Progress 2G & 2GS Drills Progress 0, 1 & 1S
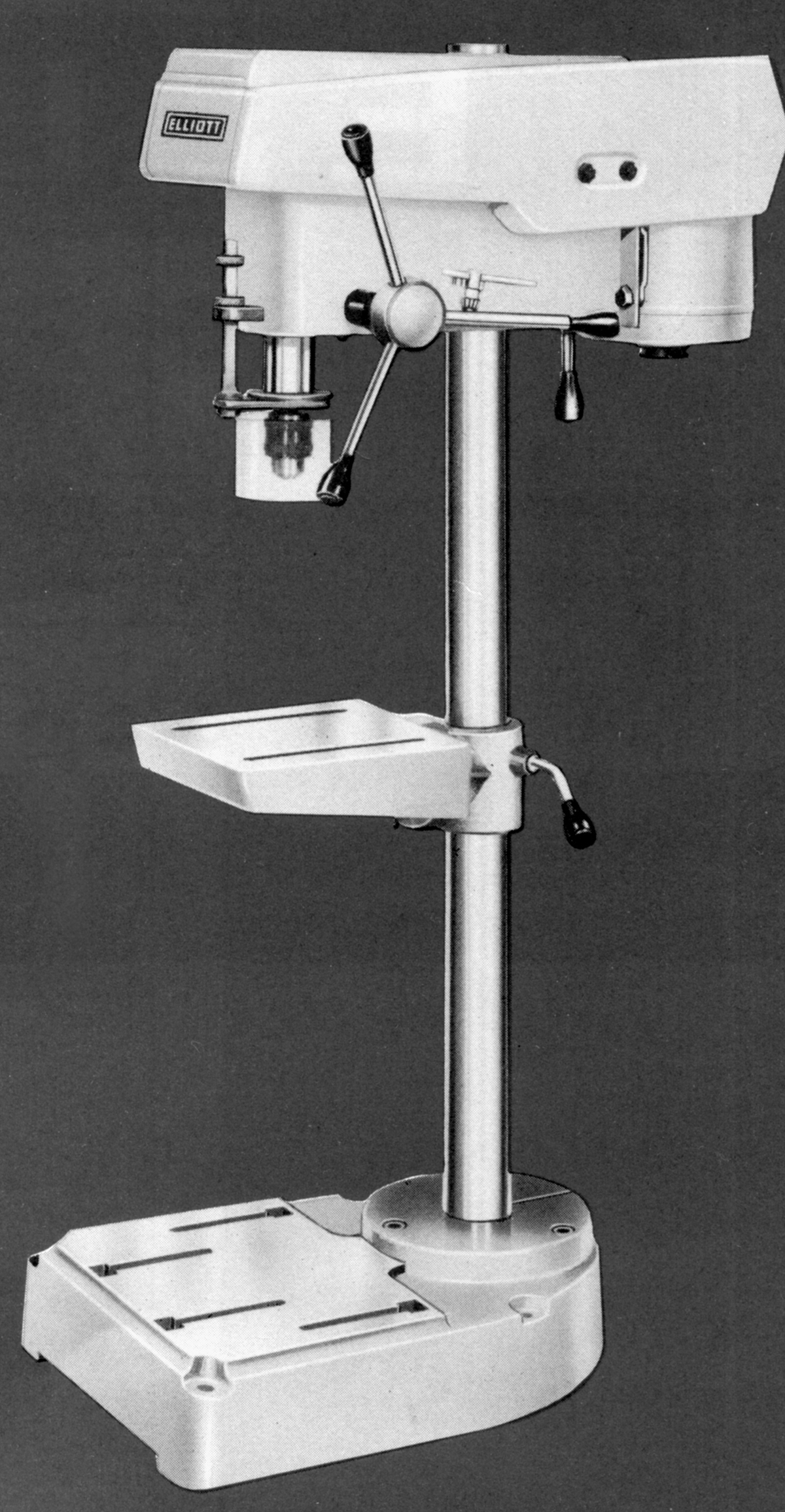
Built during the 1970s and with a maximum drilling capacity of 1/2", the Model 16 Bench and Model 1S pillar were perhaps a little over-styled, as befitted a machine of that decade.
