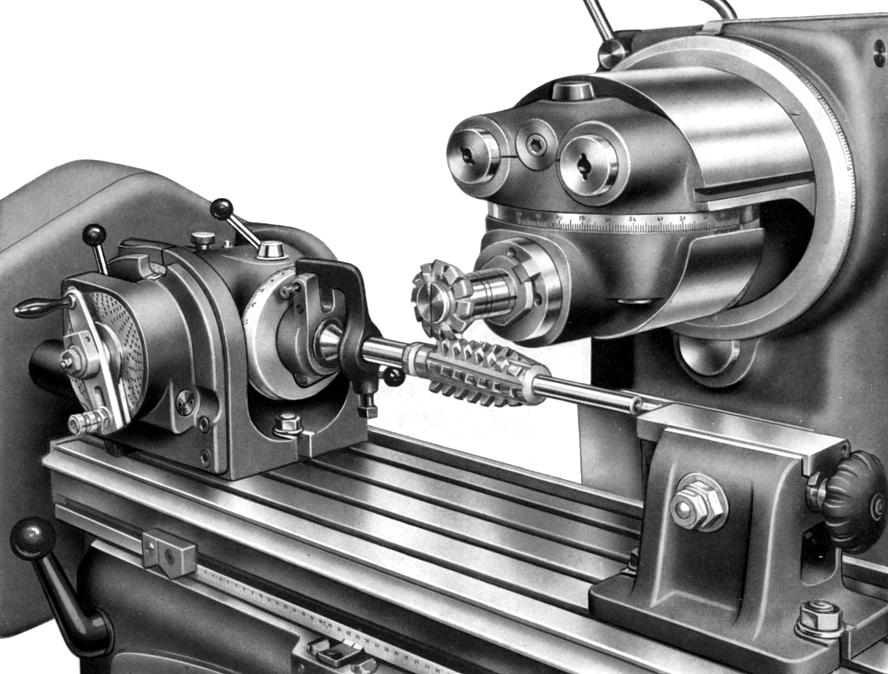
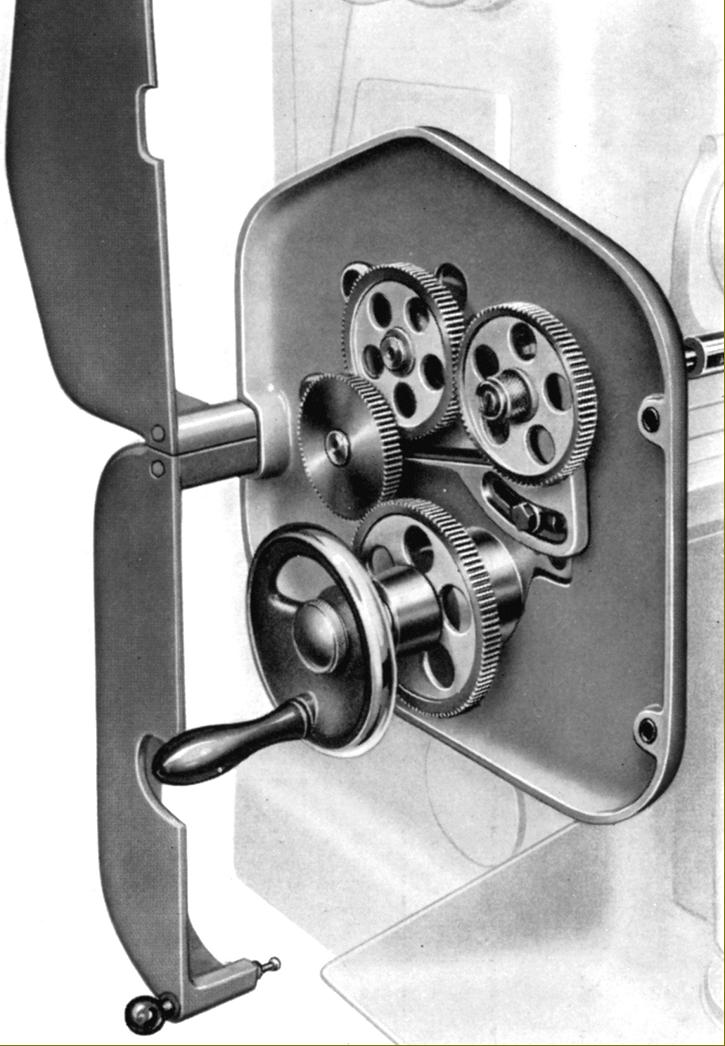
"Quadrant" and changewheels (Item 940B) for drive to the Universal Dividing Head Item 900. Supplied with the unit were 16 gears (24, 25, 28, 32, 36, 40, 44, 48, 56, 64, 72, 80, 86, 96, 100 and 112 teeth), a connecting shaft, drawbar and the required spacing rings, washers and fixing bolts. |
|
Home Machine Tool Archive Machine-tools Sale & Wanted Schaublin Milling Machines Home Page Schaublin 11 Schaublin SV11-A & SV11-B Schaublin SV12 Schaublin 13 - dismantling the column Schaublin 22 Schaublin Type 51 Schaublin Type 52 Schaublin Type 53 Schaublin Type 53N |
||