|
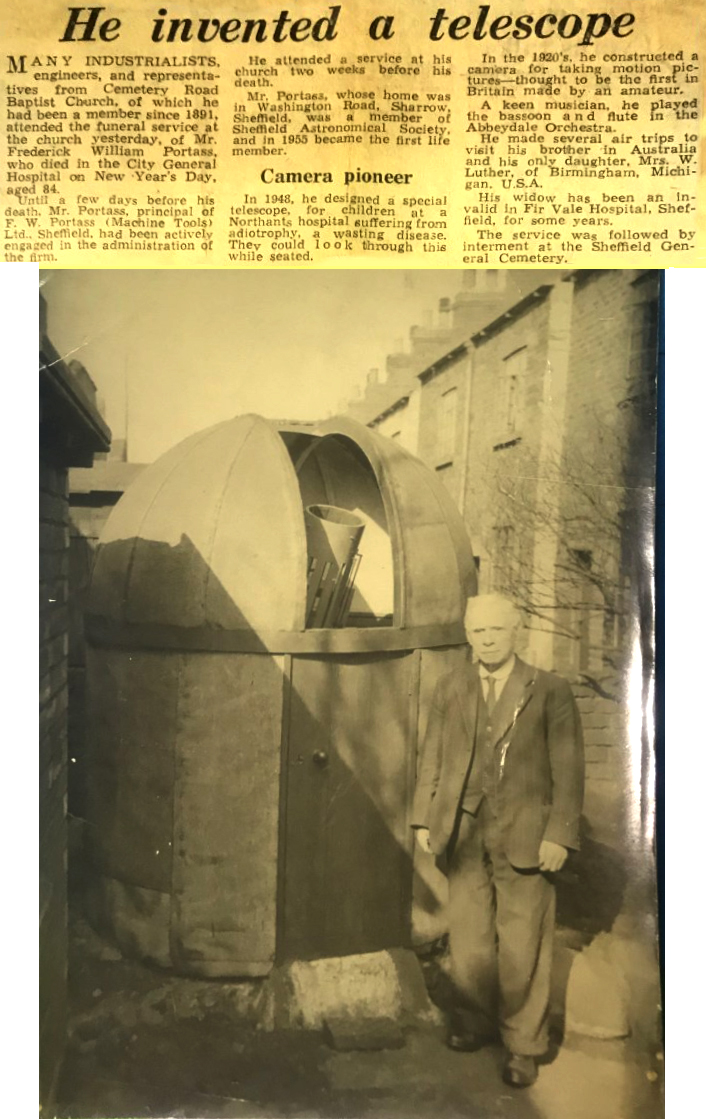
Home Machine Tool Archive Machine-tools Sale & Wanted Portass Home Page Heavy Duty 4-inch Portass PD5 First Portass Lathes Portass Model C Shaper Portass Junior Portass Model X & XL Eclipse Portass Portass Round Bed Portass Mk. 5 (Mk. V) "The Big Dreadnaught" Portass "Window" Model Portass Model L Little is known of the professional engineering career of Mr. F.W. Portass, save that he was born in 1874 in Sutterton, Lincolnshire and then moved to Sheffield where, on the 6th September 1900, he was to marry Lilly Alice Purkiss in the parish of Ecclesall. We might assume that his move to Sheffield was to undertake an apprentice in one of the cities many engineering factories for, in the 1901 census, he's recorded as living at 78 City Road, Sheffield, with his occupation described as a "machine maker--fitter, turner". The couple had one child, Emily Elizabeth Irene, born in 1902 and who later moved first to Canada and then to the United States, where she died in 1994. |
|
|
||