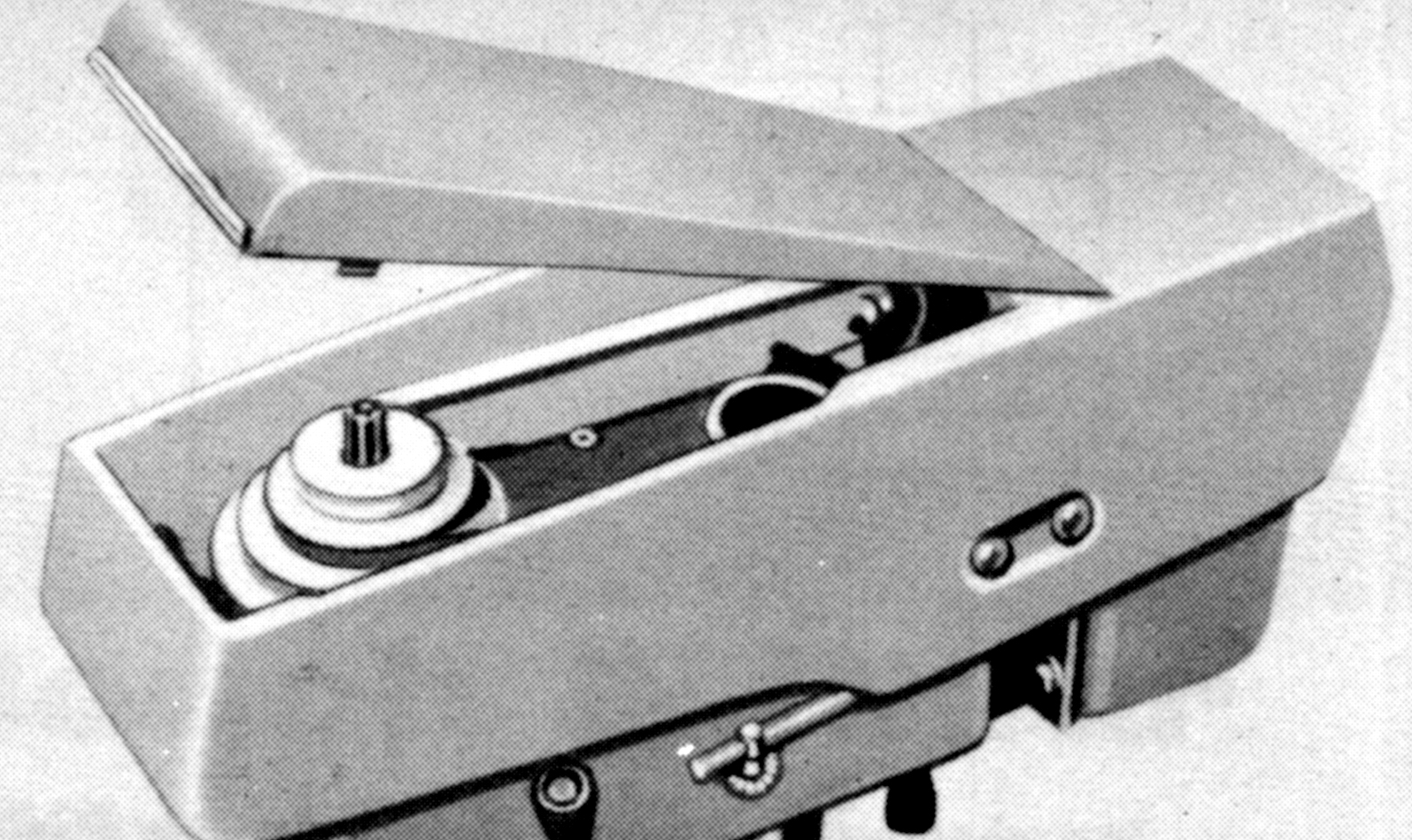
Build on a 2.5-inch diameter column and built in a largely but not an entirely conventional way, each carried , as standard, a 1/2 h.p. 1400 r.p.m. single or three-phase motor mounted on a plate at the back of the head with drive to the spindle pulley direct by V-belt over 4-step pulleys. The spindle, running the expected ball races within the quill, was machined at the top with seven spines and on its nose with a Jacobs No. 33 drill-chick taper. Where the spindle passed through the drive pulley, instead of its splines running on metal-to-metal contact, a nylon sleeve was used - broached, claimed the makers, with what they described as "self-centralising splines". The advantages of this arrangement were, supposedly, to virtually eliminate wear on the spindle, even in the absence of lubricant, and to make the drive exceptionally smooth at high speeds. A side benefit might have been that the insert was moulded, not machined and, when a serious lock-up occurred, to tear out and leave the spindle splined untwisted.
Four standard speeds of 460, 850, 1560 and 2900 r.p.m. were provided with the option, when fitted with an extra-cost, 3/4 h.p., 1800 r.p.m. motor, of a high-speed range that ran twice as fast. Speed changes were facilitated by arranging the belt guard cover to hinge up, a connected linkage bringing the motor forward to automatically slacken the belt.
Spindle travel was 3.5 inches, controlled by a 3-handle capstan wheel and able to be set for a required drilling death by the usual type of threaded rod, engraved with ruler divisions and two lock nuts. As an option a small clamp-on tool tray was available, this fitting beneath the head and acting as a stop-clamp should it have been necessary - when drilling a tall job mounted on the footplate for example, to slacken the head and adjust its vertical position.
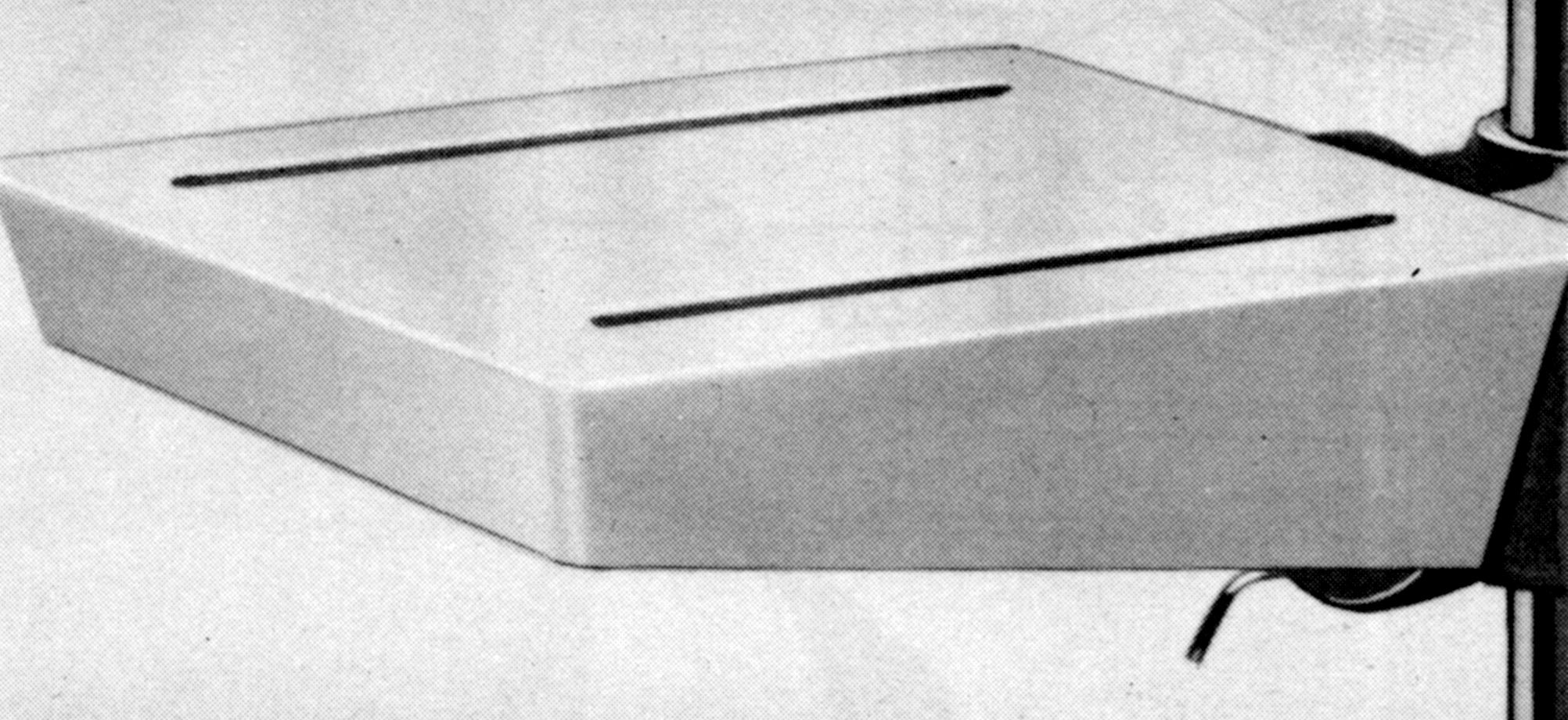
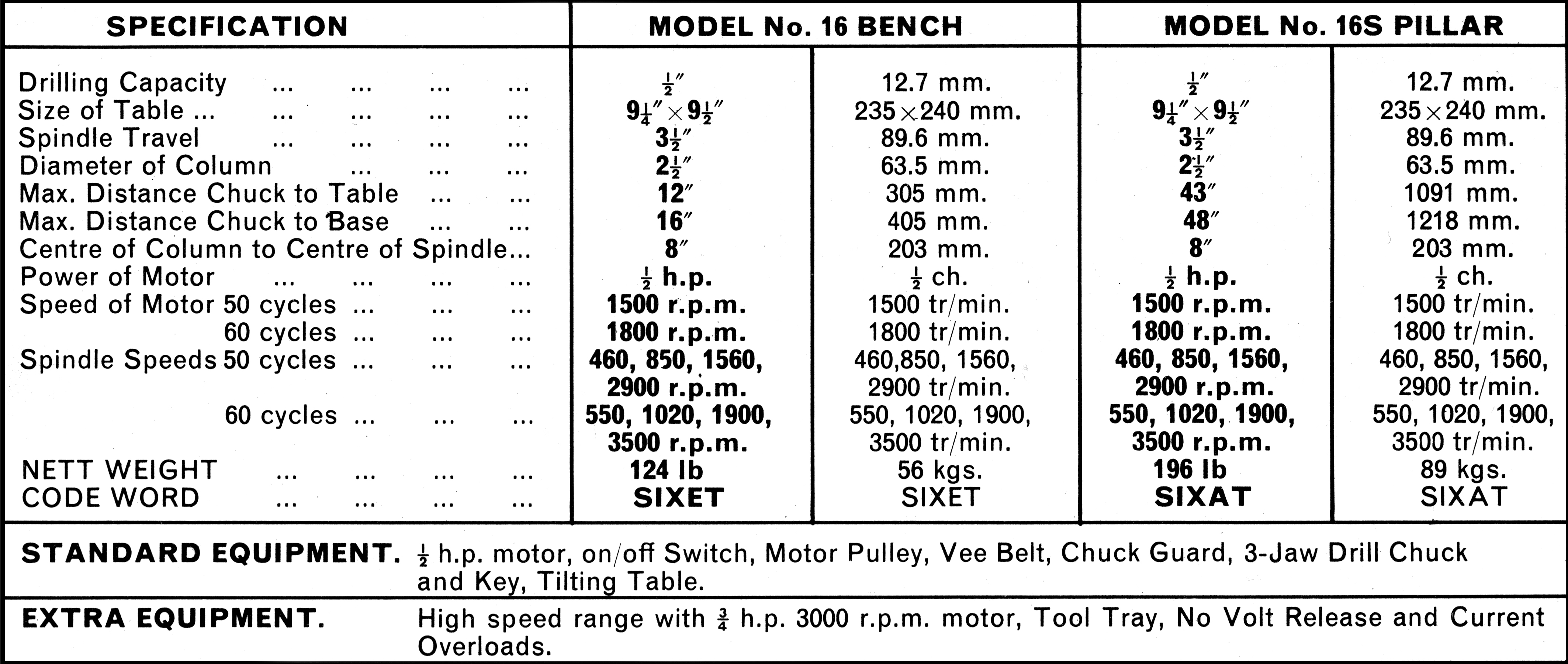
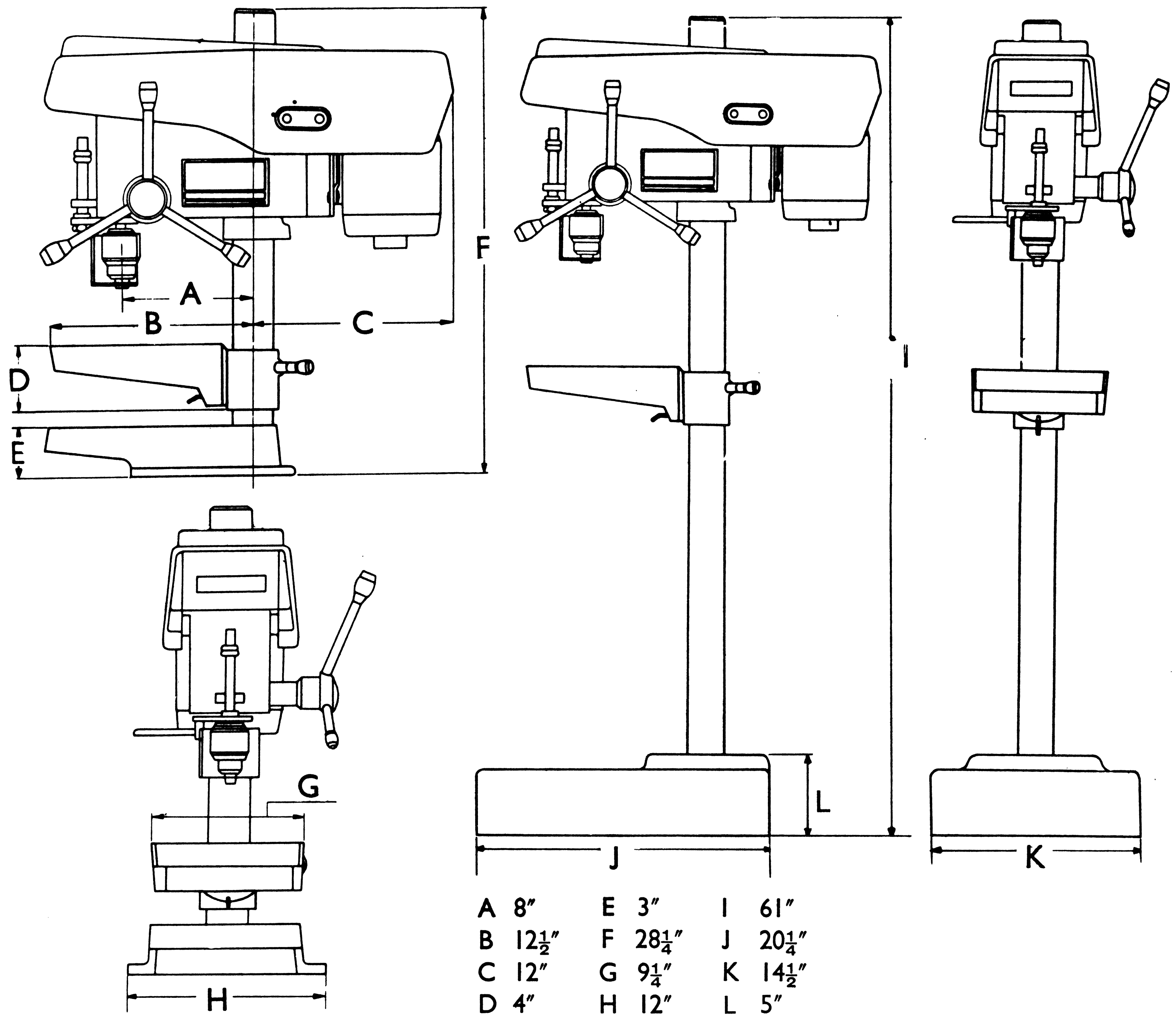
Able to be tilted 90° each side of horizontal - with a pin to reset back level - the 9.25" x 9" table had a clearance between its top and nose of the standard-fit 1/2-inch capacity drill chuck of 12 inches; clearance to the 12-inch wide baseplate - with its two plain, parallel slots - was 16 inches. The foot was an interesting departure from standard and designed, with an angled underside at its front with the mounting bolts set back, to allow its front end to overlap the edge of a bench and so allow easy access to the mounting slots. The pillar version of course enjoyed a rather greater capacity: 43 inches from drill chuck to table top - and 48 from the notably heavy, 20.25-inch long and 14.5-inch wide foot-plate with its four properly machined T-slots.
Weighing 124 lbs (56 kg), the bench drill stood 28.25 (718 mm) inches high; the pillar version was 61 inches (1550 mm) tall and weighed 196 lbs (89 kg).
The Models 16 and 16S make an interesting comparison with the early Mk. 1 No. 1 and No. 1S drills marketed in the 1940s and 1950s - most of the original drawbacks being eliminated yet also being another attempt to sell something up-to-date and novel in concept.
Some pictures are high resolution and may take time to load